Использование схем и чертежей
Не все знают, как самому дома сделать трубогиб, но многие хотели бы этому научиться.
Схема устройства для гибки труб
Прежде, чем начать делать своими руками электрический трубогиб, необходимо все просчитать, ознакомиться с несколькими чертежами, и выбрать среди них, по вашему мнению, наиболее подходящий. Когда человек не имеет специального образования или никогда не занимался такими вещами, то самостоятельно сделать даже самое простое оборудование не так просто. Понятно, что лучше всего посоветоваться со специалистом, который уже обладает опытом изготовления подобных устройств. Если рядом такого мастера не окажется – не беда, поскольку на помощь придет всемирная «интернетовская паутина». С ее помощью можно не только ознакомиться с текстовой информацией, но выбрать схемы, чертежи, посмотреть видео о том, как правильно сделать электрический трубогиб своими руками. Хотя, желательно, не только посмотреть, но и скачать необходимые чертежи, видео, где шаг за шагом описан процесс изготовления приспособления для сгиба круглых, а также профильных труб.
Вот, к примеру, можно воспользоваться таким чертежом для изготовления электрического трубогиба, с помощью которого можно самому легко сделать устройство для гибки труб.
Важно! При изготовлении своими руками устройства, его стоимость будет значительно ниже заводского аналогичного инструмента, а качество – такое же
Трубогиб стационарный пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:
- К основанию (швеллеру) привариваются подшипники, которые соединяются между собой валом в виде стальной трубы соответствующего диаметра.
- Чтобы вал не был расположен слишком близко возле основания, следует подшипники приваривать на обрезки прямоугольной трубы по 5 см.
- Чтобы заведомо изготовить агрегат, которым мог бы регулироваться радиус изгиба, основание нужно сделать из двух швеллеров, соединённых между собой завесами, как видно на фото выше.
- Два вала с подшипниками располагаются на одинаковой высоте, а третий (центральный) приваривается с помощью прямоугольной трубки выше на 15-20 см.
- К верхнему валу нужно приварить дополнительную трубку, к которой будет закреплена рукоятка. Этот вал будет приводиться в движение при помощи мускульной силы.
- Приваривается ручка к верхнему валу, после чего можно проверять получившееся изделие на функционирование.
Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.
Из недостатков можно отметить только возможность эксплуатации на одном месте
При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей. Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
ИЗГИЗГ
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ<5D (или 5H);
- на средние радиусы 5<RИЗГ<20 D или H;
- на большие радиусы 20D(H)<RИЗГ;
Самодельный прокатный станок для гибки труб
Набор материалов, необходимых для работы, выглядит таким образом:
- Бетонное основание;
- Колесики;
- Лебедка;
- Двигатель;
- Перемычка из металла;
- Домкрат;
- Редуктор.

Собирать трубогиб для профиля своими руками лучше всего в несколько этапов, чтобы упростить работу:
- Первым делом подготавливается основание. Для него потребуются металлические элементы и сварочный аппарат. К основе крепятся четыре опоры, после в конструкции можно сверлить отверстия, позволяющие регулировать радиус изгиба профильной трубы.
- Следом при помощи болтов и пластик устанавливается домкрат, после чего можно крепить лебедку с роликами, оба двигателя и перемычку.
- Последний шаг – монтаж «грибка», который по сути является обычной трубой, выгнутой под прямым углом. «Грибок» крепится на верхней части корпуса станка.
Заключение
Существуют самые разные варианты трубогибов для профильных труб. Если речь идет о приобретении такого устройства, то все упирается в выбор необходимых технических характеристик, а при самостоятельной сборке потребуется еще и масса усилий, направленных на создание максимально эффективной и надежной конструкции.
https://youtube.com/watch?v=eoWdXK1XdCI
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Гидравлический трубогиб с электроприводом
Этот аппарат отличается большей производительностью, чем описываемая выше конструкция, за счёт замены струбцины на гидравлический узел и цепной передачи подающих роликов на электропривод. Электрификация позволяет избавиться от утомительной ручной работы и значительно ускорить процесс.
Помимо этого, благодаря наличию гидроузла и электрифицированной подачи на таком станке можно одновременно сгибать несколько труб, сделав в верхнем ролике соответствующие пазы. «Разновидности трубогибов с ЧПУ, преимущества и правила использования».
Создание электрифицированного трубогибочного станка своими руками происходит в такой последовательности:
- На ровном основании монтируют подающий вал.
- На торце вала крепят шкив для ременной передачи, переходящей на ротор электрического двигателя. На втором конце устанавливают ведущую звёздочку цепной передачи.
- На необходимом расстоянии от первого вала устанавливают второй, на котором крепят ведомую звёздочку. Нужно отметить, что если вместо шарикоподшипников по бокам к основанию приварить стальные пластины в форме трапеции, можно в качестве движущего механизма использовать не валы, а обычные канатные ролики.
- Монтируют деформирующий ролик — сверху или снизу, в соответствующем отверстии. Вал ролика находится в пазах пластин или П-образной рамки. Движение ролика ограничено штоком поршня и собственно отрезком трубы.
Основные принципы сборки конструкции
Рекомендации к сборке
При сборке оборудования следует придерживаться таких рекомендаций.

Для изготовления основы лучше всего взять профильную прямоугольную толстостенную трубу (толщина 3-4 мм) или соответственный угольник. На расстоянии 3 см от торца, необходимо насквозь сделать отверстие, сечение которого совпадало бы с диаметром вставляемой в него оси. Лучше всего монтаж начинать с установки управляющего рычага, вместе со шкивом, и стационарного шкива.
С помощью ножовки по металлу обрезать лишние профиля, помня при этом, что на величину обрезки влияет максимальный угол изгиба, который мы планируем получать при гибке.
Рычаг и ось для шкива можно изготовить самому. Для этого нужно взять 2 пластинки из стали (толщина – 5 мм, а ширина – должна соответствовать необходимому диаметру оси), сложить их, наложить стальную трубку, которая будет служить перемычкой и все сварить.
Важно! Лучше пользоваться шплинтами для крепления, а не сваркой, поскольку должен быть минимальный люфт отдельных деталей устройства во время гибки, что невозможно при сваренных частях инструмента. Главные этапы. Сначала необходимо на станину инструмента установить подающий вал, на торце которого закрепить шкив
С помощью ременной передачи он соединяется с ротором двигателя. На втором торце следует зафиксировать ведущую звездочку для осуществления передачи с помощью цепи
Сначала необходимо на станину инструмента установить подающий вал, на торце которого закрепить шкив. С помощью ременной передачи он соединяется с ротором двигателя. На втором торце следует зафиксировать ведущую звездочку для осуществления передачи с помощью цепи.
Установить второй вал на станине конструкции, который также должен быть снабжен ведомой звездочкой на торце.
Поставить шпильку фиксатора и ввинтить фиксатор.
Возможен вариант, когда сверху и снизу конструкции устанавливаются деформирующие ролики (верхние и нижние). Желательно, чтобы в нижней части оборудования установить третий ролик, но такая процедура повлечет за собой необходимое вырезание в станине отверстия.
Для расположения вала деформационного ролика используются пазы трапецеидальных пластин. Также для его размещения можно воспользоваться П-образной вилкой, ножки которой приваривают к станине приспособления сбоку. Причем, при перемещении ролика по пазам, с одной стороны его движение ограничивает шток поршня, а с другой – деформируемая труба.
Важно! При монтаже валов возможен вариант использования не только стандартных стаканов с подшипниками, но также применение трапециевидных пластин, которые привариваются сбоку на станину. При этом, необходимо заменить валы канатными роликами
Виды трубогибочных станков
Эти приспособления, дают возможность сгибать профильные или круглые трубопрокатные материалы под нужным углом. Они делятся на:
гидравлические;
Первый вид справляется со сгибанием больших размеров, механические модели используют для средних по величине, а ручные считаются идеальным вариантом для сгибания круглых труб диаметром до 3 см или профильных до 4 см.
По своим конструктивным особенностям, функционалу и принципу работы они разделяются на:
арбалетные;
К основным ручным (механическим) самодельным трубогибам для круглых труб относятся:
- Роликовые — предназначены для изделий, диаметр которых до 40 мм, и применяются, если требуется небольшой угол изгиба;
- Гибочная плита — используется для получения углового загиба малого и среднего радиуса;
- Улиточные — универсальный вид, позволяет производить сгибание круглой трубы по всей длине;
- Арбалетные — устройства похожи на роликовые, но имеют повышенную производительность;
- Рычажные — простые конструкции, они используются при сгибании труб среднего и большого размера под определённым углом.
