Холодная пайка
Этот способ используют не очень часто. Для него используют агрессивный клей. Как и два предыдущих способа, это также требует подготовки к соединению:
- Вырезать заготовки по нужной длине;
- Обработать их обезжиривающими средствами;
- Нанесение пометок маркером.
Клей накладывают на все детали для соединения. В необходимом размещении их держат 15 секунд. Такую трубомагистраль можно использовать уже через час. До этого времени все скрепляемые части должны находиться неподвижно.
Уровень плотности такого соединения сравнивают со сваркой. