Переключатели и диммеры
Простейшая регулировка температуры применена в паяльниках с переключателем, допускающим всего два положения, а соответственно и два значения температуры.
При минимальном значении паяльник, установленный на подставке, просто поддерживает жало в нагретом состоянии, а при нажатии на клавишу или кнопку, жало нагревается до максимальной температуры, при которой и производится пайка.
Очевидно, что из преимуществ, описанных выше, такой паяльник обладает только возможностью экономить электроэнергию. Главная же задача регулировки – производство качественного и безопасного монтажа компонентов – остается невыполнимой.
Вторая разновидность паяльников с регулировкой – диммируемые. Их конструкция предполагает включение в разрыв питающего кабеля диммера – устройства, ограничивающего потребление электроэнергии паяльником.
При этом действительно появляется возможность регулировки температуры жала, но делается это за счет падения напряжения в диммере.
Соответственно, ни о какой экономичности такой схемы не может быть и речи. Но цена таких устройств довольно низкая и может сыграть решающую роль при выборе.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Для чего повышать мощность
Чтобы выполнять паяльные работы, требуются инструменты с различными параметрами. При этом иметь несколько паяльников с разной мощностью и, соответственно, с разной температурой нагрева жала, нецелесообразно.
При монтаже компонентов на плату требуется температура жала, достаточная для прогрева выводов и плавления припоя. Увеличенные значения температуры могут привести к сгоранию отдельных элементов, отклеиванию токопроводящих дорожек от платы, повреждению изоляции проводов.
В то же время использование паяльника с меньшей мощностью, а значит и с меньшей температурой нагрева жала, позволяющей достигнуть заданного значения, принуждает увеличивать время воздействия на детали и припой.
В результате от длительного нагрева компоненты выходят из строя, а изоляция может со временем растрескиваться из-за потери механических свойств.
При этом припой должен расплавиться и обеспечить надежный контакт с деталью, которая при таком режиме не подвергнется перегреву.
Несколько правил пайки
 Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.
Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.
Причём припойный материал должен быть расплавлен полностью ещё до того, как он заполнит пустые пространства и равномерно распределится по поверхности.
Если жало паяльника окажется чересчур перегрето, припой окислится и паяльный шов получится не слишком качественным. Кстати, окислы могут появиться и на самом паяльнике, и для того, чтобы избавиться них, специалисты советуют приобрести так называемый активатор жала — действительно очень полезная вещь.
https://youtube.com/watch?v=rPUtLjT0HTk
А если жало паяльника будет не просто перегрето, а перегорит, то припойный материал вообще перестанет на нём держаться. «Холодная» пайка (то есть когда температура жала паяльника меньше оптимальной) тоже не даст ожидаемого результата.
Если припойный материал не плавится до текучего состояния, место спайки становится матовым и шероховатым, а соединение не слишком прочным.
Температура жала относительно используемого припоя
Рабочая температура паяльника для каждого процесса подбирается отдельно. Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
| Тип припоя | Температура жала паяльника, градусы Цельсия |
| Сплав Вуда | 75 |
| Сплав Розе | 95 |
| ПСРЗИ | 146 |
| ПОЗИ 30 | 175 |
| ПСР | 240 |
| ПСР 1,5 | 285 |
| ПСР 2 | 248 |
| ПОС 50 | 250 |
| ПОС 61 | 197 |
| ПОС 10 | 305 |
| ПОС 40 | 243 |
| ПОС 61 | 195 |
| О2 | 237 |
| ПОССУ 95-5 | 245 |
Паяльник: выбор, изготовление и усовершенствование – виды, варианты, схемы, нюансы
Для выполнения различных электромонтажных работ, сборки электронных схем очень часто используется такой инструмент, как электропаяльник. Простейший его вид, который можно приобрести в любом хозяйственном магазине, имеет, как правило, элементарную конструкцию. В нее входят нагревательный элемент, жало, рукоятка, чаще деревянная, и питающий кабель или шнур. В некоторых вариантах паяльник может комплектоваться несколькими сменными жалами. Мощность такого паяльника фиксированная, чаще всего 40 или 60 Ватт. Но удобнее пользоваться инструментом с возможностью регулировки мощности.
Что это такое и для чего нужны?