Модели гидравлических трубогибов для круглых труб или механизмы, работающие от электропривода самостоятельно изготовить сложнее.
Сделать загиб без использования трубогибочного станка не получится, можно попросту испортить изделие или деформировать его.
! Представляем вашему вниманию пошаговою инструкцию, как произвести загиб без профилегиба в домашних условиях.
Технология работы любого трубогиба заключается в возможности правильно согнуть изделие под требуемый радиус.
Трубогиб со средним подвижным роликом
 Инструмент состоит из следующих деталей:
Инструмент состоит из следующих деталей:
- Сварного корпуса, закрепляемого на ровной опоре или слесарном верстаке.
- Двух симметрично расположенных сменных роликов, профиль которых должен соответствовать внешним размерам заготовки.
- Среднего подвижного ролика, свободно вращающегося на оси.
- Направляющих.
- Ручного привода подвижного ролика. В качестве такого привода может быть, например, цепная или зубчатая передача.
- Рукоятки с рычагом.
Самым ответственным моментом является профилирование подвижного ролика трубогиба. Радиус закругления при переходе от боковой части стенки к торцевой (касается прямоугольных труб) должен быть на 0,2…0,5 мм больше, чем соответствующий параметр для заготовки. Если он больше – изгиб переходит в свободный с недопустимым искажением формы исходного сечения. Если меньше – происходит защемление участка сгиба, что увеличивает прикладываемое усилие и способствует складкообразованию.
При проектировании формы роликов важно помнить, что гибка должна выполняться в направлении минимального размера сечения, тогда изгибающий момент и, следовательно, энергозатраты снижаются. С этой же целью все оси вращения роликов трубогиба стоит изготовить с подшипниками.
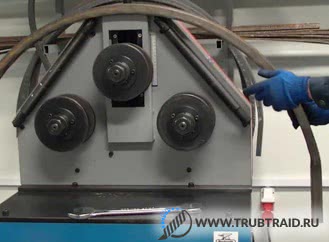
Устройство и принцип работы ручного трубогиба
Ручной трубогиб по конструкции и принципу работы достаточно прост, поэтому домашний умелец вполне может справиться с его изготовлением самостоятельно. Главными элементами в любом устройстве для гибки труб считается нажимная пластина. На нее с определенным усилием надавливает специальный механизм, и она передает усилие на обрабатываемую трубу.
Для выполнения гибки, гофру устанавливают между нажимной пластиной и несколькими валами, которые выполняют функцию стабилизаторов. Также с помощью валов можно корректировать радиус изгиба, поскольку их положение регулируется.
Так, для изгиба трубы по малому радиусу, валы располагают достаточно близко друг к другу, а если необходимо увеличить радиус, то их переносят подальше друг от друга.
Главными элементами в трубогибах являются валы в форме полумесяца
Для изгиба круглой трубы на трубогибы устанавливаются валы в форме полумесяца.
Ручное устройство
Самодельный ручной трубогиб, с помощью которого осуществляется гибка круглых труб, представляет собой два проточенных шкива, один из которых фиксируется неподвижно, а второй вращается вокруг первого на расстоянии диаметра обрабатываемой трубы. Принцип его работы прост: между двумя шкивами закладывают трубу и путем вращения подвижного шкива изгибают круглую трубу до нужного угла.
Ручной трубогиб в руках умелого хозяина может понадобиться в любой момент, потому подходить к его изготовлению стоит основательно, так, чтобы им можно было изгибать трубы различного диаметра.
Для такой конструкции потребуется два тройных шкива вместо одинарных: одна пара будет использоваться для гибки труб 1/2″, другая – для трубы 3/4″, и одна для дюймовых труб.
На рынке вряд ли удастся купить такие приспособления, поэтому заказать их нужно будет в токарной мастерской. На торцах валов делается выточка, которая по размерам совпадает с половинным диаметром гофры.
Ручной трубогиб состоящий из двух шкивов, один из которых закреплен неподвижно
Еще один важный момент, который нужно учесть при изготовлении валов – стационарный шкив по размеру должен быть минимальным, поскольку от этого зависит минимально возможный радиус изгиба изделия. Оптимальный размер подвижного вала превышает в два раза диаметр стационарного.
Как сделать ручной трубогиб?
Выберите подходящий вам вариант трубогиба из предложенных ниже способов самостоятельной сборки. Перед тем как приступить к работе, убедитесь в наличии всех необходимых материалов и инструментов, а также внимательно рассмотрите чертежи ручного трубогиба.
Как сделать ручной трубогиб: способ 1
Этот способ выберите, если главное требования у вас — высокая производительность оборудования. Чтобы сделать ручной трубогиб этим способом, придерживайтесь следующих рекомендаций:
- Возьмите подходящую металлическую основу.
- Закрепите ее на устойчивой ровной поверхности.
- По торцам просверлите отверстия.
- Возьмите металлические прямоугольные или трапециевидные пластины и просверлите в них отверстия для закрепления валов.
- Закрепите при помощи винта и гайки металлические пластины.
- Установите в полученные пазы ролики подходящего диаметра.
- Надежно зафиксируйте их при помощи шпилек и гаек.
- По центру основания прикрепите методом сварки несколько вертикальных профильных квадратных труб, чтобы образовалась стойка для третьего — деформирующего вала.
- Закрепите его внутри при помощи шпильки и гайки.
- К одному из валов по торцам присоедините ручку из металлической круглой трубы.
Как сделать ручной трубогиб: способ 2
Предыдущий вариант конструкции достаточно сложный. Он требует предварительно четкой схемы и правильный подбор материалов для получения действительно эффективного результата. Следующий способ — наиболее простой вариант конструкции, который позволит вам легко придать нужную форму трубам сечением до 25 мм. 
Выполните работу следующим образом:
- Создайте чертеж ручного трубогиба, чтобы определить нужные параметры шаблона.
- Возьмите любые доски или другие пиломатериалы, которые остались у вас в наличии после предыдущих строительных работ.
- Выпилите их под нужный размер, ориентируясь на параметры заранее созданной модели на чертеже.
- Если в наличии оказались лишь доски небольшого размера, сделайте несколько деталей для последующего их соединения.
- Скрепите все элементы любым удобным для вас способом — гвозди, винты, саморезы.
- Закрепите полученный модуль к столу или любому другому основанию, на котором вы будете проводить гибку труб.
- С одной стороны от шаблона закрепите небольшой брусок, который будет служить упором для трубы при изменении ее формы.
Как сделать ручной трубогиб: способ 3
Еще один вариант очень простой конструкции ручного домашнего трубогиба, использовать который вы сможете даже для изменения формы профильных изделий прямоугольного и квадратного сечения. 
Ход работы:
- Возьмите большой лист фанеры.
- Закрепите ее на удобной для вас стене.
- Возьмите несколько металлических крючков.
- Определите нужную вам дугу.
- Нарисуйте строительным карандашом линию.
- Четко по ней закрепите последовательно крюки, используя винты и гайки.
- В качестве фиксаторов прикрепите к каждому крюку металлические небольшие пластины — благодаря им труба не будет выскальзывать из инструмента при выполнении работы.
