Оглавление
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
Качественное оборудование для сварки;
Электроды;
Ведро воды для устранения возможных возгораний;
Правильно выбранное место для сварки
Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Это интересно: Основы фланцевой сварки — рассказываем развернуто
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
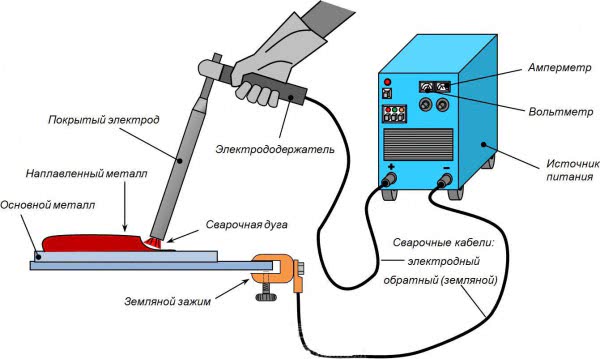
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком. Излучение может вызвать ожог роговицы глаз
Тщательно подготовьтесь без экономии на экипировке и оборудовании
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.
Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Технология варки горизонтального шва
Специфика сварки горизонтального шва практически та же, что и для вертикального. Технические нюансы – опять же манипулирование углами установки электрода.
Направление движения в процессе сваривания деталей на стыке может выбираться от его крайней левой точки до крайней правой точки или наоборот. Конкретный выбор направления определяется сварщиком, исходя из степени личного удобства.
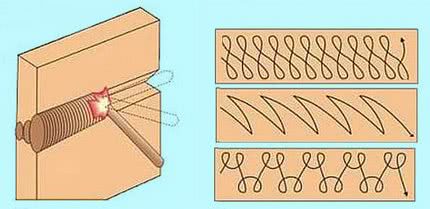
Стандартная техника формирования горизонтального шва и практикуемые формы поперечной «отрисовки», применяемые для получения нужных значений ширины и глубины шва
Но как правильно варить горизонтальный шов электросваркой, чтобы исключить вытекание расплава из колеи по причине действующей силы тяжести?
Здесь сварщику нужно подобрать такое положение электрода, при котором сила горения электрической дуги была бы равноценна силе тяжести капель металла. Возможно, потребуется настроить силу тока и опытным путём подобрать оптимальную скорость перемещения электрода.
Обычно сварку горизонтального шва ведут непрерывно до полного завершения. Однако если не удаётся держать под контролем расплав (сварочную ванну), можно попытаться изменить технику – перейти на ход с периодическим гашением дуги.
Все эти тонкости нарабатываются с приходом опыта выполнения сварочных работ. Поэтому не стоит отчаиваться, если с первых попыток ничего не получается.

Практический пример горизонтальных сварных швов, сделанных на металлических пластинах, установленных вертикально. Верхний вариант выполнялся по направлению слева направо, нижний справа налево
Формирование горизонтального шва нужной ширины и глубины провара, как правило, достигается за счёт аккуратного поперечного перемещения горящего конца электрода от края одной стыкуемой детали до края другой.
На сварке металлов толщиной до 4 мм применяют разные варианты «рисунка» поперечного хода электрода. Каких-то конкретных рекомендаций на этот счёт нет. Главное – получить требуемую ширину шва и глубину провара.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.

После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания. Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Основные параметры режима электродуговой сварки и выбор электродов
Какой устанавливать сварочный ток, зависит от диаметра электрода и положения шва, который необходимо выполнить, а диаметр электрода выбирают, зная толщину материала.
Также вы можете столкнуться с таким понятием, как сварка на прямой или обратной полярности. Видео «урок сварки инвертором» поможет в этом разобраться.

Обратная полярность означает классическое подключение сварочных кабелей: в плюсовое гнездо на панели аппарата присоединяется провод, подведенный к электродержателю, а в минусовой разъем подключают заземляющую клемму. Сварку на обратной полярности используют при работе с тонкими металлами, так как при таком методе температура на поверхности изделия значительно ниже, чем при прямой полярности.
Выбирайте диаметры в пределах 2,5 – 3 миллиметра, больше в бытовых условиях не потребуется.
Следующий урок сварки инвертором расскажет, как правильно поджечь электрод и удержать дугу.