Паста для пайки — это вязкая структура, которая имеет в своём составе припой, флюс, различные летучие растворители, а также специальные клейкие компоненты. В зависимости от химического состава флюса и припоя могут варьироваться температура плавления, техника работы, а также варианты отмывки печатной платы.
Известно, что пайка для соединения элементов допускается при использовании любых материалов, температура плавления которых на несколько уровней ниже, чем температура плавления этих самых деталей. Именно поэтому для простейших бытовых схем в домашних условиях чаще всего в ход идет припой вместе с флюсом либо кислотой. Паяльные пасты в своем составе содержат сразу 2 компонента, а также их всевозможные примеси, благодаря чему ход пайки многократно ускоряется. Помимо того, такие пасты нашли самое широкое применение при изготовлении электроприборов.

В качестве базовых материалов в качестве припоя подбирают сплавы со свинцом, а также оловом либо серебром, однако максимальное хождение получила бессвинцовая паяльная паста.
Флюс в структуре выполняет функции обезжиривателя. Помимо этого, для успешного выполнения работы потребуется клейкий связующий компонент – он существенно облегчает фиксацию SMD-элементов на рабочие платы. При этом чем больше габариты платы, тем более насыщенной будет элементарная плотность, и тем актуальнее применение пасты для выполнения пайки.

Пасты нашли повсеместное применение и в производстве. Они применяются для лужения кузова автомобиля, проведения поверхностного монтажа, ремонта проводов и пайки светодиодов.


К основным преимуществам материала относят удобство нанесения, а также чистоту печатной платы, которая достигается благодаря точно дозированному нанесению состава. Единственный минус таких паст — это недолгий срок годности, в среднем он не превышает полугода. После этого консистенция пасты начинает разделяется на фазы, и средство становится непригодным для эксплуатации.
Температура — паяльник
Температура паяльника не должна быть очень высокой, так как в противном случае в припое выгорает олово, имеющее более низкую температуру плавления ( температура плавления олова 232 С, свинца 327 С), вследствие чего припой теряет свои качества.
В процессе пайки температура паяльника должна быть на 15 — 25 С выше температуры плавления припоя. Температура же плавления твердых припоев выше 450 С, а мягких находится в пределах 60 — 300 С. Пайку монтажных соединений выполняют мягкими оло-вянно-свинцовыми припоями. Припой ПОС-40 используют для монтажных соединений, допускающих нагрев до 280, а припой ПОС-61 — не выше 230 С. Для пайки деталей из стали, оцинкованного железа, белой жести, меди и медных сплавов применяют припои ПОС-18 и ПОС-30 с добавкой 1 5 — 2 5 % сурьмы.
|
Способы включения жил в штифты с ушком ( а и без ушка ( б.| Варианты включения жил на штифтовые рамки. |
Пайку производят при температуре паяльника 200 — 210 С.
При пайке припоем ПОС-40 температура паяльника должна быть равна 260 — 300 С. Запас тепла, аккумулированный в паяльнике, необходим для нагревания той части металла изделий, в которой производится пайка. Если паяльник мало нагрет, то припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Такая пайка очень непрочна, ибо припой имеет недостаточно прочную связь с металлом. С другой стороны, нельзя допускать перегрева паяльника, так как это связано с окислением керна и припоя, который будет покрываться темной пленкой, не прилипая к паяльнику. Признаком перегрева служит сильное сгорание канифоли с выделением дыма вместо ее плавления.
При пайке мелких деталей температура паяльника должна быть 300 — 350 С, а при паянии крупных деталей 350 — 400 С.
|
Подставка с расплавленным припоем. |
Такие подставки служат для контроля температуры паяльника. Подставка содержит температурно-чувствительный элемент, обычно биметаллическую пластинку, которая будет либо включать паяльник при понижении температуры, либо отключать при повышении.
|
Приемы пайки паяльником. |
Во время пайки следует внимательно следить за температурой паяльника, не допуская его перегрева. Перегрев паяльника выше 400 С повышает окалинообразование и затрудняет облуживание наконечника. Если паяльник перегрет, то полуда на его наконечнике становится жидкой и не держится, сильно окисляется и выгорает. Во время длительной пайки необходимо периодически очищать рабочую часть паяльника от окалины. Очистку следует производить стальной щеткой или напильником. Наконечники с гальваническим покрытием очищают только щеткой. Очищенный паяльник перед работой подвергают об-луживанию. Для предохранения от порчи паяльники следует хранить на подставках.
