Лучшие сварочные электроды с рутиловым покрытием
Большой популярностью в последние годы стали пользоваться рутиловые электроды. Их любят сварщики за быстрый розжиг, стойкость к влаге, возможность работы на постоянном и переменном токе. Вот несколько качественных моделей.
Quattro Elementi 772-166
В сфере металлообработки устойчивым спросом пользуются рутиловые электроды Quattro Elementi 772-166. Они предназначены для выполнения сварочных работ с низкоуглеродистыми и низколегированными марками сталей. Отменное качество шва достигнуто за счет уникального химического состава, даже кромки с грязью и коррозией соединяются без пор и раковин. Эксперты выделяют выдающиеся механические характеристики электродной продукции. Предел текучести достигает отметки 290 МПа, показатель ударной вязкости составляет 110 Дж/кв. см. Мощная и стабильная дуга упрощает работу сварщика.
К недостаткам итальянских электродов пользователи относят высокую себестоимость. Чтобы наплавить 1 кг металла, уходит до 1,7 кг рутилового материала.
- качественный шов;
- высокие технические параметры;
- не требуется зачистка кромки от ржавчины;
- мощная стабильная дуга.
высокий расход.
ESAB OK 46.30
Для сварки ответственных деталей, труб и стали толщиной до 3 см профессиональные сварщики используют шведские электроды ESAB OK 46.30. На первый взгляд высокая цена должна стать препятствием для покупки, но удобство в работе и отменное качество шва добавляет популярности материалу. Наплавлять металл можно в разных плоскостях, даже двигаясь вертикально сверху вниз. При правильном выставлении режимов тока шов получается гладким, без выпуклостей и дефектов.
При расчете себестоимости важно опираться не только на цену рутиловых электродов, но и на расход. Шведские изделия демонстрируют экономичность в этом плане, при наплавке 1 кг металла расходуется до 1,3 кг материала
Поэтому и пользователи в отзывах в основном хвалят электроды, единственным минусом считают быстрое отсыревание.
- наплавка в разных плоскостях;
- идеально ровный и гладкий шов;
- экономичный расход.
быстро впитывают влагу.
Lincoln Electric Omnia 46
Богатый опыт в разработке сварочных электродов имеет американская компания Lincoln Electric. Поэтому продукция этого производителя занимает лидирующие позиции в рейтингах. Модель Omnia 46 имеет рутилово-целлюлозную обмазку, благодаря которой появляется целый ряд преимуществ. Электроды легко разгораются даже на аппаратах, в которых нет опции облегчения розжига. Это позволяет начинающим сварщикам контролировать горение дуги. Во время работы не образуется большого количества искр, что благоприятно отражается и на удобстве, и на безопасности. Радует сварщиков и неприхотливость электродов, при соединении ржавых или грязных заготовок шлак легко отделяется.
Эксперты отмечают высокую прочность образованного шва и доступность материала. Только прокаливать электроды необходимо перед работой из-за отсыревания.
- прочный шов;
- легкий розжиг дуги;
- небольшое искрообразование.
склонность к отсыреванию.
«Ресанта» МР-3С
Доступной ценой покоряет российских потребителей латвийская компания «Ресанта». Электроды с рутиловым покрытием МР-3С пользуются популярностью у отечественных сварщиков не только из-за низкой цены. Расходный материал демонстрирует высокие эксплуатационные свойства, не уступающие лидерам рейтинга. Например, сопротивление шва разрыву достигает 450 МПа при соблюдении технологии сварки. Достоинством материала будет отсутствие пор и легкое отделение шлака. Однако есть у прибалтийской продукции и слабые стороны, которые не позволили ей попасть в призовую тройку.
В первую очередь шов имеет относительное удлинение всего 18%. Существенно хуже работают электроды при увлажнении. Прокаливать изделие приходится в течение 1 ч при температуре 150-170°С.
- низкая цена;
- легкий розжиг;
- работа на переменном и постоянном токе.
- малое относительное удлинение;
- ухудшение качества шва при увлажнении электрода.
ELITECH МР-3С
Отечественные потребители положительно высказываются о доступности электродов и надежности шва. Из минусов следует отнести привередливость к условиям хранения. Высокая влажность и низкая температура приводят к порче рутилового покрытия.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
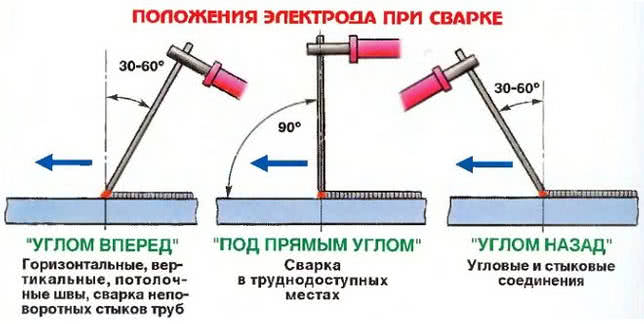
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.

Сварочные электроды
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Применение
Как мы писали выше, электроды Э46 применяются преимущественно для сварки низколегированной и углеродистой стали. Если быть точнее, они подходят для работы со сталью с содержанием углерода не более 0.3% и для сталей с низким содержанием легирующих компонентов (это конструкционные стали, например).
К типу э46 относится десяток марок электродов. И среди них есть не просто марки, предназначенные для углеродистой или низколегированной стали. Среди них есть марки, предназначенные для определенного типа работ. К примеру, марка ОЗС-17Н разработана специально для сварки в нижнем пространственном положении с применением переменного тока. А марка ОЗС-32 незаменима при работе с оцинкованной сталью. Если вы выполняете специфичные работы и под них уже разработана определенная марка электрода, то мы рекомендуем выбирать именно ее.
Классификация изделий
Разделение на отдельные виды производится, в первую очередь, в зависимости от их основного предназначения. В частности, выделяются такие:
- Для сварки углеродистых и низколегированных сталей.
- Позволяющие соединять высокопрочные теплоустойчивые стали.
- Для работы с высоколегированными сталями («электроды для нержавейки»).
- Для варки алюминия и его сплавов.
- Для работ с медью и ее сплавами.
- Позволяющие соединять чугунные элементы.
- Те, посредством которых производится наплавка и выполняются ремонтные работы.
- Соединяющие стальные детали неопределенных составов и трудносвариваемые стали.
https://youtube.com/watch?v=qPsr5CkQgWk
На электроды для сварки наносят разные покрытия. чаще всего используются изделия с двойными покрытиями.
Изделия, имеющие основное покрытие, самые известные из них — УОНИ 13/55. Их выбирают для получения высококачественных сварных швов, которые отличает исключительная ударная вязкость, пластичность и механическая прочность. Кроме того, подобные швы устойчивы перед кристаллизационными трещинами, не склонны к естественному старению.
У них есть некоторые недостатки. Так, при влажном покрытии соединяемых компонентов, наличии ржавчины или масляных следов, окалин в швах будут возникать поры. Также работы возможны только на постоянном токе и обратной полярности.
https://youtube.com/watch?v=—v30VgqgeY
Другой тип — электроды с рутиловым покрытием. Такие изделия, самой известной маркой которых является МР-3, применяются при соединении элементов конструкций с низкоуглеродной стали. Они имеют следующие технологические преимущества:
- Устойчивость горения дуги и на постоянном, и на переменном токе.
- Незначительные разбрызгивания материалов в процессе выполнения работ.
- Получение качественных сварных швов вне зависимости от расположения в пространстве.
- Шлак легко отделяется.
- Хорошие декоративные характеристики швов.
- Можно сваривать ржавые и загрязненные поверхности.
https://youtube.com/watch?v=v4L8XYbfD9s
https://youtube.com/watch?v=z2mbojSn6YY
Виды электродов и как их выбрать для сварки на первых порах?
Среди наиболее популярных и доступных для сварки можно назвать следующие марка электродов:
- ОК-46
- МР-3
- УОНИ 13/55
- ЦЛ-11
Рассмотрим каждый из видов подробно.
ЦЛ-11
Электроды этой марки используются для нержавеющей стали, так называемой нержавейки. Применяются они в изделиях, которые будут работать при температуре не выше 250 °С.
В бытовых ситуациях, они помогают сварщику добиться шва с мелкой чешуйчатостью, и получить переход без переломов между кромками изделия и швом. Сам шлак имеет малый объем, так что не составит труда его удалить
Следует обратить внимание, что покрытие у них основное
Рутиловые МР-3 и OK -46
Данные марки электродов — рутиловые. Его следует выбрать в случае, если вы работаете с углеродистыми и низколегированными сталями. Безусловным преимуществом выбранной модели станет то, что можно применить как с постоянным током, так и с переменным. Наибольшее распространение получили сварочные электроды марки мр-3, особенно в быту. На даче, в гараже ими лучше всего выполнять сварку.