О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.

Непровар

Подрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Подходящие марки
Решая вопрос, какие электроды выбрать для сварки инвертором, можно глянуть на статистику, которая покажет самые популярные варианты. Среди них имеются:
УОНИ-13 55 – они больше подходят для сварщиков с опытом. Они служат для создания плотного шва, который обладает высокой прочностью. Они могут использоваться даже при низких температурах.
Электроды для сварки инвертором марки УОНИ-13 55
МР-3С – могут стать незаменимым решением в тех случаях, когда к шву выдвигаются высокие требования по качеству. Они подходят для работы постоянным током на обратной полярности и для переменного тока.

Электроды для сварки инвертором марки МР-3С
МР-3 – является универсальной маркой, так как стержень подходит для большинства требуемых операций. Их можно применять в любых условиях, даже если поверхность металла чем-то загрязнена, в том числе и имеет ржавчину. Они хорошо противодействуют влаге и защищают шов от попадания водорода.

Электроды для сварки инвертором марки МР-3
АНО – серия состоит из нескольких марок, но в целом является самой популярной в использовании. Их преимущество состоит в том, что электроды не нужно предварительно прокалывать. Дуга хорошо зажигается как в первый, так и в последующие разы. Качество шва получается достаточно высоким. Подходит для работы новичкам.

Электроды для сварки инвертором марки АНО
Особенности выбора электрода для инвертора в зависимости от режимов свариваемого металла
Задаваясь вопросом, как выбрать электроды для инверторной сварки, следует в первую очередь узнать, что именно придется сваривать. При подборе расходного материала для сталей, следует узнать их состав. Здесь очень важным моментом является уровень их легирования, какие дополнительные элементы входят туда и в каких количествах. Дело в том, что если происходит сварка нержавейки, то после самого процесса, когда сделан неправильный выбор, то сама нержавеющая сталь утрачивает свои антикоррозионные свойства и на месте шва со временем может появляться ржавчина. Чтобы этого не происходило, требуется выбирать электроды, которые будут компенсировать температурные утраты.

Электроды для сварки нержавейки инвертором
Подобные схемы действуют и со сталями с высоким содержанием углерода. Если же в металле наоборот, низкий уровень углерода, то требуется обеспечить дополнительную защиту, чтобы в шов не попал данный элемент, иначе все соединение станет достаточно хрупким. Для работы с чугуном следует использовать специальные расходные материалы, которые направлены именно на этот металл, иначе есть большой риск образования брака.
Каждый из металлов имеет свои особенности в режиме сваривания, из-за разницы в температуре плавления и свойств текучести. Если электроды подбираются из того же состава, то больших проблем с применением не должно быть, так как достаточно лишь выставить указанные параметры, которые подходят для нужного положения и начинать работу. Таким образом, рассматривая какие электроды лучше для инвертора, следует учитывать вышеперечисленные факторы
Основные режимы и нюансы применения
Выбрав, какие электроды лучше для инверторного сварочного аппарата, следует ознакомиться с режимами их применения. Здесь приведены параметр тока для всех положений у самых распространенных моделей:
МР-3С
| Величина диаметра, мм | Сила тока, А |
Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
АНО-21
| Величина диаметра, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 2 | 50…90 | 50…70 | 70…90 |
| 2,5 | 60…110 | 60…90 | 80…100 |
| 3 | 90…140 | 80…100 | 100…130 |
МР-3
| Диаметр электрода, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 3 | 100…140 | 80…100 | 80…110 |
| 4 | 160…220 | 140…180 | 140…180 |
| 5 | 180…260 | 160…200 | – |
УОНИ-13 55
| Величина диаметра, мм | Положение | ||
| Нижний шов | Вертикальный шов | Потолочный шов | |
| 2 | 40…60 | 40…65 | 40…70 |
| 2.5 | 70…85 | 60…75 | 60…80 |
| 3 | 80…95 | 70…90 | 70…90 |
| 4 | 130…150 | 130…140 | 130…140 |
| 5 | 180…210 | 160…180 | |
| 6 | 210…290 |
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
Регулярно проверять изоляцию кабеля.
Сила тока выбирается сразу после подключения массы.
Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является “Хамелеон”.
Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.
Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.
Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Безопасность сварщика
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.

Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать — важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.
Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него
Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.
Зажигание сварочной дуги
Теперь научимся зажигать и держать сварочную дугу. Этот процесс требует практики, так как дуга должна гореть ровно и стабильно, и это будет на сегодня нашей задачей. Для этого нам понадобятся сварочные электроды ∅ 3 – 4 мм. Марка для нас сейчас не имеет значения, но предположим это электроды марки АНО – 21. Лучше взять электрод ∅ 3 мм, так как он короче электрода ∅ 4мм. Это удобнее для новичка, так как коротким электродом легче управлять в процессе сварки и рука не так сильно будет уставать.
Зажигание электрода производится двумя способами. При первом способе электрод перпендикуляр подводят к месту начала сварки и лёгким постукиванием зажигают дугу. Второй способ напоминает зажигание спички. Второй способ не практичен и мы его применять не будем.
При зажигании электрода постукиванием возможно прилипание его к основному металлу и это вполне нормально. Отрывание прилипшего электрода осуществляется обламыванием его от основного металла путём раскачивания электрода влево – вправо. Не нужно выдёргивать электрод из держателя рывком на себя. Если не получается зажечь дугу, то просто добавьте ещё не много тока, добавляйте до тех пор ток, пока дуга не начнёт стабильно зажигаться. Если ваша заготовка имеет не большой вес, то с прилипшим электродом она будет отрываться от основания на котором она лежит. Для избежание этого необходима жёстко закрепить её к столу или к другой неподвижной поверхности.
Частые ошибки новичков
Взяв впервые держак в руки, чайникам процесс кажется сложным и непознаваемым. Однако это лишь технологический процесс со своими законами. Наиболее частые ошибки, мешающие сваривать металл электродами для новичков:
- Плохая подготовка металла. Поверхностная ржавчина, окалина, загрязнения ухудшают процесс сварки. Даже опытному рабочему варить такой металл сложно. Поверхностные загрязнения удаляются металлической щеткой или зачистным диском в месте шва и контакта электрода. Очистка ускоряет розжиг дуги.
- Неправильная настройка сварочного аппарата. Ток инвертора определяется специальными таблицами, в зависимости от толщины металла и диаметра электрода. Изменяя напряжение, опытные сварщики выставляют чуть меньший ток, чтобы не повредить металл. Малый сварочный ток ведет к прилипанию электрода.
- Неправильное зажигание дуги. Существует 2 способа. В первом быстрое касание электродом поверхности меняется его отведением на расстояние 2—3 мм и удержанием образовавшейся дуги. Второй способ заключается чирканьем электродом по детали и отведением его на пару сантиметров, пока дуга не загорится.
- Неравномерное расстояние от электрода до заготовки. В идеале необходимо расстояние 5 мм. Такое расстояние формирует правильный шов.
- Неравномерность скорости перемещения. Она зависит от диаметра электрода. Опыт приходит со временем. Чрезмерно быстрая скорость не позволяет надежно соединить детали, медленная образует наплывы на сварочном шве. При правильной скорости расплав полностью заполняет сварочную ванну.
- Неправильный угол и движение электрода. При движении он образует наклон 70 градусов. Движение электрода бывает продольным, поперечным и колебательным.
- Сырые электроды. При хранении в пачке электроды защищены от сырости. При длительном хранении в поврежденной упаковке они отсыревают и не зажигаются. Перед работой просушиваются 30—60 мин при температуре 105—130 градусов. Сушить позволено в домашних условиях.
- Неправильный подбор толщины и типа электрода. Диаметр подбирается в зависимости от толщины свариваемого металла. Тип зависит от металла — железа, алюминия или нержавеющего материала.
Новички часто пренебрегают техникой безопасности электросварки, выбирают неправильные сварочные аппараты, работают «начисто», без пробных швов.