Группа специальных сплавов
При добавлении в состав металлических композиций в небольших количествах сурьмы значительно увеличивается прочность шовных соединений.
Материал обозначается маркировкой «ПОСсу», имеет температуры плавления от 189 ℃ (у состава со следовым содержанием сурьмы) до 270 ℃ (у припоя с содержанием сурьмы, достигающим 4 %, в некоторых даже 6 %).
Материалы первой подгруппы с концентрацией добавки, измеряющейся в сотых долях процента – это малосурьмянистые марки.
Такие припои применяются в авиа- и автомобилестроении, при производстве холодильного оборудования, пищевой посуды, подлежащей последующему лужению.
Таблица 1. Малосурьмянистые припои:
|
Марка |
Содержание, % |
Область применения |
||
|
Sn |
Sb |
Pb |
||
|
ПОССу 61-0,5 |
59-61 |
0,05-0,5 |
Остальное |
Пайка деталей, чувствительных к перегревам |
|
ПОССу 50-0,5 |
49-51 |
0,05-0,5 |
Остальное |
Авиационные радиаторы |
|
ПОССу 40-0,5 |
39-41 |
0,05-0,5 |
Остальное |
Оцинкованные детали холодильников, радиаторные трубки, обмотки электрических машин |
|
ПОССу 35-0,5 |
34-36 |
0,05-0,5 |
Остальное |
Кабельные оболочки электротехнических изделий, тонколистовая упаковка |
|
ПОССу 30-0,5 |
29-31 |
0,05-0,5 |
Остальное |
Радиаторы |
|
ПОССу 25-0,5 |
24-26 |
0,05-0,5 |
Остальное |
Радиаторы |
|
ПОССу 18-0,5 |
17-18 |
0,05-0,5 |
Остальное |
Трубки теплообменников, электролампы |
Металлические оловянно-свинцовые композиции с концентрацией сурьмы от 1,5 % до 6 % называются сурьмянистыми. Они рекомендованы к применению в электролампах, трубчатых радиаторах, белой жести.
Прибавка сурьмы удешевляет оловянно-свинцовый материал, но спаивание происходит сложнее. Незначительное изменение оловянно-свинцового композита заметно уменьшает смачивающие способности расплава. Работать с этим расходным материалом могут только профессионалы.
Таблица 2. Сурьмянистые припои
|
Марка |
Содержание, % |
Область применения |
||
|
Sn |
Sb |
Pb |
||
|
ПОССу 95-5 |
Остальное |
4.0-5.0 |
Не более |
Трубопроводы, работающие при повышенных температурах, изделия электропромышленности |
|
ПОССу 40-2 |
39-41 |
1.5-2.0 |
Остальное |
Холодильные устройства, тонколистовая упаковка |
|
ПОССу 30-2 |
29-31 |
1.5-2.0 |
Остальное |
Холодильники, электроламповое производство, абразивная упаковка |
|
ПОССу 25-2 |
24-26 |
1.5-2.0 |
Остальное |
Изделия автомобилестроения |
|
ПОССу 18-2 |
17-18 |
1.5-2.0 |
Остальное |
|
|
ПОССу 15-2 |
14-15 |
1.5-2.0 |
Остальное |
|
|
ПОССу 10-2 |
9-10 |
1.5-2.0 |
Остальное |
|
|
ПОССу 8-3 |
7-8 |
2-3 |
Остальное |
Электроламповое производство |
|
ПОССу 5-1 |
4-5 |
0.5-1.0 |
Остальное |
Трубчатые радиаторы, детали, работающие при повышенных температурах |
|
ПОССу 4-6 |
3-4 |
5-6 |
Остальное |
Шпатлевка кузовов автомобилей, пайка белой жести |
|
ПОССу 4-4 |
3-4 |
3-4 |
Остальное |
Изделия автомобилестроения |
Технические характеристики припоев ПОС и ПОССу
Чтобы не расписывать все технические характеристики припоев оловянно-свинцовой группы, просто приведу таблицу параметров. По ней можно определить температуру плавления, плотность, удельное электросопротивление, теплопроводность, временное сопротивление разрыву, относительное удлинение, ударную вязкость и твердость по Бринеллю припоев.
