Как правильно паять паяльником с канифолью
уникальными качествами
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
-
Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
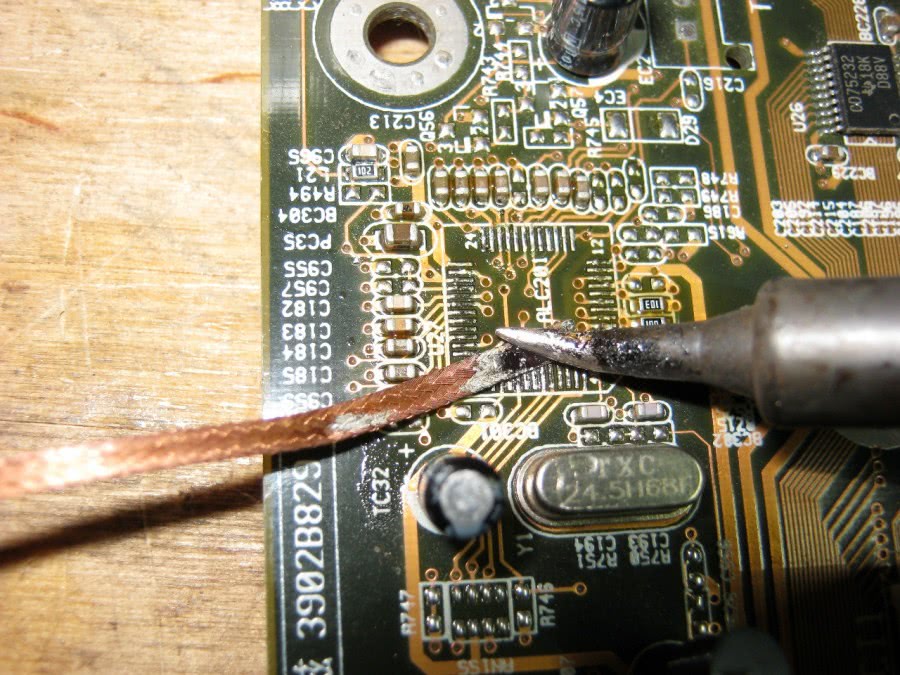
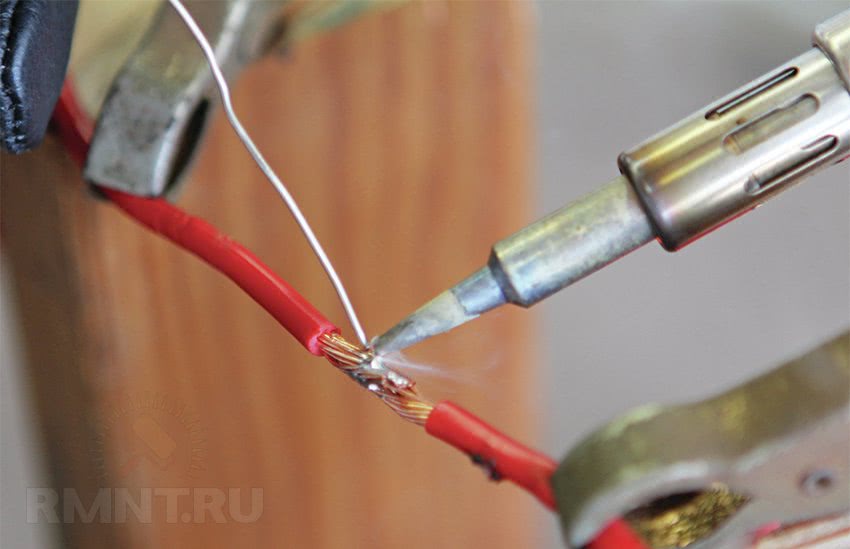
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Правила проведения паяльных работ
Прежде чем знать, как правильно пользоваться паяльником, необходимо все работы проводить в проветриваемом помещении, а если нет возможности проветривания, то оборудуйте место с сильной вентиляционной вытяжкой. Далее рабочая подготовка паяльника предусматривает зачистку металлической поверхности при помощи наждачной бумаги. Места грязи и дефектные участки обрабатываем напильником или усиленной наждачной бумагой. После этого берём небольшую кисточку и аккуратно намазываем кислотой повреждённые участки. После этого наносим припой на поверхность, который должен иметь жидкообразную форму.
Процесс пайки кислотой
В целом жидкий припой обеспечивает защиту обрабатываемой части поверхности, при кипении готовый кислотный флюс выходит на рабочую поверхность. Когда застынет припой, места обработки надёжно и полностью герметично фиксируются. Работа с паяльником предусматривает использование мощного прибора или фиксация при помощи открытого огня. При необходимости, можно использовать иные источники тепла, которые можно адаптировать с другими материалами металлической поверхности.
Особенности проведения пайки
Перед началом работы, необходимо подготовить место и инструменты, которые вы будете использовать для пайки. Ниже предлагаем вам информацию что нужно для пайки паяльником список, где указаны основные моменты предстоящей работы:
- Используйте паяльники с низковольтным напряжением, желательно 24В или 12В, и даже 6 В.
- Все паяльники должны быть заземлены, даже если это низковольтный прибор.
- Перед процессом пайки обязательно прогреваем плат специальным феном, а большеразмерные предметы над источником тепла.
- Тело специалиста также должно быть заземлено. Для этого используйте специальные заземляющие браслеты.
- Для миниатюрных плат не используйте кислоту, применяйте канифоль.
- Все работы проводите в специальной защитной маски или в очках-бинокулярах, для мелких работ.
- При необходимости дайте материалу остыть, чтобы продолжить технологический процесс пайки.
- В некоторые случаях используйте спирт для очистки поверхности.
- По окончании работы просушите поверхность обрабатываемого изделия.
- Используйте только проверенные компоненты для того, чтобы вы могли эффективно решить задачу – как правильно паять паяльником с кислотой латунь, медь, олово или другой металл.
https://youtube.com/watch?v=SceRXVqR5U8
Помещение обязательно нужно проветрить, используйте вентиляционные устройства и прочие технологические приборы. Все кислотные вещества необходимо хранить в специальных тарах. В качестве посуды используйте только такие основы:
- Стекло.
- Керамика.
- Фарфор.
- Фторопласт.
Такой материал посуды не контактирует с кислотой и не будет повреждений в рабочем процессе и в результате хранения кислоты в дальнейшем.
Инструменты и материалы для работы
Чтобы правильно подготовиться к паяльным работам, необходимо заранее подготовить инструменты и материалы, которые включают примерный список:
- Паяльник.
- Кислота.
- Подставка для паяльника.
- Пассатижи.
- Технический пинцет.
- Нож с тонким лезвием (можно канцелярский).
- Оловоотсос или специальная медная плётка.
Процесс пайки также имеет ряд последовательностей, которые необходимо соблюдать мастеру, в частности:
- Производим зачистку места проведения пайки дол блеска.
- Кисточкой обрабатываем место будущего припоя, аккуратно смазываем места, предотвращая попадания на руки кислоты.
- Плотно сжимаем обрабатываемые части.
- Обрабатываем место пайки при помощи паяльником, используем дополнительный источник тепла при необходимости.
- Даём остыть материалу.
- Очищаем поверхность от излишков.
Работы с паяльником можно осуществлять самостоятельно, как и приготавливать кислоту. Во время работы обязательно соблюдаем нормы и требования техники безопасности при работе с химическими компонентами, а также соблюдаем требования пожарной и электробезопасности. Несмотря на это, кислота для пайки остаётся популярной в среде специалистов. Учитывая химическую природу вещества, по окончание работы обязательно проветрите помещение и тщательно вымойте руки с мылом. Особые свойства кислоты позволяют качественно и эффективно устранять дефекты на различных металлах, которые присутствуют в нашей обыденной жизни.
Самодельная подставка для паяльника.
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника.Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.
И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску.Все. Ваша подставка готова.

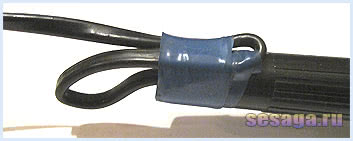
Совет! Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте!!!