Средняя производительность автомата составляет 180 интегральных микросхем в час; температуру паяльников Можно регулировать от 150 до 300 С, а дозы припоя — от 0 3 до 1 5 мм прутка диаметром 0 5 мм.
Пайка выводов допускается не ближе 3 мм от корпуса при температуре паяльника не свыше 300 С в течение не более 4 с.
В процессе монтажа для получения качественной пайки необходимо поддерживать на определенном уровне температуру паяльника. Так как напряжение в сети переменного тока в течение суток может иметь значительные колебания, желательно, чтобы вторичная обмотка понижающего трансформатора имела несколько отводов, допускающих регулировку температуры нагрева паяльника. В этом случае рядом со штепсельной розеткой устанавливается переключатель для переключения отводов понижающей обмотки трансформатора. Во время работы паяльник помещается с правой стороны стола на специальной подставке. Подставка для паяльника имеет коробочку, разделенную перегородкой на две части для хранения твердой каци-фоли и припоя. Нужно следить за тем, чтобы канифоль была всегда чистой, а для этого необходимо периодически очищать коробочку от загрязненной канифоли.
Кроме того, следует иметь в виду, что рекомендуемая температура пайки не всегда соответствует температуре паяльника. Температура, которую соединение достигает во время пайки, представляет собой среднюю величину между температурами инструмента и паяемых деталей, и именно эту величину и нужно брать как температуру пайки.
Пайка вывода катода допускается не ближе 7 мм от стеклянного изолятора, управляющего электрода — не ближе 3 5 мм в течение не более 3 с с температурой паяльника не свыше 260 С.
Переключатели и диммеры
Переключатель простого типа дает выбрать положение в двух направлениях. Агрегат эксплуатируется на минимальных и максимальных величинах отдачи, дозволяя лишь экономить электроэнергию. При минимальном уровне жало поддерживается необходимой степенью нагрева на подставке, нажатие на переключатель разогревает его. Изделием, оснащенным указанным типом переключателя выполнить качественное слияние металлов затруднительно, т.к. отсутствует полная настройка параметров.Диммируемые разновидности регулируемых устройств позволяют выбрать важные параметры.

Самодельный диммер для паяльника
Устройство включает диммер, который присутствует в сетке между кабелем питания и нагревательным элементом. Регулировка производится путем контроля вольтажа, данные механизмы популярны среди начинающих радиолюбителей, за счет не высокой цены.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.
Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.Подробнее о паяльной кислоте
Регулятор температуры своими руками
При наличии достаточных знаний, навыков и подходящих материалов, можно обычный паяльник мощностью 60 Ватт превратить в устройство, в котором будет возможна регулировка температуры жала, и будет обеспечиваться полноценный и качественный монтаж радиокомпонентов.
Чтобы осуществить это, понадобится небольшая доводка инструмента. Для этого можно использовать схемы регулировки, собранные на доступных радиодеталях отечественного производства.
Для сборки простейшего регулятора температуры можно воспользоваться схемой с переменным резистором из серии СП-1, тиристором КУ101Г, любым диодом, рассчитанным на ток не менее 1 А.
Схему собирают прямо на корпусе переменного резистора, не изготавливая платы. Для размещения устройства можно применить корпус от любого блока питания подходящих размеров. В результате получится устройство, в котором штатный паяльник питается от сети через регулятор напряжения, находящийся в штепсельном разъеме.
Такой регулятор температуры может быть использован при работе паяльником с невысокой мощностью до 60 Ватт.
Для регулировки температуры при использовании паяльника большей мощности применяют устройство посложнее.
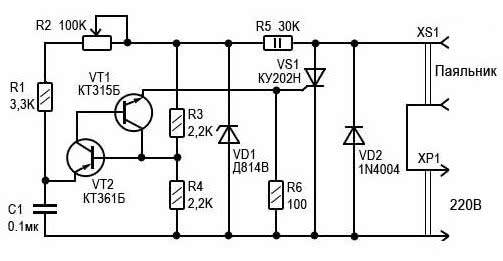
Оно также собирается на деталях и компонентах отечественного производства. Эту схему собирают на плате и помещают в подходящий по размерам корпус.