Анализ таблицы показывает, что самым легкоплавким среди списка является кадмиевый с характеристикой по температуре плавления 145 градусов Цельсия. Самым прочным является припой для пайки ПОССу 4-6 с временным сопротивлением разрыву 6,5 кгс/кв. мм.
Низкотемпературные припои
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–1450C. В своём составе ПОСК-50-% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 940C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.
Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 720C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
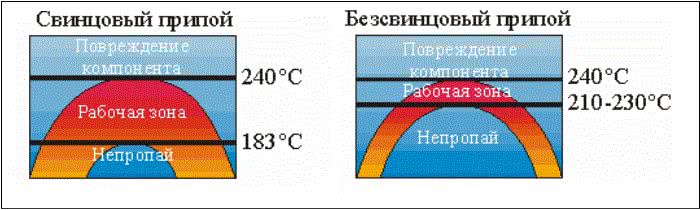
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.

Свинцовый припой
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
От чего зависит показатель температуры плавления свинца?

Свинец занимает 82 номер в периодической таблице Д. И. Менделеева. Это серебристый, ковкий металл, который имеет серебристый оттенок. Многие люди, которые держали в руках этот материал, отметили его большую удельную массу. Температура плавления у свинца низкая и поэтому его просто обрабатывать.
Плавление свинца на производстве
Температура плавки свинца
Чтобы отливать из этого материала разные изделия, необходимо знать температуру плавки и кипения свинца. Существует несколько важных параметров:
- Начальная точка плавления — 327 градусов по Цельсию.
- Температура кипения — 1751 градус.
Металл достигает оптимальный литейных свойств при температурном диапазоне 400–450 градусов. Если говорить о температуре плавления свинца в составе сплавов, необходимо учитывать содержание разных компонентов соединения.
Подготовка к плавлению свинца
Прежде чем плавить свинец нужно подготовиться к проведению технологического процесса. Подготовка представляет собой несколько этапов:
Подготовить емкость для плавки. Она должна быть изготовлена из жаростойкого материала, иметь ручки. Можно изготовить канавку, по которой будет стекать расплавленная масса.
Купить необходимое количество свинца. Для этого можно обратиться в любую компанию перерабатывающую металл
Важно выбирать металла с минимальным количеством примесей.
Большие куски свинца измельчить.
В качестве нагревательного элемента можно использовать газовую горелку, мангал, муфельную печь.
https://youtube.com/watch?v=1hJMyXJ7i0M
Нельзя забывать про соблюдения правил техники безопасности. К ним относятся:
- При работе использовать защитную робу, перчатки, очки, респиратор.
- Не допускать попадания влаги в расплавленный металл.
- Наладить хорошую вентиляцию в помещении.
- Убрать из рабочей зоны легковоспламеняющиеся материалы, горючие жидкости.
- Перед заливкой расплавленного металла, нужно проверить форму. Она не должна быть влажной, чтобы исключить расплескивание.
При плавке свинец выделяет ядовитые испарения, которые могут усугубить различные заболевания после попадания в организм. Если после проведения рабочего процесса появились неприятные ощущения, головокружение, слабость, необходимо обратиться к врачу.
Ручная газовая горелка
Процедура плавки
Зная температуру плавления свинца, можно провести его плавку в домашних условиях. На производстве эта процедура выполняется по нескольким технологиям:
- Плавление Ванюкова. Подразумевает под собой плавку с использованием жидкой ванны.
- Электротермический способ плавки.
- Плавка с помощью шахтной печи.
Пошаговая инструкция проведения работ в домашних условиях:
- Куски свинца засыпать в емкость для плавки. Расположить ее так, чтобы она оставалась устойчивой при нагревании.
- Включить горелку. Поток тепла направляют на расплавляемый материал.
- Постепенно металл расплавиться. Нельзя резко прекращать нагрев.
- После плавки требуется отключить горелку. Расплавленный свинец перелить в подготовленную заранее форму. Прикасаться к емкости тряпичными перчатками запрещено. Они должны быть изготовлены из термоустойчивого материала.