Теперь можно включать паяльник.Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Для чего нужна канифоль
Не многие знают, зачем канифоль при пайке. Чтобы ответить на этот вопрос, нужно понимать, что это смолистое вещество, представляющее собой флюс. Во время соединения деталей паяльником на обрабатываемой поверхности образуется оксидная плёнка. Она не даёт припою соединить детали. Чтобы убрать эту плёнку, требуется использовать флюс или канифоль. Смолистое вещество эффективно справляется с этой задачей при температуре более 150 градусов.
Канифоль используется при спайке, чтобы улучшить параметры соединения. Она поможет справиться с проблемами, связанными с недостаточной текучестью припоя. Он может медленно заполнять шов и снижать прочность соединения. Смолистое вещество используется в основном для проведения домашних ремонтных работ. На производстве применяются серьёзные составы с повышенными характеристиками и свойствами.
Смолу можно использовать не только для спаивания радиодеталей и проводов. На её основе изготавливают лаки и краски. Она является одним из компонентов при изготовлении пластмасс. С её помощью обрабатываются струны на музыкальных инструментах. В киноиндустрии канифоль используется для создания эффектов.
Канифоль, свойства канифоли и особенности при пайке
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Преимущества и недостатки
Канифоль для пайки имеет сильные и слабые стороны. Преимущества:
- Не проводит электричество.
- Является доступным и недорогим материалом для пайки. Связано это с тем, что материалы для изготовления канифоли распространены по всему миру.
- Эффективно счищает с поверхности обрабатываемого материала оксидную плёнку.
- Не растворяется в воде и поэтом жидкость не может смыть смолистый слой.
- Сохраняет свои характеристики при отрицательной температуре.
- Безопасна для человеческого организма. Смолистый материал не выделяет вредных испарений и не требует использования дополнительных средств защиты.
Недостатки:
- Чтобы состав на основе смолы показал свою эффективность, необходимо уметь работать с ним. Рекомендуется потренироваться на нерабочих деталях или механизмах.
- Канифоль не эффективна при работе с большими деталями.
- Хрупкий материал, который требуется аккуратно транспортировать и хранить.

Безопасна для человеческого организма
Технология
Процесс выполнения работы состоит из 3-х основных частей: выпаивание старого элемента, очистка платы от лишнего припоя и монтаж новой детали. Рассмотрим эти этапы отдельно.
Демонтаж старого компонента выполняется в определенной последовательности.
- Перед снятием по краю корпуса микросхемы на плате нанесите риски, определяющие ее положение. Например, иголочкой аккуратно оставьте царапины. Достаточно отметить 2-е перпендикулярные стороны.
- Установите на паяльной станции температуру нагрева. Она должна быть 345–350 градусов. Скорость потока воздуха желательно выбрать наименьшую.
- Нанесите флюс на паяльный шов.
- Прогрейте место соединения детали с платой. Греть надо 3–5 минут, пока не расплавится припой (это сразу будет видно). Если он не плавится – повысьте температуру на 5 градусов.
- Греть нужно не только по центру компонента, а еще и по периметру микросхемы. Пройдитесь феном по всей длине паяльного шва.
- Когда припой расплавится, уберите старую деталь. Для этого подденьте ее пинцетом и поднимите вверх. Вместо пинцета можно использовать плоскую отвертку, но есть риск повреждения платы. Если деталь «не идет» – значит, припой не расплавился. Продолжите нагрев.
Или еще хуже – от платы оторвется дорожка, восстановить которую еще сложнее.
Далее переходим к подготовке контактных площадок платы.
- Расплавьте припой на месте контакта.
- Если есть шприц, удалите с его помощью лишний металл.
- Если шприца нет, воспользуйтесь медной оплеткой. Для этого минимально распушите ее, чтобы были видны поры. Далее обильно покройте ее флюсом, приложите к месту соединения и прогрейте феном или паяльником. Оплетка впитает в себя лишний металл. После этого остается отрезать ненужную ее часть.
Следует полностью освободить плату от припоя.
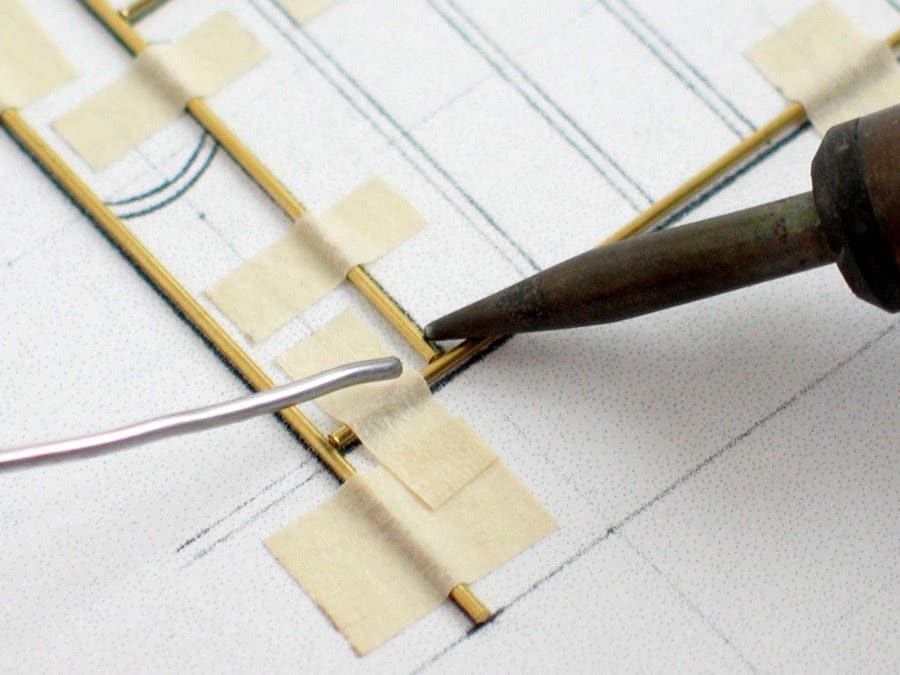
Далее переходим к подготовке детали. Главная задача – нанести на контакты припой в виде шариков одинакового размера (это называется реболлинг). Для этого воспользуйтесь трафаретом.
Для его использования проделайте следующее.
- закрепите радиокомпонент на трафарете специальной изолентой;
- с тыльной стороны шпателем нанесите паяльную пасту;
- установите температуру нагрева 300 градусов;
- прогрейте деталь вместе с трафаретом, а когда появится характерный блеск, то отключите нагрев;
- дайте полностью остыть компоненту;
- уберите изоленту;
- включите нагрев 150 градусов, прогрейте деталь и аккуратно освободите ее из трафарета.
Качественная паста образует большой гладкий шарик, а бракованная – распадается на множество мелких. При этом повышение температуры ей не поможет, и шов будет плохой.
После этого переходите к установке нового радиокомпонента.
Нанесите небольшое количество флюса.
Точно наложите новую деталь на плату. Ориентируйтесь на риски и на ощупь постарайтесь расположить микросхему на наибольшей высоте, чтобы шары на ней соответствовали контактам на плате. Можете ориентироваться на просвет между платой и деталью, для этого посмотрите на шов сбоку.
Если рисок нет, то переверните микросхему выводами вверх и приложите ее краешком к пятакам платы, после этого засеките положение детали. Затем установите элемент по этим засечкам.
Настройте температуру 345–350 градусов и прогрейте элемент. Припой должен ярко заблестеть и залить каждый контакт
Важно! Как и при снятии, прогревать компонент надо не только по центру, но и по периметру. Обойдите феном весь шов по длине.
Дождитесь полного остывания припоя. Место пайки желательно протереть спиртом.
Место пайки желательно протереть спиртом.
После этого остается только проверить плату на работоспособность.
Что нужно и с чего начинать
Перед тем, как мы расскажем вам, как правильно паять паяльником, определимся, что для этого нам потребуется.
Прежде всего – нужен сам паяльник. Тут все не так просто. Правильно подобранный паяльник – залог будущего успеха и качества.

Мы не будем рассматривать здесь специальные, профессиональные паяльные станции. Их стоимость велика и пользуются ими специалисты, а учить их – только время терять.

