Почему полипропиленовые трубы?
Такой материал, как полипропилен является синтетическим и имеет широкое применение, в том числе его используют для изготовления труб чаще, чем металлы. Тем более что полипропиленовые трубы имеют ряд преимуществ перед металлическими:
- они легкие и прочные;
- их можно применять достаточно длительное время;
- они устойчивы к температурным колебаниям;
- не подвержены коррозии;
- внутри полипропиленовых труб не скапливается известь;
- по коэффициенту расширения тепла они не отличаются от металлических труб;
- безопасность и экологичность;
- простота работы с данным материалом;
- прочное соединение;
- при пайке полипропиленовых труб своими руками не нужно применять дорогостоящее оборудование, как для металла;
- низкие затраты на перевозку и монтаж конструкций.
Кроме того, стоит отметить, что пайка полипропиленовых труб своими руками может пригодиться не только у себя дома, вы сможете предлагать эту услугу другим, тем более, что при низких затратах на оборудование для пайки вы окупите его стоимость очень быстро и сможете регулярно получать стабильно высокий доход от заказов по пайке. Пересмотрите обучающее видео, чтобы понять, что ничего сложного нет в этом процессе.
Разновидности труб, подлежащих сварке
Основной материал – пластиковые трубы, имеет свои особенности и классифицируется по ряду признаков. Первое, что бросается в глаза это – цвет. Они могут быть окрашены в зеленый, серый, белый или черный цвет. Маркировка черным цветом означает, что в составе применены специальные добавки, препятствующие разрушению материала при воздействии ультрафиолетом и могут прокладываться непосредственно по грунту. Остальные цвета не имеют различий связанных с окраской и применяются внутри помещений или под слоем грунта.
Классификация труб по назначению:
- для холодного водоснабжения (маркируются синей полосой, предельная температура воды 45C).
- для горячего водоснабжения (маркируются красной полосой, предельная температура 85C).
- универсальные (маркируются синей и красной полосами, температура может достигать 65 – 75 C, в зависимости от изготовителя).
Модели для горячего, холодного водоснабжения и универсального типа имеют маркировку, которая указывает на дополнительные эксплуатационные показатели материала:
- PN10 – маркировка изделий для холодной воды, используемых при давлении системы до 1 МПа (не для квартирных трубопроводов);
- PN16 – маркировка применимая в универсальных трубах и холодной воды. Такой материал выдерживает температуру до 65C и давление 1.6 МПа;
- PN20 – материал с утолщенной стенкой, выдерживающий давление до 2 МПа и температуру 85C (сварка труб отопления);
- PN25 – трубы, усиленные армирующим слоем стекловолокна или фольги. Выдерживают давление до 2.5 МПа и температуру воды 95C.
Различия пластиковых труб
Нередко приходится слышать (от неспециалистов) о том, что металлопластиковые трубы стыкуются легко при помощи сварки.
Так вот, хотелось бы сказать, что такого понятия как сварка металлопластиковых труб, если речь касается именно монтажа, нет вообще.
Данное определение может применяться к процессу производства, а именно к сварке одного из слоев такого изделия — алюминиевой трубы. Она имеет толщину от 0,1 до 0,5 мм, и может соединяться при помощи сварки встык или внахлест.
Различают две разновидности соединительных элементов:Соединение металлопластиковых труб осуществляется при помощи специальных фитингов.
- компрессионные фитинги,
- пресс-фитинги.
Вторые более надежны, соединение осуществляется при помощи опрессовки изделий специальным инструментом. Компрессионные фитинги затягиваются обыкновенным ключом. Как видите, эти виды фитингов для металлопластиковых труб не имеют ничего общего со сваркой.
Вся путаница пошла с тех пор, как на рынок стали поступать полипропиленовые трубы, армированные алюминием. Для того, чтобы получить возможность применять пластиковые трубы в системах отопления, а также горячего водоснабжения, и пошли на этот шаг. Но в отличие от металлопластика, где слой алюминия представляет собой настоящую трубу, в данной продукции применяется фольга, причем чаще всего перфорированная.
Еще одна разновидность пластиковых труб — изделия из ПВХ. Такие трубы отличаются меньшим коэффициентом расширения. Но неоднозначность качеств ПВХ изделий (в части экологической безопасности) определило основную сферу их применения — канализация. Хотя трубы большого диаметра вполне целесообразно применять на магистральных водоводах.
Монтаж ПВХ труб осуществляется методом сварки или склеиванием.
Монтаж пластиковых труб своими руками
https://youtube.com/watch?v=8LHeDm0AYRQ
Пластиковые трубы закрепляются на стенах при помощи специальных крепежных элементов – клипс. Между собой они соединяются при помощи пайки или механическим способом с использованием различных муфт и фитингов. Для соединения пластиковых элементов с металлическими участками применяют особые виды фитингов и переходников.
- Полипропиленовые и полиэтиленовые изделия спаиваются при помощи специального паяльника. Данный инструмент не требует специфических знаний и умений и достаточно несложен в применении.
- В комплектацию паяльника входят различные насадки под трубы разного диаметра. Температура его нагрева регулируется, поскольку для соединения разных материалов требуется разная температура.
- Для соединения двух участков их требуется отрезать под прямым углом и зачистить фаски. После этого соединяемые элементы устанавливают на место крепления к стене при помощи клипс.
- Затем необходимо выбрать насадку на паяльник соответствующего диаметра. Соединяемый участок и фитинг нагревают в течение нескольких секунд, а затем плотно вставляют друг в друга. Время нагревания зависит от толщины материала и его диаметра. При правильном выполнении всех условий и соблюдении технологии после остывания материала получается качественное неразъемное соединение. Затем следует повторить процедуру для второго соединяемого участка трубопровода.
- Следует заметить, что при стыковке не допускается делать вращательные движения, элементы должны соединяться только при помощи надавливания. Приобретение сварочного аппарата для пластиковых труб может быть нецелесообразным. Для разового использования можно сделать паяльник своими руками из электродрели и старого утюга, приобрести потребуется только насадки разного диаметра.
- Механическое соединение участков трубопровода осуществляется при помощи фитингов различного вида и назначения. Компрессионные фитинги обеспечивают плотность соединения за счет обжимного кольца и накидной гайки. Соединение при помощи пресс-фитингов осуществляется при помощи специальных клещей и обжимной шайбы. Пуш-фитинги имеют особую конструкцию, которая обеспечивает плотное и неразъемное соединение при воздействии на него напора воды.
https://youtube.com/watch?v=rsIKl9_7giI
Какие существуют методы пайки?
Выполнять сварку полипропиленовых конструкций своими руками можно разными способами:
- Раструбный вариант. Считается приемлемым для труб, диаметром меньше 40 мм. Для работы понадобится сварочный аппарат с насадками и центрирующим прибором;
- Способ седельной сварки. Такой вариант подразумевает создание стыкового соединения приваркой к трубе раструбного седла под прямым углом. К сочленению после его просверливания припаивается продолжение трубы, в итоге выходит Т-образный переходник;
- Стыковая пайка. Используется, если диаметр изделий превышает 50 мм, а их стенки имеют толщину больше 4 мм. Данный метод редко применяется в частном строительстве.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
Установка оборудования на платформуИсточник static.onlinetrade.ru
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Способы соединения полипропилена

Этот полимер термопластичен: при нагревании он быстро размягчается. Когда одновременно и равномерно разогреваются две детали, молекулы вещества приникают друг в друга. Это называется полифузией. После того как соединенные материалы остывают, их технические характеристики совершенно не меняются, поэтому при качественно проведенной работе узел получается крепким, монолитным.
Такой способ соединения элементов трубопровода называют полифузной сваркой. Так же часто встречается определение «пайка». Оба слова обозначают один и тот же процесс, разницы между двумя понятиями не существует. Обычно на практике используют два метода стыковки деталей — муфтовый и прямой.
Холодная пайка (сварка)

Такой метод нельзя назвать грозным конкурентом горячих видов соединения. На полипропиленовые трубы наносят клей, активным компонентом которого является сильный растворитель. Когда он размягчает соединяемые участки, их вставляют друг в друга.
Огромный недостаток — отсутствие гарантии герметичности, прочности труб. Еще один минус — длительное высыхание «сваренных» элементов: нужны как минимум сутки. Поэтому данный метод не нашел большой армии сторонников. Его «законная» ниша — трубы из ПВХ.
Самый надежный (и нужный) способ в домашних условиях — муфтовая сварка. Именно о ней и пойдет дальнейшее повествование.
Муфтовая сварка
Этот способ более популярен по простым причинам — он доступен, прост, необходим всегда. Для соединения двух элементов — участка трубы и муфты (тройника, крана, фитинга с резьбой и т. п.), имеющей внутренний диаметр меньше, чем наружный у трубы.
На нагревательный прибор в этом случае устанавливают металлические насадки (муфту и дорн) под трубу и необходимый для соединения элемент. После получения оптимального нагрева обе детали снимают с инструмента и сразу соединяют.
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
https://youtube.com/watch?v=poKE9TSdYi0
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
https://youtube.com/watch?v=HQGRx3CWioY
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.

Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.

Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.

Техника безопасности
Если Вы детально знакомитесь с вопросом как правильно паять полипропиленовые трубы своими руками, то необходимо ознакомиться с техникой безопасности, вот основные правила:
Соблюдайте осторожность при работе с горячим паяльником, чтобы избежать ожогов.
Горячий полипропилен интенсивно испаряется. Нужно обеспечить достаточное проветривание, чтобы вдыхать поменьше его паров.
Помните о пожарной безопасности: работающий паяльник не оставляйте без присмотра и всегда кладите его на специальную подставку.
Готовый трубопровод заполните водой под давлением и проверьте соединения на герметичность.. Воспользуйтесь нашими советами и рекомендациями по пайке пластиковых труб
Они помогут вам смонтировать водопровод в квартире или на даче самостоятельно и сэкономить на услугах профессиональных сантехников. В следующей статье мы более подробно рассмотрим процесс пайки водопровода из полипропиленовых труб
Воспользуйтесь нашими советами и рекомендациями по пайке пластиковых труб. Они помогут вам смонтировать водопровод в квартире или на даче самостоятельно и сэкономить на услугах профессиональных сантехников. В следующей статье мы более подробно рассмотрим процесс пайки водопровода из полипропиленовых труб.
Какую муфту использовать после зачистки трубы
После обработки внешней поверхности патрубка его диаметр уменьшается на 2 мм. Поэтому становится неясно, какую муфту можно использовать после зачистки трубы и подойдут ли стандартные модели. Для решения понадобится линейка, а лучше штангенциркуль.

Перед началом обработки замеряется внешний диаметр трубы. Если он большое от нормированного на 1,5-2 мм, то они будут удалены после зачистки. Пример: изначально внешний диаметр патрубка составил 22 мм, после обработки он стал 20 мм. Значит можно паять его в муфту со стандартным внутренним сечением.
Как исключить ошибки при подборе комплектующих для трубопровода:
- покупать элементы от одного производителя, желательно одной серии;
- изучить чертеж каждого элемента с линейными размерами;
- перед приобретением замерить внешние диаметры трубопроводов, внутренние муфт;
- методом проб узнать толщину снимаемого слоя для имеющейся модели инструмента зачистки.