- После того как расплавленный материал был перелит в форму необходимо подождать пока он остынет до полного отвердевания.
Нельзя забывать, что свинец легко смешивается с различными металлами. Для создания сплавов, необходимо разбираться в свойствах, технических характеристиках дополнительных компонентов. В домашних условиях можно изготовить припой для пайки. Для этого необходимо добавить к расплавленному плюмбуму канифоль, олово. Расплавить компоненты, тщательно перемешать.
Если на поверхности расплавленной массы появились частицы примесей, их необходимо убрать до застывания. Нельзя забывать, что жидкий материал быстро застывает.
Свинец — металл, который используется в разных сферах промышленности. На его основе изготавливаются сплавы для получения необходимых технических характеристик. Изучив температуру плавления этого металла, его литейные свойства, можно без труда делать отливки в домашних условиях.
Характеристика олова
Плавится при 232 °C, кипит при 2600 °C, отлично сплавляется с разными металлами, благодаря высокой пластичности хорошо поддается ковке. Паяльное олово используется в качестве припоя, так как оно хорошо смачивает металлы. Промышленное получение олова значительно сложнее чем свинца, поэтому оно гораздо дороже.
В отличие от свинца олово выглядит гораздо привлекательнее. Этот серебристо-белый металл безопасен для здоровья человека. Оловом часто покрывают поверхности металлических изделий в местах, где они контактируют с пищей: посуду, консервную жесть, пищевую фольгу и другие. Однако оловянная пыль и пары при вдыхании могут вызвать опасное влияние на человеческий организм. Кроме производства тары для продуктов питания, олово широко используется в разных припоях и других сплавах, например, в антифрикционных и подшипниковых. Этот материал значительно легче свинца, его плотность 7,3 г/куб.см.
https://youtube.com/watch?v=I33GCWrUJFE
Олово полиморфно, то есть оно может существовать в различных модификациях в зависимости от температуры. При температуре ниже 13 °C белое олово (β-модификация) переходит в серое олово (α-модификацию). В результате этого фазового перехода блестящие оловянные изделия рассыпаются в порошок серого цвета. Причем при контакте с порошком белое олово как бы заражается от него и превращается в серое. Такое явление получило название «оловянная чума».
По некоторым данным, именно оно стало главной причиной гибели экспедиции Роберта Скотта на Южный полюс. Керосин, хранившийся на промежуточных складах, вытек из канистр, пропаянных по швам оловом, которое рассыпалось в порошок на морозах Антарктики. Таким образом, члены экспедиции остались почти без топлива.
https://youtube.com/watch?v=S1zo6SV3_SI
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.
Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.

Свинцовый припой
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Использование
Специалисты дают полезные советы, которые очень помогают начинающим радиолюбителям, чтобы правильно паять:
- Выбирают припой с минимальным содержанием свинца.
- Необходимо следить за чистотой жала паяльника, оно должно не иметь грязные наплавления.
- Для очистки используют напильник или наждачную бумагу. Жало после очистки залуживают канифолью.
- Не рекомендуется долго удерживать прибор в точке припоя, поскольку соединяемые детали способны получить высокотемпературное повреждение. Для снижения губительного воздействия Т на деталь, ее придерживают пинцетом, который выполнит роль теплоотвода.
- Изделие, перед пайкой очищают, а контакты соприкосновения дополнительно залуживают, чтобы обеспечить отличное сцепление.
Технология пайкиДополнительная информация. При пайке нужно выполнять меры безопасности. Всегда работать в защитных очках, чтобы защитить глаза от летящих капель горячего жидкого припоя. Кончик паяльника по конструкции очень горячий, превышающий 370 C. Нельзя допускать контакта наконечника с кожей, одеждой или другими предметами. При работе нужно использовать специальный держатель для паяльника.
Подводя итоги, можно сказать, что олово для пайки по-прежнему широко используется в отечественной электронной отрасли и быту. Товар широко представлен на российском и зарубежных рынках, в виде свинцового и бессвинцового припоев. В целях защиты окружающей и требований международных организаций потребление первого типа будет неуклонно сокращаться.
https://youtube.com/watch?v=0Yq1naSend8
Припои для пайки
Припои классифицируют по разнообразным характеристикам: степени плавления при пайке, способу изготовления, основному металлу, способности к флюсованию и др. По температуре расплавления припои бывают:
- Легкосплавные, плавятся при менее 145 °C.