Регулировка осуществляется переменным резистором R2 в диапазоне от 50% до 100% мощности подключенного прибора. Схема выдержит нагрузку до 300 Ватт. Этого для использования бытового паяльника будет более чем достаточно.
Популярные бренды
Когда основные критерии покупки определены, возникает вопрос о выборе производителя. Домашние мастера и профессионалы интересуются, стоит ли переплачивать за бренд, можно ли приобрести хороший паяльник, у не раскрученной компании. Ниже представлены производители, чей инструмент пользуется широкой популярностью.
Rothenberger европейский производитель, занимающий ведущие позиции в сфере выпуска специализированного оснащения для строительства, производства. Его продукция востребована среди домашних мастеров, частных сантехников, крупных строительных организаций, управляющих компаний, обслуживающих многоквартирные дома. Ассортимент производителя отличается разнообразием. В нем представлено все: от паяльника для домашнего мастера, до высокотехнологичных сварочных аппаратов, стоимость которых достигает десятков тысяч.
Gerat специализируется на выпуске оснащения для слесарных, сантехнических работ. Бренд появился относительно недавно, но сумел быстро завоевать сердца профессионалов и любителей. Демократичная стоимость, универсальность оснащения обеспечивает возможность использовать паяльники производителя в самых разных сферах.
Valfex – компания начинала работу, как производитель пластиковых труб, фитингов, прочих аксессуаров для создания трубопроводов из полимеров. Сегодня предприятие предлагает и широкий комплект оборудования для монтажа. В ассортименте представлены любительские модели, а также профессиональные наборы с богатым комплектом насадок, упакованные в практичный кейс.
Представленные выше производители работают в области сантехнических приборов, аксессуаров, оборудования. Однако паяльники для монтажа полипропиленовых труб выпускают и компании, разрабатывающие электроинструмент. Выбирая оборудование таких торговых марок PATRIOT, Энкор, Калибр легко подобрать недорогую, но качественную модель.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Способ №3 Мощный импульсный паяльник
Такой паяльник не подойдет новичку, так как для его создания требуются базовые знания в электротехнике и навыки чтения электрических схем. За основу для изготовления этого агрегата берется импульсный блок питания от галогенных светильников. Хорошо будет получить и схему этого устройства, в рассматриваемом примере она имеет такой вид, хотя может быть и любая другая, в зависимости от модели блока для паяльника:
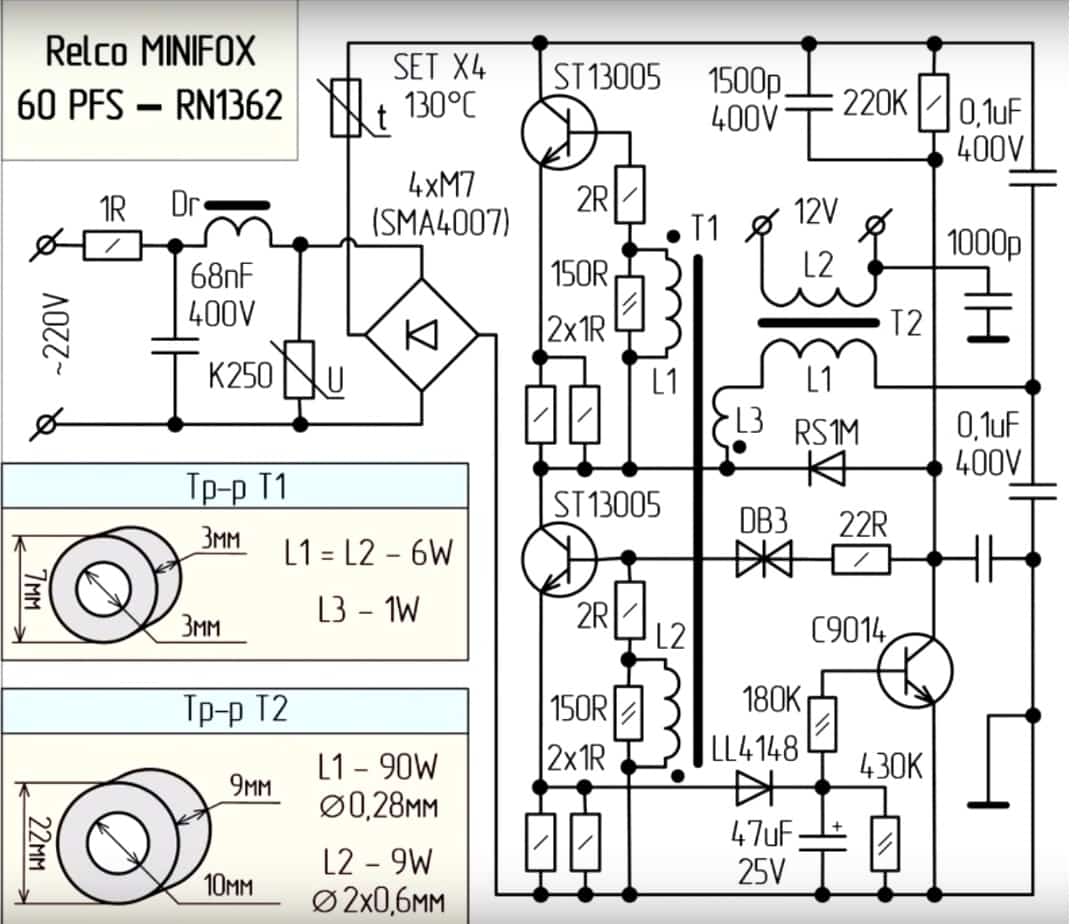
Рис. 11: схема блока питания для импульсного паяльника