Что такое трубосгибатель и где он нужен
Перед монтажом трубогиба для профильной трубы, нужно узнать о инструменте подробнее. Это старое оборудование, используемое для изгибания трубопроката. Почему нельзя это сделать обычной человеческой силой? Металл легко деформируется, если давление на него подается по бокам. Размаха человеческих рук просто недостаточно, чтобы было возможно деформировать трубу в конкретном участке трубопровода.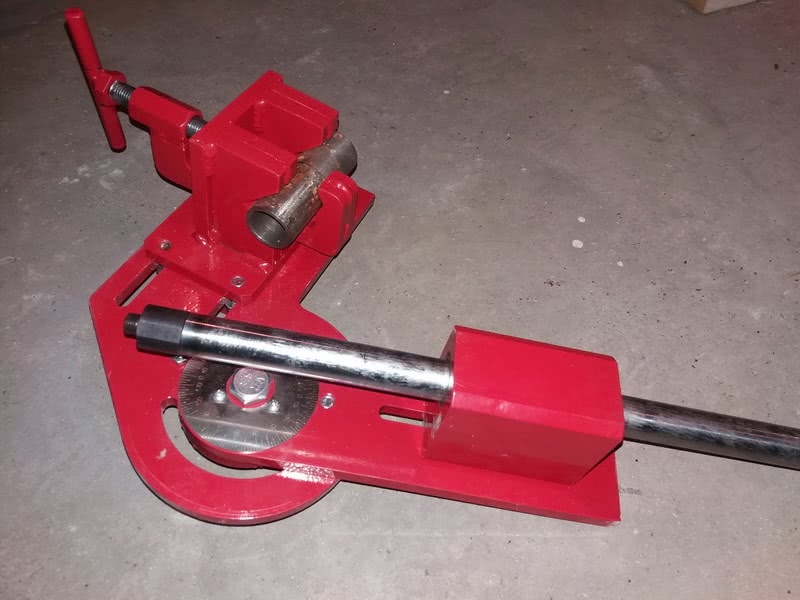
Станок для гибки профильной трубы своими руками не только правильно производит изгиб. Он точно определяет угол наклона. Параметры вы можете выставлять, в зависимости от конкретных нужд. Для этой процедуры не нужно прилагать много усилий.
Оборудование может изготавливаться из металла. Желательно брать сталь, так как она соответствует стандарту твердости и прочности, которые нам нужны. Алюминий имеет меньший срок эксплуатации. Но если других материалов под рукой нет – он подойдет. Точно нельзя использовать пластик, так как его прочности будет недостаточно, чтобы сопротивляться давлению металла.
Вы можете сделать оборудование под себя. Для самодельщика доступны сразу несколько видов, отличающихся по типу конструкции. Угол же можно фиксировать при сборке. Обычно, в заводских моделях он соответствует диапазону до ста восьмидесяти градусов.
https://youtube.com/watch?v=VERO2y6gZ5Q
Виды
Гибочный станок для профильной трубы даже в условиях гаража может быть нескольких видов. Можно использовать материалы, не нужные в быту.
Конструкционно, они имеют следующие отличия:
Гидравлические
Разновидность станка, работающая на силе жидкости. Позволяет сгибать трубопрокат с диаметром до 8 сантиметров, поэтому часто встречается на производстве. Для дома используется редко, так как такие показатели нам не нужны. Но при монтаже металлического трубопровода отопления будет полезным. Трубогиб гидравлический для круглой трубы тонкостенной не подходит, так как для него характерны слишком грубый способ деформации.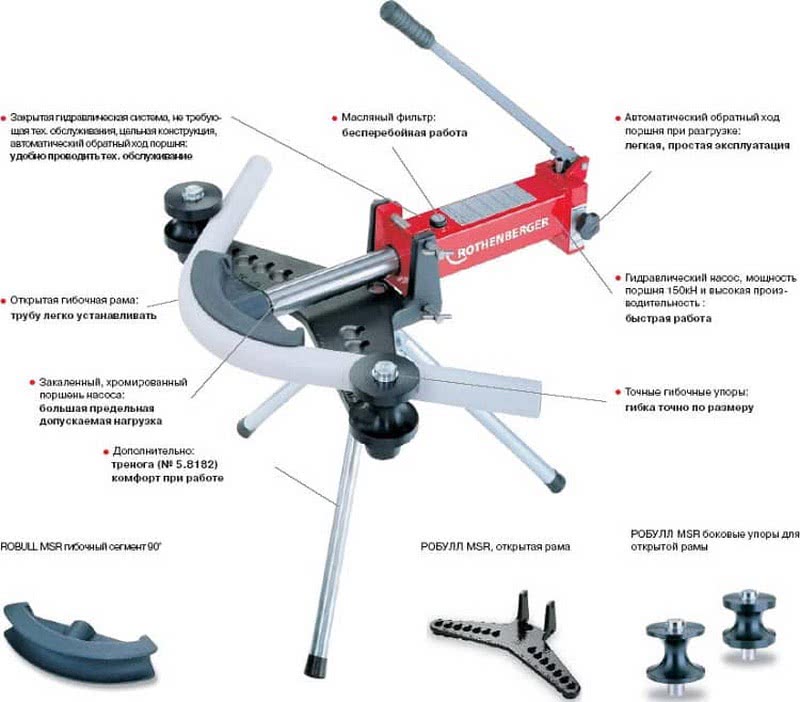
Ручные
Популярны для дома, но не могут использоваться для гибки широких труб. Простая конструкция построенная на элементарной физике. Компоненты для сборки есть у каждого в гараже. Подходят для не каленной стали, низкоуглеродистых ферросплавов, цветных металлов (алюминий, медь, различные виды их сплавов).