Дуга получается стабильная несмотря на качество подготовки изделия, чистоты поверхности металла. Также плюсов является то, что металл практически не разбрызгивается. Они вобрали все плюсы своего покрытия в то же время снизив негативные факторы.
УОННИ 13/55
Это чрезвычайно часто применяемый и очень популярный электрод. В отличии предыдущего вида покрытие используется основное. Используются также, как и предыдущее марки для низкоуглеродистых, низколегированных сталей. Этот вариант хорош еще и тем, что применяется для элементов ответственных изделий и конструкций. Связано это с особенностями образуемого сварочного шва:
- Отличается особой пластичностью;
- Шов является прочным, выдерживает сильные нагрузки;
- При применении не боится холода;
- Не критичны перепады напряжения.
При работе с УОНИИ 13/55 следует соблюдать особые правила
Эти правила касаются предварительной подготовки материалов: они должны быть чистыми от ржавчины, грунта, масленых загрязнений, влаги. Если заготовка будет иметь масляные, водяные, ржавые пятна или капли, то будут появляться поры.
Виды электродов
Основными показателями изделия являются покрытие, плавкость и состав обмазки. От этого зависит отнесение к тому или иному виду продукции. Остановимся на каждом типе более подробно.
Вид покрытия

| Тип | Характеристики |
|---|---|
| Рутиловое (Р) | Приемлемы все позиции. Для функционирования нужен постоянный или переменный ток. |
| Кислотное (А) | Применяется для работы со всеми видами импульсов и при любых положениях. Не используется при повышенном содержании серы и углерода в конструкции. |
| Целлюлозное (Ц) | Боится существенного нагрева. Подойдет для любых положений. Допустимо применение как постоянных, так и переменных токов. |
| Основное (Б) | Могут использоваться любые пространственные положения. Сфера использования – сварка прочного листового металла. Наблюдается обратная полярность. Предназначены для постоянного тока. |
| Смешанное (РЦЖ) | Возможны любые положения, кроме потолочного. Отличается минимальным расходом. В состав добавлен железный порошок. |
Каждый тип обладает как достоинствами, так и недостатками.
Положительные характеристики изделия:
- стабильность дуги, вне зависимости от вида тока;
- минимальная токсичность;
- качественность плавки;
- незначительная чувствительность к удлинению дуги;
- не дает порам образовываться;
- отсутствие разбрызгивания;
- качественность формирования шва.
Негативные:
- понижается ударная вязкость;
- неустойчивость к кристаллизационным трещинам;
- минимальная пластичность;
- много фосфора;
- большая окисляемость железа и легирующих элементов;
- нельзя использовать для сварки материалов, которые будут эксплуатироваться при высоких температурах.
Плюсы основных конструкций состоят в следующем:
- пластичность на высоте;
- хладноломкость не страшна;
- не повреждается;
- не окисляется;
- колоссальный коэффициент наплавки;
- минимальная токсичность.
Минусы таковы:
- неустойчивое горение дуги;
- необходима предварительная подготовка;
- происходит парообразование при увеличенной длине дуги;
- необходимость в постоянном токе с обратной полярностью;
- возможна ионизация.
Позитивные свойства кислотных моделей:
- при наличии материала с окалиной или длинной дуги поры не образовываются;
- стабильное горение при любом токе;
- производительность.
Негативные свойства:
- диффузия металла шва;
- не подходит для ручной сварки стали;
- существенное разбрызгивание;
- токсичность;
- возможность механического старения.
Что касается целлюлозного товара, то к положительным моментам стоит отнести:
- не образовываются поры;
- наличие газовой защиты металла;
- минимальное количество шлаков;
- качественность провала корня шва;
- используется для работы в труднодоступных участках и разнообразных положениях.
Отрицательных моментов немного:
- повышенный показатель разбрызгивания;
- расплавляемый металл получает высокое поверхностное натяжение;
- повышенный показатель содержания в шве негативно влияет на прочность.
Исходя из плавкости

Лучшие производители выпускают такие виды популярных моделей:
- Плавящиеся. Относятся к категории расходного материала. Могут быть металлическими. В процессе эксплуатации заполняют собой сварочный шов.