- Мягкие, плавятся при температуре от 145 °C до 400 °C.
- Твердые, температура плавления выше 400 °C.
Легкосплавные применяют для пайки материалов критичных к перегреву, можно назвать такие марки, как сплав Ньютона, сплав Гутри, сплав Вуда, ПОСВ 32−15−53.
Мягкие применяют для лужения и пайки швов посуды, электроаппаратуры, печатных плат, трубок теплообменников. Самые распространенные из них это оловянно-свинцовые (см. табл.1).
Твердые припои дают высокую прочность соединения и применяются для пайки несущих конструкций. К этим припоям относятся медно-цинковые (ПМЦ-36, ПМЦ-48, ПМЦ-54), серебряные (ПСр72, ПСр70, ПСр50, ПСр50Кд, ПСр12М) и другие.
Оловянно-свинцовые припои
Сплав олова со свинцом с содержанием олова от 10 до 90% называется припоем ПОС. Можно привести следующие обозначения марок таких припоев:
- ПОС40 — содержит 40% олова, остальное — свинец, плавится при 235 градусах, применяется в промышленности для лужения и пайки электроаппаратуры, изделий из оцинкованной стали;
- ПОС90 — 90% олова, 10% свинца, расплавляется при 222 градусах, нашел свое применение при изготовлении посуды и медицинской аппаратуры;
- ПОССу 30−0,5 — 30% олова, 0,5% — сурьма, остальное — свинец, жидким становится при 255 градусах, служит для лужения и пайки листов цинка, обычной и нержавеющей стали, проводов, радиаторов.
В зависимости от процентного соотношения олова и свинца изменяется температура плавления разных марок припоя.
Температуры плавления припоев (в °С). Таблица 1
| Марка припоя | Температура начала плавления | Интервал затвердения | Температура полного расплавления |
| ПОС10 | 268 | 31 | 299 |
| ПОС30 | 183 | 73 | 256 |
| ПОС40 | 183 | 52 | 235 |
| ПОС50 | 183 | 26 | 209 |
| ПОС90 | 183 | 39 | 222 |
| ПОССу 30−0,5 | 183 | 72 | 255 |
| ПОССу 40−0,5 | 183 | 52 | 235 |
| ПОССу 10−2 | 268 | 17 | 285 |
| ПОССу 30−2 | 185 | 65 | 250 |
| ПОССу 40−2 | 185 | 44 | 229 |
Технические характеристики припоя ПОС-63
Припой ПОС 63 описан в ГОСТе и в отраслевом стандарте OCT 4Г 0.033.200. Под припоем ПОС-63 понимают такой сплав, который состоит на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Большинство также имеют маркировку Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 градуса Цельсия.

Применяется ПОС-63 для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. В общем, из современных припоев — этот самый распространенный. Технические характеристики припоя ПОС 63 примерное такие же, как у ПОС-61. Но точных значений я пока не нашел.
Достоинства припоя ПОС-63:
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- совпадение точек солидуса и ликвидуса;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
Недостатки припоя ПОС-63:
- часто подделывают, особенно китайцы;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.
Состав паяльных сплавов
 Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Таблица 2. Химический состав припоев:
|
Марка припоя |
Химический состав, % |
|||||
|
Олово |
Сурьма |
Медь |
Цинк |
Свинец |
Алюминий |
|
|
ПОС-40 |
39…41 |
_ |
_ |
— |
Остальное |
— |
|
ПОССу40-0,5 |
39…41 |
0,05.-0,5 |
— |
— |
— |
— |
|
ПОССу40-2 |
39…41 |
1.5…2 |
— |
— |
— |
— |
|
ПОССуЗО-О.5 |
29 31 |
0,05-0,5 |
— |
— |
—»— |
— |
|
ПОССуЗО-2 |
29…31 |
1,5-2 |
— |
— |
—»— |
— |
|
А |
38,6…42,1 |
— |
1,5-2 |
56…59 |
— |
— |
|
ЦО-12 |
— |
— |
— |
— |
||
|
ЦА-15 |
— |
— |
— |
— |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.
Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Это интересно: Виды антикоррозийных покрытий для изделий из металла
История элемента
Этот элемент был открыт в 1854 году Халюсом Пелегрином. Однако его использование началось задолго до этой даты на Ближнем Востоке и Балканах около 2000 лет до нашей эры. В ту эпоху была открыта бронза (сплав олова и меди), которая дала название Бронзовому Веку. Производили из бронзы оружие и орудия труда, которые были более эффективны, чем камень и кость.
В античное время производство бронзы привело к развитию торговли между различными странами. Также существуют упоминания об этом металле в Ветхом Завете. Так, в Месопотамии делали бронзовое оружие, а в Древнем Риме покрывали оловом внутреннюю поверхность медных сосудов для повышения их коррозионной стойкости.
https://youtube.com/watch?v=QJhFyaMJcSM
https://youtube.com/watch?v=nsPJJ9FxJMM
https://youtube.com/watch?v=OKEO9QbwI_w
https://youtube.com/watch?v=JKg1baEXlSg
Пайка компонентов, монтируемых в отверстия.
1. Установить компонент в монтажные отверстия, если необходимо, то загнуть выводы.
2. Поднести жало паяльника таким образом, чтобы был обеспечен одновременный контакт с КП монтажного отверстия и выводом компонента, прогреть 0,5-1,0 с.
Пробило № 1.Необходимо обеспечить хороший тепловой контакт между жалом паяльника и паяемыми поверхностями. 3. Подать небольшое количество припоя на жало паяльника, так чтобы образовался мостик припоя между КП и выводом (см. рис.).
4. Перемещайте трубчатый припой по кругу вдоль КП в противоположном направлении от жала паяльника (см. рис.).
5. Как только паяное соединение сформировано, отвести пруток припоя.
6. Одновременно отвести жало паяльника. Для образования правильной формы галтели жало паяльника должно двигаться вверх вдоль вывода компонента.
Правило № 2.Необходимо обеспечивать контакт между жалом паяльника и паяемыми поверхностями до тех пор, пока не произойдет формирование галтели припоя
Внимание! Избегайте сильного давления жалом паяльника на КП. Не допускайте контакта жала паяльника с галтелью припоя без использования трубчатого припоя, это может привести к деградации паяного соединения
Возможные проблемы и методы решенияРазбрызгивание. Высокая скорость нагрева. Подавайте пруток припоя на разогретые контактные поверхности (вывод компонента и КП), не подавайте припой на жало паяльника.
Матовые паяные соединения.
Длительный контакт жала паяльника с паяным соединением после отвода прутка припоя из зоны пайки.
Остатки после пайки в виде нагара.
Произвести очистку жала паяльника и губки или заменить жало паяльника.
Избыточные остатки флюса вокруг паяного соединения.
1. Большой диаметр трубчатого припоя, использовать припой меньшего диаметра.
2. Избыточная подача трубчатого припоя в место пайки.
3. Низкая температура пайки, использовать паяльник большей мощности или увеличить температуру пайки.
Описание

Припои оловянно-свинцовые бессурьмянистые марки ПОС 40 относят к категории легкоплавких материалов
Уникальное сочетание основных компонентов позволяет применять припой не только в промышленности, но и в быту. С его помощью можно паять материалы кабельно-проводниковой продукции, различные электронные схемы и даже оцинкованную сталь.
Припой обладает массой достоинств, среди которых:
- низкая температура плавления;
- высокая текучесть расплавленного материала;
- отличная смачиваемость, что обеспечивает прочность соединения;
- отсутствие опасных для здоровья соединений в составе;
- после кристаллизации соединение обладает хорошей устойчивостью к коррозии;
- простые правила применение;
- возможность использования маломощных бытовых паяльников;
- широкий выбор форм выпуска.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
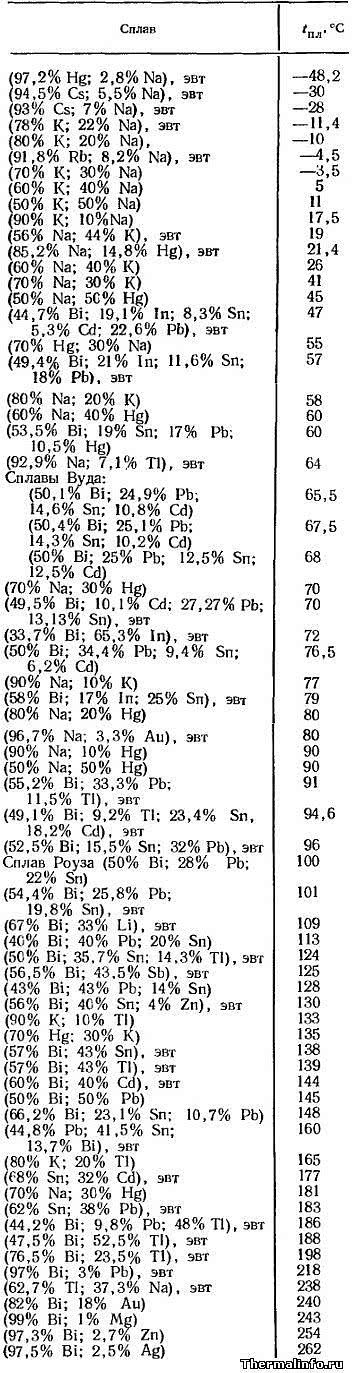
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
При какой температуре плавится медь
Плавления происходит, когда из твердого состояния металл переходит в жидкое. Каждый элемент имеет собственную температуру плавления. Многое зависит от примесей в металле. Обычная температура плавления меди — 1083 ° C. Когда добавляется олово, температура снижается до 930- 1140 ° C. Температура плавления зависит здесь от содержания в сплаве олова. В сплаве купрума с цинком плавление происходит при 900- 1050 ° C .
https://youtube.com/watch?v=IUF4LMRfA0w
 При нагреве любого металла разрушается его кристаллическая решетка. По мере нагревания повышается температура плавления, но затем выравнивается по достижении определенного предела температуры. В этот момент и плавится металла. Полностью расплавляется, и температура повышается снова.
При нагреве любого металла разрушается его кристаллическая решетка. По мере нагревания повышается температура плавления, но затем выравнивается по достижении определенного предела температуры. В этот момент и плавится металла. Полностью расплавляется, и температура повышается снова.
Когда металл охлаждается, температура снижается, в определенный момент остается на прежнем уровне, пока металл не затвердеет полностью. После полного затвердевания температура снижается опять. Это демонстрирует фазовая диаграмма, где отображен температурный процесс с начала плавления до затвердения. При нагревании разогретая медь при 2560 ° C начинает закипать. Кипение подобно кипению жидких веществ, когда выделяется газ и появляются пузырьки на поверхности. В момент кипения при максимально больших температурах начинается выделение углерода, образующегося при окислении.
https://youtube.com/watch?v=6-SNzUUCYOw
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.

Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств. Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В. Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:
- Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.

Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
Химический состав и физические характеристики бессвинцовых припоев популярных производителей
В связи с повышением внимания общества к вопросам экологии теперь при выборе припоев более серьёзно учитывают токсичность его компонентов. В электротехнике и электронике (особенно в бытовой) всё чаще используют бессвинцовые припои.
Производством бессвинцового припоя занимается достаточно большое число разнообразных производителей. Стоит поподробнее рассмотреть химический состав и физические свойства наиболее популярных брендов.
Indalloy 227 – основным назначением данной модели припоя является пайка бессвинцовых материалов и печатных плат. Вещество начинает плавиться при достижении температурной отметки в 187 градусов по Цельсию. Состав выглядит следующим образом (значения в процентах):
- Sn – 77.2;
- In – 20;
- Ar – 2.8.