Принцип действия импульсного паяльника заключается в закорачивании вторичной обмотки трансформатора Т2 для получения максимального нагрева жала. Для этого применяется самодельная обмотка с одним витком и закороткой из более тонкой проволоки под наконечник.
Для изготовления паяльника вам понадобится блок от галогенного светильника, корпус (в данном случае используется пистолет из детской игрушки), медная проволока диаметром 6мм и проволока диаметром 1мм, керамические предохранители, болты для фиксации деталей паяльника, кнопка и шнур питания с вилкой. Из инструмента вам понадобятся пассатижи, отвертка, метчик и ножовка.
Процесс изготовления импульсного паяльника состоит из следующих этапов:
Снимите крышку с блока питания от галогенного светильника, будьте аккуратны, чтобы не повредить внутренние элементы, места пайки и детали. Рис. 12: снимите крышку с блока питания
С трансформатора удалите низковольтную обмотку, представленную несколькими витками медной проволоки. Рис. 13: удалите низковольтную обмотку
Примерьте плату в заготовленный корпус и определите наиболее выгодный способ расположения. Заметьте, что нагревательный элемент будет сильно греться, поэтому под ним никакие элементы лучше не оставлять, куда безопаснее перенести их подальше, разделив плату.
Аккуратно разделите плату и на две части, для безопасности деталей их можно удалить на время распила, если под рукой имеется хоть какой-то паяльник
В противном случае придется соблюдать предельную осторожность. Рис
14: обрежьте плату
Подключите к плате кнопку и шнур питания.
В катушку с высоковольтной обмоткой трансформатора проденьте медную проволоку толщиной 6мм и согните при помощи пассатижей вокруг катушки, как показано на рисунке. Рис. 15: проденьте медную проволоку в катушку
На выводы нагревательного элемента наденьте части керамической рубашки предохранителя, они должны предохранять пластиковый корпус паяльника от высокой температуры. Рис. 16: наденьте куски керамической рубашки
Концы нагревателя расплющите, и сделайте отверстия при помощи метчика под фиксаторные болты. Рис. 17: нарежьте резьбу
Закоротите теплоприемник медной проволокой диаметром в 1 мм. Если при первом включении этот проводник перегреется и перегорит из-за слишком большой температуры жала, его нужно будет заменить более толстым в 1,5 или 2 мм. Если нагрев будет слабым, установите более тонкую проволоку в 0,5 мм.
У вас получился один из самых мощных паяльников, работающих от сети 220В – он запросто может выпаять детали с мощными ножками, соединять контакты силовой цепи и т.д.

Рис. 18: готовый импульсный паяльник
Но назвать этот паяльник одноразовым нельзя, поскольку собирается он целенаправленно и требует серьезных усилий для создания. Также желательно иметь хоть какой-то рабочий паяльник при его изготовлении, это значительно упростит работу по разделению платы.
Более подробная статья про изготовление импульсный паяльник:
Несколько правил пайки
Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя. Причём припойный материал должен быть расплавлен полностью ещё до того, как он заполнит пустые пространства и равномерно распределится по поверхности.
Если жало паяльника окажется чересчур перегрето, припой окислится и паяльный шов получится не слишком качественным. Кстати, окислы могут появиться и на самом паяльнике, и для того, чтобы избавиться них, специалисты советуют приобрести так называемый активатор жала — действительно очень полезная вещь.
А если жало паяльника будет не просто перегрето, а перегорит, то припойный материал вообще перестанет на нём держаться. «Холодная» пайка (то есть когда температура жала паяльника меньше оптимальной) тоже не даст ожидаемого результата.
Если припойный материал не плавится до текучего состояния, место спайки становится матовым и шероховатым, а соединение не слишком прочным.
Универсальные стабилизаторы температур
Конечно, одного только качественного материала недостаточно. Нужно, чтобы на кончике самого жала поддерживалась оптимальная температура. Именно для этих целей в его тело может быть вмонтирован специальный датчик. Такой вариант считается оптимальным в тех ситуациях, когда нужно поддерживать постоянную температуру в зоне пайки. Эти инструменты особенно важны в тех случаях, когда нужно работать с элементной базой, которая чувствительна к перегреву. В этом случае мастер может установить на наконечнике более высокую температуру, чем точка плавления припоя.
Специалист может работать без опаски повредить детали. К тому же в большинстве конструкций используются довольно простые схемы, когда температура устанавливается заранее и не нуждается в постоянном контроле. Отдельно стоит учесть, что регулятор может быть установлен в корпус или же вынесен в отдельный блок. На качество работы это совершенно не влияет.
На сегодняшний день есть определённая категория радиолюбителей, которые больше всего предпочитают инструменты собственного производства, в том числе и наконечники для паяльников. Чаще всего, перепробовав множество различных вариантов, мастер выбирает определённое жало или же пробует изготовить его самостоятельно.
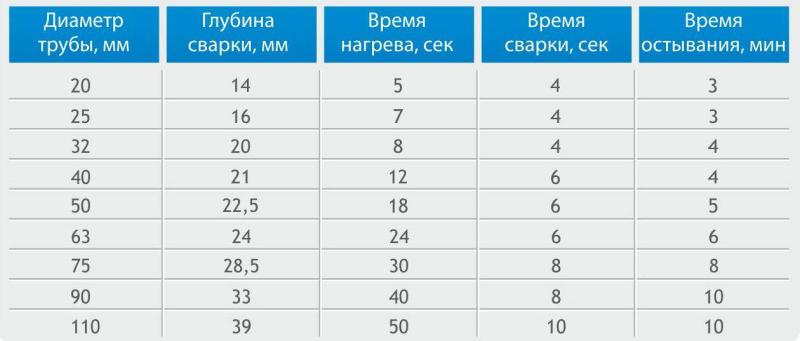
Таблица пайки полипропилена с временем и длительностью нагрева
Пайка пластиковых труб – процесс несложный, но он требует сноровки и использования вспомогательных приспособлений при больших объемах работ.
| Диаметр, мм | Нагрев, сек. | Пайка, сек. | Охлаждение, сек. | Глубина, мм |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 16 |
| 32 | 8 | 4 | 4 | 20 |
| 40 | 12 | 6 | 4 | 21 |
| 50 | 18 | 6 | 5 | 22,5 |
| 63 | 24 | 6 | 6 | 24 |
| 75 | 30 | 8 | 8 | 28,5 |
| 90 | 40 | 8 | 10 | 33 |
| 110 | 50 | 10 | 10 | 39 |
https://youtube.com/watch?v=0MeLy5eL30g
Таблица для пайки полипропиленовых труб может содержать уточняющую информацию. Игнорирование положений инструкции приводит к недостаточному прогреву и пониженной прочности образованного соединения.
Несоблюдение режимов нагрева, пайки, охлаждения, неверный учет толщины стенок способствуют появлению внутренних дефектов в сварочном слое, которые с течением времени разрушают его. Следование же рекомендациям изготовителя гарантирует бесперебойную работу спаянной системы из полипропиленовых труб в течение десятков лет.
Рекомендуем ознакомиться
Как спаять пластик