Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.

Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
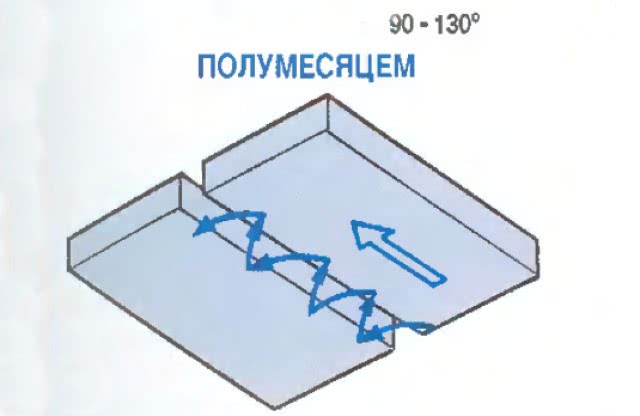
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.

Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
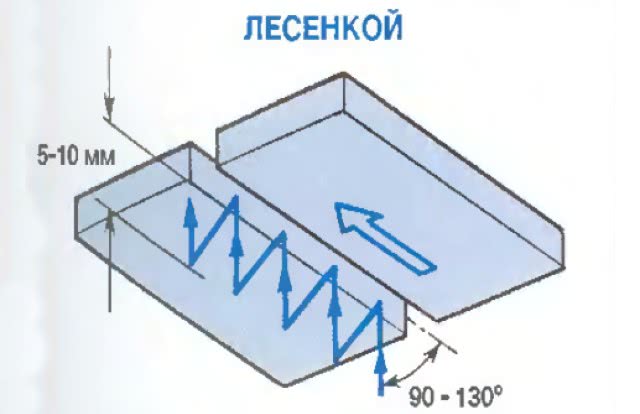
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Подготовка к процессу
Перед началом работы нужно подготовить сварочный аппарат:
- Проверить значение напряжения и частоты тока, данные должны совпадать и в сети и на корпусе аппарата;
- Если есть режим выбора напряжения, то лучше сразу выставить, далее выставить значение тока. Параметр мощности должен соответствовать номеру электрода, то есть диаметру.
- Проверить изоляцию кабеля. Надёжно закрепить зажим «заземление».
- Проверить все кабели, изолированы ли они, соединения, штепсели.
- Вставить электрод в держатель, который может быть винтовым и пружинным. Обязательно убедиться в том, что электрод держится крепко.
Например, инвертор имеет два кабеля. Один подсоединяется к детали, второй держит электрод. На них подают разные значения тока: плюс – на деталь, минус – на электрод при «прямой полярности». В некоторых случаях необходимо варить в режиме «обратная полярность», то есть плюс на электрод, минус на деталь.
Место сварки тоже должно быть подготовлено. Нужно очистить поверхность металла от любых загрязнений, ржавчины, окалины, масла. Большинство дефектов сварки возникают из-за плохо подготовленной поверхности. Электроды перед сваркой необходимо проверить на целостность: его покрытие должно быть однородным, без сколов. Также часто требуется просушить или прокалить расходные материалы.
https://youtube.com/watch?v=pJFG6Y8qWRI
Еще один важный вопрос: какой ток выставлять. Чем выше ток, тем стабильнее дуга, но сильно большое значение может прожечь металл. Выставляемый ток напрямую зависит от номера электрода и толщины детали. Для горизонтальной сварки можно ориентироваться на следующие значения ампеража: (таб.1)
Для вертикальной сварки значения нужно уменьшать на 15%, для потолочных швов – на 20%. Однако на практике в процесс сварки вмешивается множество других факторов, поэтому выявить правильный ампераж можно только опытным путём.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
 Сварка двух вертикальных пластин
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва – движение электрода: полумесяцем, “елочкой” или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе “лесенкой”. Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую “чушуйки” надежного соединения.
https://vk.com/video_ext.php
 Сварка с отрывом дуги
Сварка с отрывом дуги
На форму стыка большое влияние оказывает сила тока. Ток, чаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это верно не всегда. Поэтому лучше всего её определять экспериментально и брать средние значения.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Статья по теме: Чем обшить дом снаружи: обзор материалов
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.

Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
https://youtube.com/watch?v=_9i1u5ihIHI
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
https://youtube.com/watch?v=N1Q5pQpXDmI
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
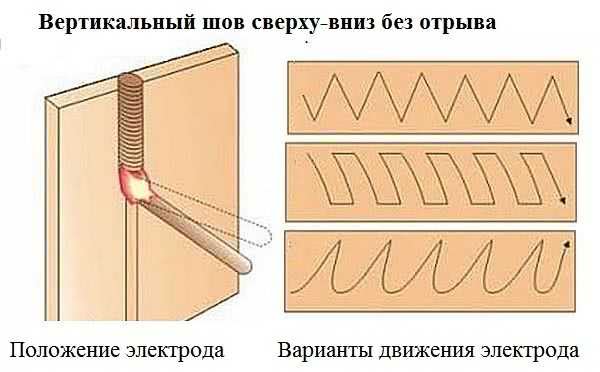
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
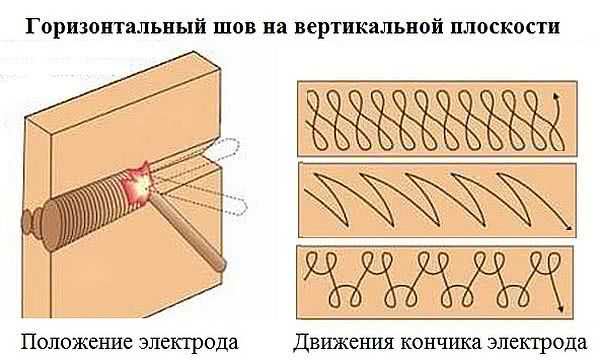
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
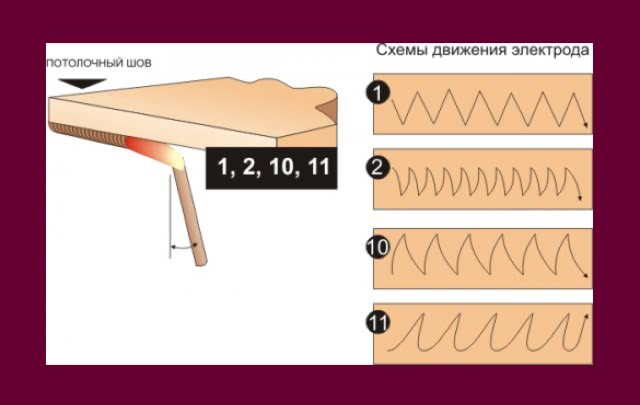
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
https://youtube.com/watch?v=9nRs0fjzJ8s
https://youtube.com/watch?v=oDksM4kiDUQ
https://youtube.com/watch?v=1yZZSO8GYRI
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
В верхней зоне, как правило, металл плавится быстрее
При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
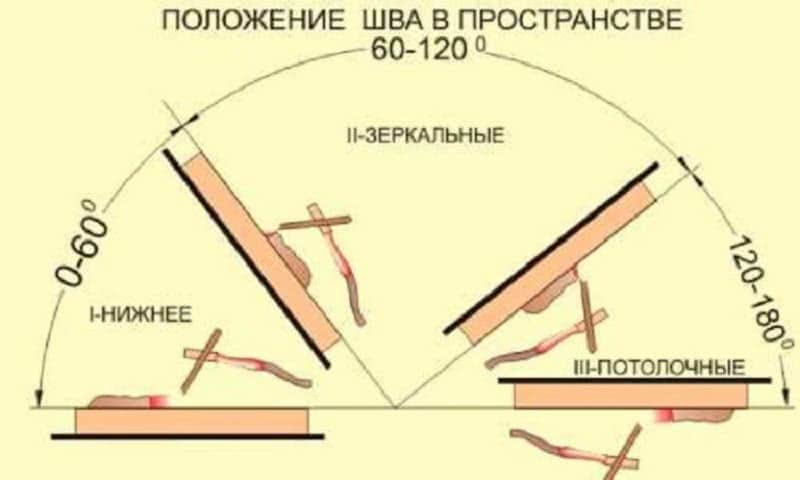
Положение сварных швов в пространстве
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Идеальный угол или облом
Потолочные карнизы для штор фото и виды какие бывают карнизы для штор потолочные, и как их подобрать для натяжного или обычного потолка Не пугайтесь, все в порядке! Обломом в архитектуре называется декоративный элемент различный по своему поперечному сечению.
Многие слышали такие термины:
- Карниз;
- Потолочный плинтус;
- Багет;
- Бордюр.

Потолочный плинтус
Однако, профессиональные строители, обычно называют этот элемент – галтель (она же планка, прикрывающая стык между стеной и потолком). Существует множество материалов, из которых изготавливают этот декоративный элемент. Это может быть и классическая гипсовая лепнина (есть мастерские, которые до сих пор делают ее вручную), и дерево, и современные пластиковые галтели, и даже роскошный мрамор.
В зависимости от материала отличаются и способы монтажа. Если пластиковые детали приклеиваются, то дерево, гипсовая лепнина и другие более тяжелые материалы крепится на гвозди или шурупы.