- Неплавящиеся. Металлическими не производятся. Выпускаются двух видов: угольные и вольфрамовые. В первом варианте наполнитель отсутствует. Предназначены для ручной дуговой сварки или резки. Представляет собой графитовый углеродный стержень, покрытый медью или иными сплавами. Второй вариант – металлический без наполнителя. Незаменимый помощник в процессе резки или дуговой сварки.
Выпускается также изделия:
- Из вольфрама. Их относят к категории чистых. Необходимы при использовании метода сварки TIG. Температура плавления – 3410 градусов. Металл считается одним из самых тугоплавких.
- Торированные. В состав входит торий – 232 (2,2%). Имеет минимальный расход, устойчивость к коррозии. Не боится высоких температур. Главное предназначение – автоматизированное создание швов.
- Лантанированные. В составе присутствует лантан. Отличительная особенность – возбуждение высокостабильной дуги. Присадочная проволока обладает низким уровнем расплавления.
- Иттрированные. Присутствие вольфрама окиси иттрия существенно повышают стойкость.
Плавящиеся электроды бывают без покрытия и с покрытием. Последние используются при ММА – сварке. Разнятся материалом изготовления. Бывают:
- стальными;
- чугунными;
- бронзовыми;
- медными;
- алюминиевыми.
Состав обмазки
Может состоять от 6 до 12 ингредиентов. Самыми распространенными принято считать:
- металлокарбонаты;
- целлюлоза;
- минеральные силикаты;
- фторид кальция;
- диоксид титана;
- ферросилиций и ферромарганец;
- камедь и глина;
- железный порошок.
Плюсы и минусы электродов с основным покрытием
Если сравнивать стержни такого типа с другими изделиями, то можно выделить несколько плюсов:
- шов имеет хорошую вязкость и пластичность;
- в металле содержится небольшой количество газов и примесей;
- соединение является стойким к образованию горячих трещин;
- работать можно в любом положении.
Среди недостатков нужно отметить следующее:
- большая чувствительность к влаге — электроды должны храниться в сухом месте;
- дуга может быть нестабильной при работе на переменном токе;
- удлинение шва приводит к появлению пор;
- при работе по влажным поверхностям, соединение может ухудшиться;
- электроды следует прокаливать перед работой;
- перед сваркой нужно подготавливать поверхности.
Производители УОНИ
Большинство крупных изготовителей выпускают электроды данной марки.
Наиболее широко на рынке представлена продукция следующих компаний:
- ООО «НПО Спецэлектрод» (г. Волгодонск).
- «Хобэкс».
- ОАО «Лосиновский электродный завод».
- Monolith.
- «Мост» (Польша).
- ПАО «Плазматек» (СНГ).
- Linkoln Electric (США).
Все изготовители работают в данной сфере десятки лет, обладают большим опытом. Заводы оснащены современным оборудованием, позволяющим на высоком уровне осуществлять контроль качества. Благодаря этому процент брака является минимальным.
Помимо производственных мощностей компании располагают научно-исследовательскими лабораториями, где ведется разработка новых типов сварочной проволоки и покрытия.
Некоторые фирмы, например «НПО Спецэлектрод», могут изготавливать расходники под заказ с характеристиками, заявленными покупателем.
https://youtube.com/watch?v=3SnKg-5Rli0
Режимы сварки
Современные сварочные аппараты инверторы позволяют изменять силу тока, что в свою очередь дает возможность работать с различными по своим показателям плавкости металлами. Выбирая конкретный режим сварки, следует учитывать следующие факторы:

- Марка электрода.
- Его диаметр.
- Положение электрода при сварке.
- Разновидность и сила тока.
- Количество слоев в шве.
- Полярность тока.
Упрощенно говоря, показатели силы тока выбираются исходя из диаметра электрода. Такой стержень в свою очередь следует выбирать под конкретную марку металлических элементов, которые используются в работе. Также необходимо учитывать положение при проведении сварки. Так, например если работы выполняются в вертикальном положении необходимо на 20% уменьшить количество Ампер от номинального. Подобное позволит избежать стекания расплавленного металла со шва. Помните, что максимальный диаметр стержня при потолочной сварке составляет 4 миллиметра.

Правильно подбираем силу тока для сварки
Диаметр стержней для работы с инвертором или классическими сварочными аппаратами выбирается в зависимости от толщины свариваемых деталей. Если вам нужно заварить поверхность в 3-5 миллиметров, то следует выбирать диаметр стержней не более 4 миллиметров. Для 8 миллиметров рабочего шва будет достаточно электрода с толщиной 5 миллиметров. При этом для каждого из таких стержней необходимо выбирать правильную силу тока.