Домашнему мастеру нужен обычный паяльник. Главное – правильно подобрать мощность. А вот тут нужно учитывать то, что мы собираемся паять. Если вам необходимо соединить провода, сделать ремонт электроаппаратуры, то вам лучше выбрать паяльник мощностью 40-60 Вт. Меньше будет нецелесообразно – это паяльники для ремонта радиоаппаратуры и ювелирных работ.

Если вы собираетесь ремонтировать медные радиаторы или иную крупную технику, а также для пайки латуни или железа, вам нужно взять паяльник большей мощности: от 100 Вт и больше. В целом, чем крупнее детали для спайки, тем мощнее нужен паяльник.
Если мощности мало, то вы не сможете прогреть детали и качества не получите, если выберите паяльник излишней мощности, а детали будут мелким, то вы либо перегреете, либо просто будет неудобно работать.
Кроме паяльника нам потребуется припой. Как правило, используют оловянно-свинцовый. Он маркируется буквами ПОС и цифрой, которая показывает процентное содержание в припое свинца. Чем больше свинца, тем припой более тугоплавкий, но сама пайка оттого только крепче.


Кроме припоя нам нужен флюс. В качестве него используют специальную паяльную кислоту или канифоль.

Для пайки железа, латуни или меди, используют кислоту, а для электромонтажных работ – канифоль. Кислота нужна специальная, травленая, лучше приобрести готовую, поскольку работать с кислотой очень опасно.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Лужение или обработка флюсом
Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются.
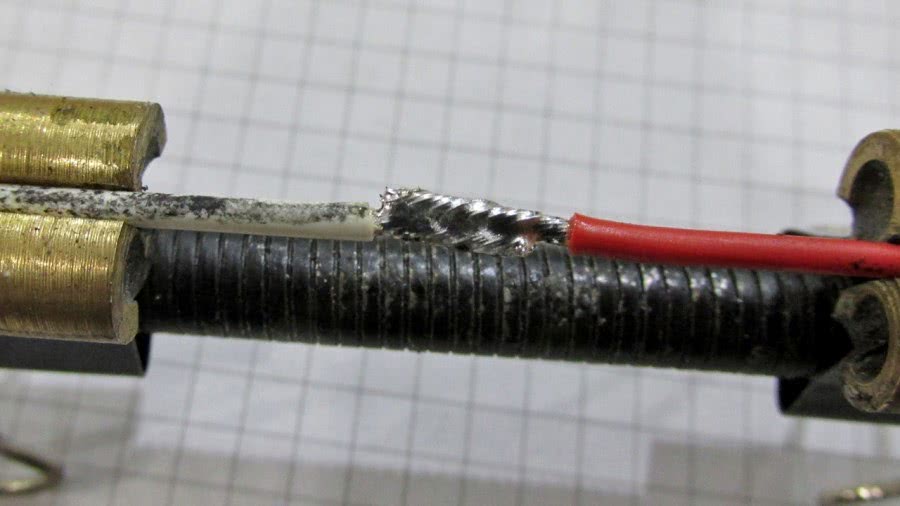
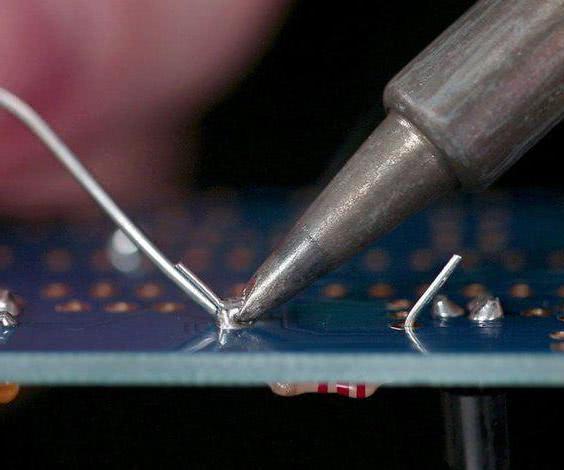
Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах.
Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии.

Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
https://youtube.com/watch?v=qdbrQO4x9i0
припоем с канифолью
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.