Галтель на потолок
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
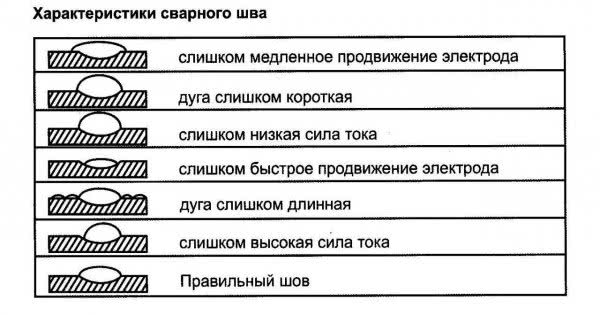
Ошибки, которые могут возникнуть при сварке
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Как варить правильно потолочный шов электросваркой
- Некоторые характеристики
- Варианты рабочего процесса
- Особенности процесса варки потолочного шва
- Как приобрести «правильное» оборудование
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Далее можно получить всю необходимую информацию о том, как выполнять этот вид работ.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.
Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.
- сварочная ванна должна быть самого маленького размера
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону
- размер электрода около 0,4 см
- изготавливаемые валики должны быть меньше электрода в 2 раза
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.
Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные
- сплошные
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада
- на тело следует надеть специализированную одежду с верхним защитным покрытием
- используйте маску
- отключите неиспользуемое оборудование от электросети
- проведите работы по изоляции проводов.
Как приобрести «правильное» оборудование
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования #8211 важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы. При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
- Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.
Безопасность при сварке потолочного шва
При исполнении сварочных операций необходимо в обязательном порядке акцентировать внимание на технику безопасности, предусмотренную для мероприятий данного формата. От исполнения простых рекомендаций будет зависеть итоговые качественные параметры шва, личная безопасность наемных сотрудников
Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
Все провода, присоединенные к сварочному оборудованию, должны иметь хорошую изоляцию. Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя.
Инвертор необходимо отсоединять от сети, если он не используется
Не исключены ситуации, когда оборудование может включиться из-за неосторожности. Также соблюдение этого правила поможет защитить аппарат от возможных перепадов напряжения в электросети.
Категорически не допускают исполнение сварочных работ без средств индивидуальной защиты
В обязательном порядке сварщику следует надеть защитную маску, спецодежду, обувь и перчатки. Работы должны производиться на специальном коврике.
Скрепление потолочных швов должно осуществляться в сухом и теплом помещении. Не рекомендуют выполнять задачу в дождливую или снежную погоду, если в помещении наблюдается достаточно высокий уровень влажности. В противном случае это может негативно сказаться на качестве исполнения потолочного шва. Справиться с задачей в любых условиях могут только опытные мастера, обладающие необходимыми знаниями.
В обязательном порядке нужно соблюдать правила пожарной безопасности. Это значит, что поблизости от места сварки не должно находиться посторонних предметов и горючих материалов.

Как правильно сварить потолочный шов
Отличительной особенностью этого вида сварки является то, что сварочная ванна находится в перевернутом положении, а раскаленный металл удерживается силой поверхностного натяжения. Поэтому необходимо поддерживать минимальный размер ванны и периодически отводить электрод в сторону, чуть задерживая на кромках, чтобы металл остывал и схватывался и не образовывались трещины. Сварку следует выполнять на себя, чтобы хорошо видеть и контролировать процесс.
Для использования подходят электроды диаметром 3-4 мм. Они должны быть сухими, чтобы в металл не попадали газы и не снижали качество шва. Сила тока подбирается опытным путем от минимальной до средней.
Способы сварки
Сварку потолочных швов можно выполнять несколькими способами.
- Полумесяцем. Электрод располагается под углом 90-130 градусов к поверхности и колебательными движениями по дуге перемещается от кромки к кромке.
- Лесенкой. Расположение электрода аналогичное. Его отводят в сторону от раскаленного металла и возвращают назад, перекрывая затвердевшую поверхность наполовину.
- Обратно-поступательный способ. Электрод следует постоянно возвращать на застывший шов по мере продвижения.
Первый способ является самым простым и подходит для использования начинающим сварщикам. Остальные варианты более трудоемки, но обеспечивают самое прочное соединение.
Этапы выполнения работ
Прежде всего свариваемую поверхность нужно подготовить и тщательно обработать края на стыке. Для их зачистки используется болгарка или металлическая щетка. Затем приступают к проварке корня шва электродом меньшего диаметра (3 мм). Им формируют валик из расплавленного металла, выполняя колебательные движения от кромки к кромке. Если необходимо, чтобы он формировался и с обратной стороны, электрод короткими рывками помещают внутрь зазора
Важно следить, чтобы дуга равномерно горела, тогда металл будет наплавляться в форме фонтана
Полученный валик обязательно освобождают от шлака. А если он получился слишком выпуклым, необходимо провести выборку до чистого металла. Затем манипуляции повторяют, формируют валики поверх. Для наложения 4-5 и последующих слоев можно использовать электрод большего диаметра (4).
Чем толще исходный материал, тем больше слоев и подходов вам понадобится. Для качественного соединения следите за скоростью движения электрода, чтобы металл успевал хорошо плавиться. При необходимости меняйте угол его наклона, величину шага.
Сварка потолочных швов – процесс достаточно трудный. Если у вас недостаточно знаний или опыта, не стоит переоценивать свои возможности, в этом случае лучше довериться профессионалам.
Как варить потолочный шов электросваркой
- 1 Особенности техники формирования швов
- 2 Подготовка соединения встык
- 3 Безопасность сварочных работ
- 4 Видео
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Особенности техники формирования швов
 Техника формирования швов
Техника формирования швов
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
Как правильно варить сваркой Сделай своими руками
Современная электрическая дуговая сварка проста в использовании и не требует дорогостоящей техники. Навыки работы сварочным аппаратом пригодятся как при строительстве, так и в ремонте, связанном с металлическими конструкциями. Главное преимущество этого метода – возможность в любое время исправить допущенные ошибки, разрезать изделие и сварить его заново.

Нам понадобятся: сварочный аппарат, электроды, защитные перчатки (краги), защитная одежда, сварочная маска со светофильтром «хамелеон».
Выбор сварочного аппарата и электродов
Существует несколько видов сварочных аппаратов, но для любителей актуальны только два: трансформатор и инвертор. Мы рекомендуем выбрать инвертор мощностью от 150 до 200 А. В качестве электродов подойдут «универсальные» на 2–4 мм. Также существуют специализированные электроды, но они интересны только профессионалам.
Как правильно варить – инструкция
Прежде чем приступить, желательно зачистить кромки изделия от ржавчины и краски, это особенность дуговой сварки. По возможности зафиксировать части изделия.
Как установить электрод и выставить силу тока?
Электроды должны быть сухими, без дефектов. Подбирать силу тока нужно в зависимости от толщины электродов. Рекомендации должны быть на упаковке с ними и на самом сварочном аппарате. Рассчитать диапазон минимальных и максимальных величин несложно, нужно умножить диаметр сварочного электрода на 30 и 40 (например, оптимальной силой тока для электрода диаметром 3 мм будет рабочий диапазон 90–120 А).
Как зажечь электрическую дугу?
Включить аппарат. Как показано на видео, нужно почиркать электродом о металл, пока не появится дуга. Чтобы не потерять ее и не пережечь металл, сварочный электрод нужно держать на расстоянии 3–4 мм от поверхности. Он будет сгорать по мере работы и стекать в сварочный шов, нужно следить за этим процессом и поддерживать расстояние.

Как варить шов?
Начинать сварку нужно от края изделия. Существует более десятка техник ведения электрода по шву. Самый простой – небольшие круговые движения, как показано на видео
Обратите внимание! Проплавить деталь нужно на всю глубину, по обеим кромкам. Нельзя допустить, чтобы плавилась только одна кромка
Электрод прилип к металлу. Что делать?
Главное, не пытайтесь оторвать его силой! Нужно просто поводить электродом из стороны в сторону, как показывает мастер – он легко отлипнет. Как вы видите, электрическая сварка – это просто. Удачи в работе.
https://youtube.com/watch?v=ZiL3q_5hc6k
Выводы и полезное видео по теме
Предлагаем посмотреть видеопрактикум сварки: как варят горизонтальный и вертикальный швы:
Необязательно иметь квалификацию профессионального сварщика, но владеть техникой сварки желательно. Благодаря имеющимся навыкам сварного дела, у человека появляется больше возможностей для реализации различных бытовых проектов.
При желании изучить технологию можно всегда, а практический опыт поможет овладеть техникой производства работ на высоком уровне.
Хотите рассказать о собственном опыте в выполнении сварных швов? Знаете тонкости процесса, не приведенные в статье? Пишите, пожалуйста, в расположенном ниже блоке.