При работе с 3 миллиметровым электродом показатели силы тока находятся в пределах 65-100 Ампер. Выбор конкретного показателя силы тока в данном случае зависит от положения при сварке и разновидности металла. Опытные сварщики советуют использовать среднее значение в 80 Ампер.
Работая с 4 миллиметровыми электродами необходимо устанавливать силу тока в 120-200 Ампер. Следует сказать, что 4 миллиметровые стержни получили сегодня максимально широкое распространение, так как они подходят для работы с небольшими и средними по размеру швами.
Разновидности электродов с толщиной 5 миллиметров потребуют использования тока в 160-250 Ампер. Следует сказать, что инверторы, способные работать с таким напряжением, относятся к разряду профессиональных. Они гарантируют глубокую проварку и отличное качество соединения.
Электроды толщиной в 6-8 миллиметров требуют использования силы тока в 250 Ампер. В отдельных случаях при работе с тугоплавкими металлическими сплавами необходимо использовать значение силы тока 350 Ампер.
Необходимо сказать, что использование инверторов позволило выполнять качественную сварку даже с применением тонких электродов. Именно поэтому сегодня все чаще используются стержни с толщиной от 1 до 2 миллиметров. Для работы с ними будет достаточно силы тока в 45 Ампер. Отметим, что для качественного выполнения такой сварки инвертор должен иметь функцию плавной регулировки тока, так как резкие скачки и минимальные погрешности могут оказать существенное влияние на качество шва.
Имеющиеся преимущества
Марки электродов с рутиловым покрытием обладают важными достоинствами:
- Стабильность горения дуги и ее легкий розжиг, в том числе повторный.
- Возможность работы не только с постоянным током, но и с переменным.
- Легкое удаление шлака.
- Стойкость шва к появлению трещин.
- Возможность соединять детали, покрытые небольшим слоем грунтовки и при наличии коррозии.
- Возможность сваривать короткими швами наподобие прихваток.
- Удобность применения.
- Формирование шва, обладающего высоким значением ударной вязкости, что обеспечивается повышенным значением щелочности шлаковой корки.
- Стойкость сваренного шва и высокий показатель усталостной прочности.
- Минимальное значение разбрызгивания металла при сварке.
- Возможна работа при повышенной влажности, что позволяет принимать участие при ремонте и прокладке водопроводов.
- Сохранение своих качеств при переменных нагрузках.
- Получаемый шов обладает стойкостью к разрывам и изломам.
- Отсутствие образования пор.
- Низкий коэффициент разбрызгивания раскаленного металла.
- Высокая производительность сварочного процесса.
К преимуществам относится возможность повторного использования рутиловых электродов, поскольку нет необходимости счищать образовавшийся на кончике металлического стержня нагар. При сварке короткими стежками можно не удалять каждый раз пленку с кратера, поскольку рутил сам является полупроводником.
К недостаткам относится то, что высокоуглеродистая сталь — это то, для чего рутиловые электроды применяться не могут. Присутствует необходимость постоянно следить за показаниями тока, поскольку его резкое повышение приведет к ухудшению качества шва.
Классификация по назначению

Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Мнение эксперта Левин Дмитрий Константинович
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Общая информация
Э46 – это не марка, а тип электродов, к которому относится сразу несколько марок. Расшифровать такую маркировку просто: «Э» обозначает «для ручной сварки», а 46 — это усилие на 1 кв. мм сечения сварного шва, измеряется в килограммах. Благодаря этой маркировке можно заранее узнать, насколько прочным будет готовый шов, диаметром 4 мм, например.
Среди отечественных электродов к типу э46 принято относить марку АНО-4, АНО-6, АНО-21, АНО-29М, АНО-32, АНО-36, ОЗС-3, ОЗС-4, ОЗС-4И, ОЗС-6, ОЗС-12, ОЗС-21, МР-3, МР-3С и СЭОК-46. Эти марки выпускают многие заводы. На наш взгляд, хорошие отзывы заслужили электроды Арсенал, ЛЭЗ, СпецЭлектрод. Эти марки есть в ассортименте перечисленных производителей.