Муфты ПНД для труб: компрессионные, сварные, элестросварные, переходные,соединительные, защитные, что это и различия в установке ПНД муфта (фитинг из полиэтилена низкого давления) — это крепёжное устройство, служащее для соединения труб. Изготавливается из полиэтилена методом прессования под большим давлением. Используется при…
С торцеванием таких проблем не возникнет, так как наружный радиус патрубка после обработки останется неизменным. Независимо от способа подготовки перед началом работ нужно сделать несколько контрольных паек. Это поможет избежать неточностей и ошибок при монтаже водопроводной системы или отопления.
В видеоматериале рассказывается об особенностях обработки полимерных трубопроводов, их видах:
https://youtube.com/watch?v=mCdD4_X4sm0
Как сваривать полипропиленовые трубы своими руками
Технология сварки полипропиленовых труб называется муфтовой, или раструбной. Соединение труб происходит не стык в стык, а с помощью фитингов – дополнительных проводников, которыми при температуре 260 градусов спаивают края труб.
Нарезка и обработка пластиковой трубы
При монтаже пластикового трубопровода возникает необходимость обрезать полипропиленовые трубы посередине или с концов, чтоб подогнать их по размеру и состыковать друг с другом. Существует несколько способов нарезки — для каждого требуется отдельный инструмент:
- Труборез аккумуляторного типа – представляет собой ножницы, снабженные электрическим приводом. Высокая скорость обрезки — их главное преимущество. На каждую трубу вы потратите около 5 секунд. Минус – ограничения в диаметре нарезаемой заготовки.
- Труборез роликового типа – принцип действия инструмента напоминает работу закаточного ключа для консервации. Срез инструментом получается ровным, без рваных краев. Им делают несколько оборотов вокруг трубы, потом подкручивают ролик из твердых сплавов и проворачивают еще несколько раз. Минус – невозможность применения, если труба прилегает вплотную к стене и ее нельзя снять.
- Профессиональные ножницы для разрезания труб из пластика – состоят из верхнего острого ножа и нижнего держателя. Пользоваться приспособлением легко – отметив нужную длину на трубе, кладете ее между лезвиями и обрезаете. Край будет ровный, без крошки и обрывков.
- Электрический лобзик – способ удобный, но может дать небольшой скос, поэтому трубку режут, несколько раз проворачивая.
- Болгарка любой мощности – обрезают пластик, не оказывая сильного давления, используют диск по металлу.
После обрезки торец полипропиленовой трубы обрабатывают шлифовальной шкуркой, чтобы удалить все возможные заусенцы и зацепки.
Как подготовить сварочный аппарат
- Сварочный аппарат должен быть установлен на специальной подставке – струбцине.
- Убедитесь, что контактные поверхности аппарата не имеют загрязнений. Если на них прилипли лишние частицы или пыль – тефлоновый слой очистите грубой тканью, смоченной в спирте.
- На датчике температуры выставьте 260 градусов.
- Подсоедините аппарат для сварки к электросети и нажмите кнопку включения.
- Нагревание происходит не более чем за 15 минут, в зависимости от окружающей температуры воздуха.

Температура пайки и время нагрева деталей. Таблица
После нарезки и разметки трубы готовы к сварке. Можно приступать к следующему этапу – нагреву деталей.
| Диаметр трубы, мм | Время нагрева, с | Время сварки, с | Время ожидания, мин. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Инструкция «Как правильно варить пластиковые трубы»
В начале работы определитесь, в каком месте будет смонтирован трубопровод. Предварительно составьте план, чтобы избежать сваривания узлов на весу или в труднодоступных местах. Гораздо легче собрать конструкцию из полипропиленовых труб на столе, чтобы потом, не прилагая особых усилий, закрепить ее в отведенном месте.
- Включить аппарат и разогреть его до рекомендованной температуры. Если его используете в первый раз — после нагревания подождите еще 5 минут перед началом рабочего процесса.
- В сварочную насадку одновременно вставьте фитинг и конец пластиковой трубы. Они должны быть размещены в одной плоскости. Учитывая диаметр трубы, добавляем температуру и держим указанное в таблице время.
- Когда элементы нагрелись, их вынимают из сварочного аппарата и моментально соединяют. Затем неподвижно удерживают в течение рекомендованного времени.
- Сразу после остывания трубопровод можно использовать по назначению.
После спайки узел проверяют на проходимость, продув его воздухом или пустив через него воду.
Основные методы работы
Учитывая, что качество соединительного шва в большой степени зависит от площади контакта, для труб разного диаметра используют разные способы соединения.
Возможна пайка полипропиленовых труб:
-
с помощью муфты (другого соединительного элемента). Применяется для изделий с диаметром до 63 мм, а также тонкостенных;
-
напрямую, стыковым швом – для моделей большого диаметра, толстостенных.
В обоих случаях плотное соединение обеспечивается за счет диффузии разогретого пластика.
Для работы используется специальное нагревательное устройство, обеспечивающее повышение температуры пластика до нужного уровня.
Важно: второй вариант монтажа требует значительных профессиональных навыков и, как правило, используется только на производстве. В домашних условиях применяется муфтовый (фитинговый) способ пайки.. Основные положения процесса показаны в мастер-классе
Основные положения процесса показаны в мастер-классе.
https://youtube.com/watch?v=LhnDmiVBHxU
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.

Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.

Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.

Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
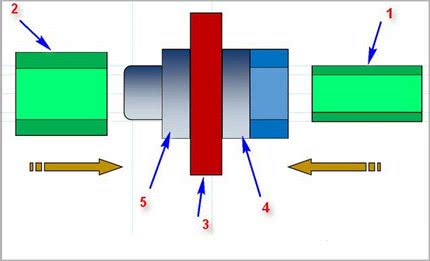
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.