Alloy H – использования данного припоя в процессе пайки, требует применять метод «волны». Данное вещество категорически нельзя применять для пайки с содержанием свинца и висмута. Оно подвергается плавлению при достижении температурной отметки в 212 градусов по Цельсию. Химический состав выглядит так:
- Sn – 84.5;
- Bi – 7.5;
- Cu – 5;
- Ar – 2.
Оборудование для измерения температуры
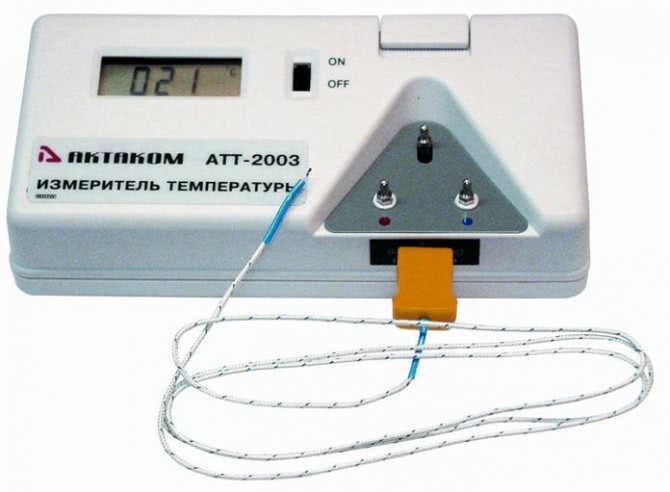
Использование датчиков — наиболее простой метод измерения температуры Чаще всего для определения температурных показателей используются специальные лабораторные трансформаторы. Они есть практически у каждого мастера, всерьез занимающегося ремонтом электроники. Однако есть и более простые способы определения нагрева инструмента.
Например, можно просто измерить, насколько сильно разогрелось жало специальными датчиками. Таких термометров достаточно много и приобрести их можно практически в любом магазине электроники.
Выбирая датчик для отслеживания нагрева паяльной станции, необходимо обращать внимание на его характеристики. Диапазон измерений должен быть от 0 до 700 градусов по Цельсию
Этого будет достаточно для любого паяльника, используемого в домашних условиях.
Люди, которые хотят заниматься пайкой, должны заранее разобраться с особенностями нагрева паяльников. Надо определить оптимальные температуры для разных типов припоя и разобраться со способами определения таких показателей.
Именные сплавы
К оловянно-свинцовым композициям условно можно отнести сплавы, носящие имена ученых-разработчиков. Низкую температуру плавления, всего 94 ℃ имеет эвтектический сплав Розе.
В его составе содержится 50 % висмута. Остальную часть массы приблизительно в равных долях занимают олово и свинец. Материал используется для работы с медью, изготовления элементов автоматики с фиксированной эксплуатационной температурой.
https://youtube.com/watch?v=p03-v2WX3t0
Еще меньшую температуру плавления имеет оловянно-свинцовый припой Вуда. Она равна 68,5 ℃. Материал содержит 50 % висмута, 25 % свинца, а остальную массовую часть поровну составляют олово и кадмий. Применяют при изготовлении датчиков противопожарной сигнализации, прецизионной техники.

Сплав Д, Арсе содержит около 10 % олова, остальные 90 % составляют висмут и свинец в равных долях. Материал имеет температуру плавления 79 ℃. Применяется для спаивания легкоплавких металлов.
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
Другие критерии классификации
Помимо подразделения припоев на два основных типа, их классифицируют по ряду других признаков.
- Тип расплавления. Часть используемых припоев расплавляется полностью, а часть только частично. При этом есть композиционные варианты, которые совмещают в себе оба сплава.
- По основному химическому элементу. Припой принято называть тем металлом, который присутствует в его составе в наибольшем количестве.
- По способу получения припоя. Некоторые припои продаются в готовом виде, а некоторые образуются прямо в процессе пайки. Последние представляют собой соединение слоев сплавов, флюса, канифоли, фольги.
- По наличию флюса. Часть припоев необходимо флюсовать отдельно в процессе пайки, а часть сразу имеет необходимое покрытие.
- По форме изделий. Наиболее распространены проволочные, прутковые, трубчатые припои. Для специализированных задач могут использоваться листовые, порошковые и даже пастообразные варианты.