Сфера применения электродов типа э46 очень большая. Ими можно варить низколегированные и углеродистые стали. Они подходят для сварки металлических конструкций общего назначения. А под эти характеристики попадает большинство сварочных работ на производстве. Далее мы подробнее расскажем, как и где применяются эти электроды.
Возможно, вы слышали, что помимо э46 есть еще электроды типа э46а. Отличия у них несущественные, но все-таки есть. Электроды э46а предназначены для менее требовательных по качеству швов. Они необязательно должны быть очень пластичными и вязкими.
Виды электродов и как их выбрать для сварки на первых порах?
Среди наиболее популярных и доступных для сварки можно назвать следующие марка электродов:
- ОК-46
- МР-3
- УОНИ 13/55
- ЦЛ-11
Рассмотрим каждый из видов подробно.
ЦЛ-11
Электроды этой марки используются для нержавеющей стали, так называемой нержавейки. Применяются они в изделиях, которые будут работать при температуре не выше 250 °С.
В бытовых ситуациях, они помогают сварщику добиться шва с мелкой чешуйчатостью, и получить переход без переломов между кромками изделия и швом. Сам шлак имеет малый объем, так что не составит труда его удалить
Следует обратить внимание, что покрытие у них основное
Рутиловые МР-3 и OK -46
Данные марки электродов — рутиловые. Его следует выбрать в случае, если вы работаете с углеродистыми и низколегированными сталями. Безусловным преимуществом выбранной модели станет то, что можно применить как с постоянным током, так и с переменным. Наибольшее распространение получили сварочные электроды марки мр-3, особенно в быту. На даче, в гараже ими лучше всего выполнять сварку.
Дуга получается стабильная несмотря на качество подготовки изделия, чистоты поверхности металла. Также плюсов является то, что металл практически не разбрызгивается. Они вобрали все плюсы своего покрытия в то же время снизив негативные факторы.
УОННИ 13/55
Это чрезвычайно часто применяемый и очень популярный электрод. В отличии предыдущего вида покрытие используется основное. Используются также, как и предыдущее марки для низкоуглеродистых, низколегированных сталей. Этот вариант хорош еще и тем, что применяется для элементов ответственных изделий и конструкций. Связано это с особенностями образуемого сварочного шва:
- Отличается особой пластичностью;
- Шов является прочным, выдерживает сильные нагрузки;
- При применении не боится холода;
- Не критичны перепады напряжения.
При работе с УОНИИ 13/55 следует соблюдать особые правила
Эти правила касаются предварительной подготовки материалов: они должны быть чистыми от ржавчины, грунта, масленых загрязнений, влаги. Если заготовка будет иметь масляные, водяные, ржавые пятна или капли, то будут появляться поры.
Как выбрать сварочные электроды
Для начинающих сварщиков выбор сварочных электродов для инвертора является непростой задачей. Это изделие изготавливается из металлической проволоки, которая покрывается обмазкой. Сварочный шов образуется в результате плавления проволоки сердечника. Выделяющийся при сгорании покрытия газ защищает детали в точке сварки от окисления. Рекомендуется подбирать электрод, близкий по своему составу к металлу соединяемых элементов.
Существуют модели, предназначенные специально для нержавеющих типов стали, другие подходят для работы с чугунными деталями, третьи применяются для сварки металла из содержащей углерод стали и так далее. Обмазка также бывает различного типа. Целлюлозная и основная оболочки предназначаются для сваривания исключительно при помощи постоянного тока. Эти типы покрытия гарантируют высокопрочное соединение свариваемых деталей.
Покрытые рутилом электроды работают с постоянным и переменным током. Их легко поджигать, они работают при напряжении холостого хода 50 В. Металл в точке контакта разбрызгивается в небольшом количестве. Модели с покрытием кислого типа позволяют легко отделять образующийся шлак, но выделяют в атмосферу вредные для здоровья вещества.

Правильно подобрать хорошие электроды для инверторной сварки помогут нижеперечисленные советы:
- Большинство сварочных аппаратов функционируют на постоянном токе. При прямом подсоединении держатель подводится к контакту, который маркирован знаком «-». Для обратной схемы его следует присоединить к другому выводу со знаком «+».
- Прямое подключение используется для чувствительных к перегреву деталей с толщиной стенок до 2 мм.
- Обратное подсоединение подходит для сварки крупных деталей, вследствие того, что на подключенном к положительному контакту электроде выделяется большое количество тепловой энергии.