Электромеханические
В самостоятельной сборке сложны, но имеют высокую производительность. Создают ювелирную точность, могут сгибать тонкостенные трубки, при этом без повреждения стенок.
Методы сгибания
Дополнительно отличаются метод самого сгибания:
- Арбалет. Для изгибания используется заранее заготовленная форма, которая подходит под конкретный тип трубы. Профилегиб своими руками арбалетный – частый станок в гаражах.
- Пружина. Пружинный механизм, обеспечивающий не только качественный сгиб, дополнительно он еще и не создает деструктивных деформации.
- Сегментарный. Отличается тем, что сгибание происходит с помощью сегмента, перетягивающего трубу на себя.
- Бездорновый. Деформация происходит путем наматывания профиля на валик.
- Дорновый. Механизм схож с предыдущим. Основное отличие – установка дополнительного наполнителя, который не дает образовываться гофре.

Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
https://youtube.com/watch?v=8IYuk41JNRY
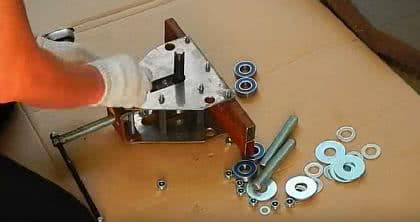
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
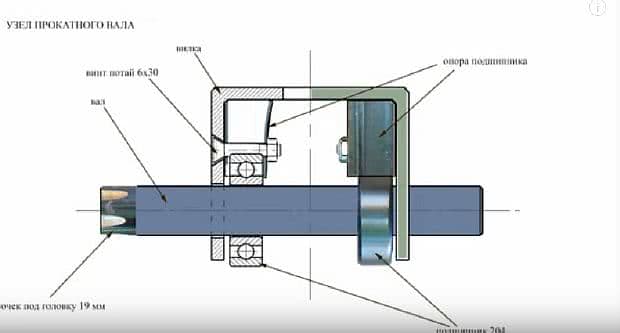 Схема прокатного станка
Схема прокатного станка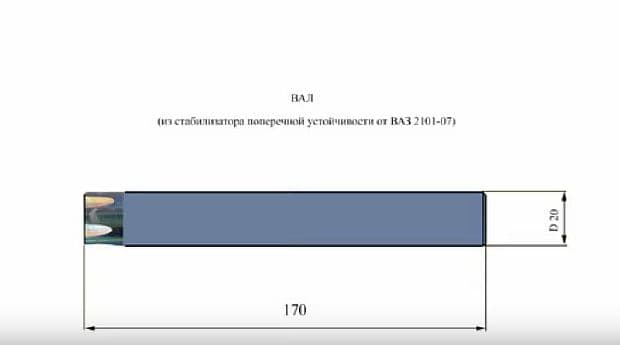 Схема вала
Схема вала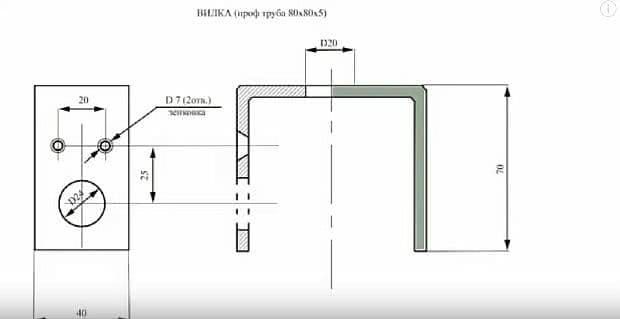 Чертёж вилки
Чертёж вилки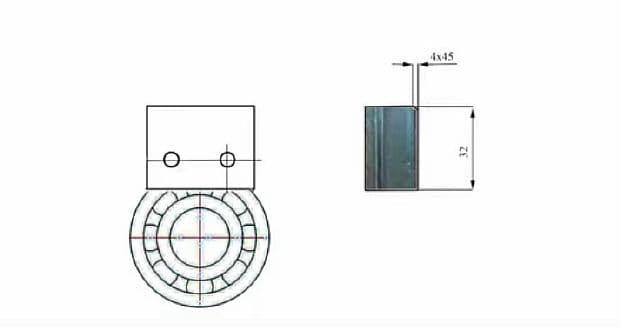 Опоры для подшипников
Опоры для подшипников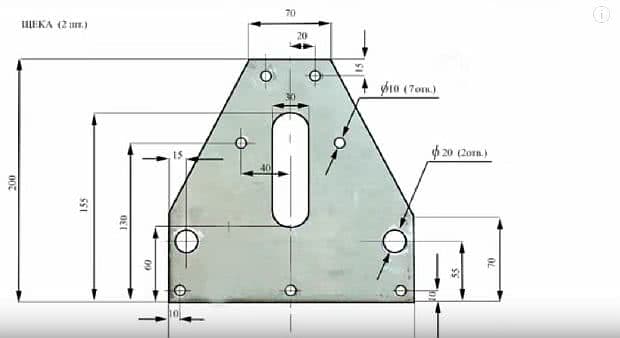 Чертёж щеки
Чертёж щеки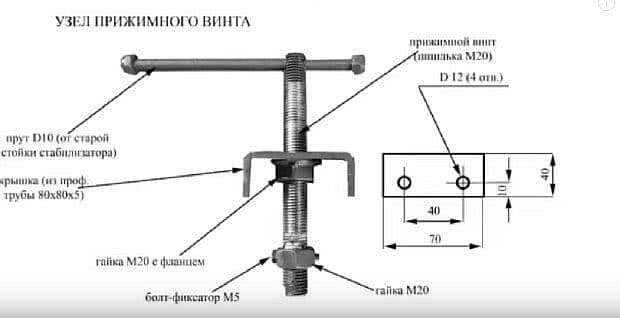 Схема прижимного винта
Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
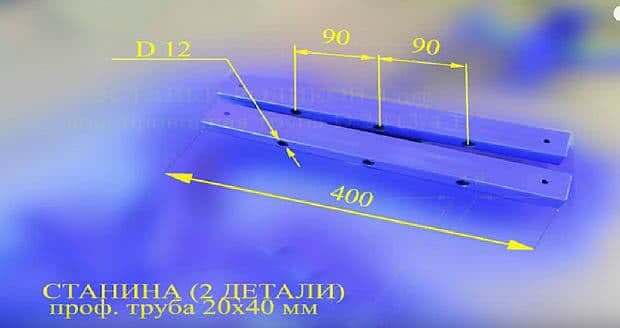 Детали для станины
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
 Вырезаем боковины
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
 Делаем проточки на стабилизаторе
Делаем проточки на стабилизаторе Одеваем подшипник
Одеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
 Привариваем гайку
Привариваем гайку Вставляем винт
Вставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
 Собираем прижимной вал
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
 Вставляем шпильки-ролики
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
 Устанавливаем профильное основание
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
 Размещаем прижимной вал
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
 Прикручиваем прижимной винт
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
 Одеваем стенку
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Изготовление намоточного трубогиба
Принцип действия такого трубогиба аналогичен предыдущему, но вместо поворотного ролика изгиб заготовки производит перемещающийся упор, который скользит по горизонтальным направляющим.
Намоточный трубогиб содержит:
- Профилированный сектор, угол которого определяет максимально допустимый угол изгиба.
- Короткую вертикальную ось, имеющую возможность свободно вращаться в шарикоподшипниковом узле.
- Два смежно расположенных ролика, образующие подвижный упор.
- Односторонние направляющие.
- Ограничитель хода упора, который исключает его самопроизвольное смещение во время работы.
- Предохранительную вилку, которая охватывает профилированный сектор, повышая точность позиционирования заготовки.

Конструктивно устройство более сложно, однако позволяет производить деформирование в условиях ограниченного пространства, а изменение угла не сменой роликов, а простой регулировкой исходного положения прижимного устройства. Такой трубогиб возможен с гидравлическим или электрическим вариантом привода.