- Диаметр выбирается в зависимости от толщины соединяемых материалов. Для стенок менее 1,5 мм электродная сварка не используется. При толщине стали 2 мм рекомендуется диаметр 2,5 мм; для 3 мм – 3 мм; 4–5 мм – 4 мм и так далее. Обычно такая таблица соответствия размеров нанесена на упаковке.
- Сварочный ток устанавливают исходя из диаметра электрода 20–30 А на 1 мм. Для 3 мм подходит 70–120 А. Эти параметры также наносятся на упаковку.
- Чем выше заданная величина тока, тем более текучей получается сварочная ванна, тем сложнее ею управлять. Увеличивается вероятность сквозного прожигания металла.
- Если установить слишком низкое значение тока, не произойдет образования дуги.
- При сваривании материалов из углеродистой стали необходимо гарантировать чистоту соединяемых поверхностей. Если полностью удалить ржавчину или иное загрязнение не удается, рекомендуется использовать модели с рутиловым покрытием.
- Во время работы с обмазкой кислого типа из-за выделения вредных газов требуется хорошая вентиляция помещения либо выполнение сварки на открытом воздухе.
- Для начинающих сварщиков рекомендуется использовать бесшлаковые модели электродов.
- Для выполнения качественного шва рекомендуется выбирать электроды известных брендов, выпускающих надежную продукцию. Лучшие производители: ESAB, РЕСАНТА, KOBELCO, FUBAG.
Перед тем, как выбрать электроды для сварки инвертором, ознакомьтесь с этими рекомендациями. Чтобы можно было нагляднее сравнить модели рейтинга, мы подготовили таблицу с техническими характеристиками.
Лучшие сварочные электроды с основным покрытием
KOBELCO LB-52U 4мм
Высококачественное дорогостоящее изделие от японских производителей. Отлично справляется с соединением поверхностей из низкоуглеродистых сталей, где возможностей для двусторонней проварки нет (например, если речь идет о трубопроводах). Шов получается очень качественный. В отдельных случаях показатель прочности составляет 588 Н/мм2. Основное покрытие немного усложняет эксплуатацию. Перед использованием изделие прокаливают при температуре около 300 градусов. Это способствует удалению воды, а, значит, улучшению качества горения. Рекомендовано пользоваться при постоянном токе. Работать с переменным тоже возможно, но результат будет несколько хуже.
Преимущества:
- идеально чистый и прочный шов;
- легкое формирование шва по разным направлениям;
- возможность соединения элементов из низкоуглеродистых сталей.
Минусы:
- необходимость в предварительной прокалке из-за высокой чувствительности изделия к отсыреванию;
- высокая цена.
ESAB УОНИИ 13/55 3мм

Продукт шведского производства пользуется вполне заслуженным признанием у российских сварщиков. Он отлично подходит для соединения заготовок из углеродистых и низколегированных сортов стали
Важно, что на отечественном рынке нет подделок продукции этой марки
Плюсы:
- высокий предел текучести;
- оптимальная толщина — 3,0 мм;
- стойкость к погодным условиям;
- невысокая цена;
- отсутствие подделок на рынке.
Недостаток: небольшое относительное растяжение.
Аналоги
Говоря об аналогах, мы имеем в виду электроды, имеющие сходные технические характеристики и предназначенные для сварки низколегированной и углеродистой стали. Такие стержни можно найти у бренда «ESAB», представлено сразу несколько марок: ОК 46.00, OK 48.00, OK 48.04 и OK 43.02
Также обратите внимание на американские электроды марки Omnia 46 от бренда «Lincoln Electric». Похожие электроды есть у концерна «Hyundai», марка S-6013.LF и у итальянского бренда «Quattro Elementi», марка 770-421
Словом, если вы не поклонник отечественной продукции, то вам есть из чего выбрать у зарубежных производителей.
Похожие записи:
 Инструкция, как повесить и прикрепить карниз для штор на стену
Инструкция, как повесить и прикрепить карниз для штор на стену
 Пластиковые панели для кухни
Пластиковые панели для кухни
 Как расположить дом на участке: по площади, по форме, по сторонам света
Как расположить дом на участке: по площади, по форме, по сторонам света
 Какую декоративную штукатурку выбрать для балкона
Какую декоративную штукатурку выбрать для балкона
 Как из старого дома сделать новый: план работ, советы
Как из старого дома сделать новый: план работ, советы
 Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров
Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров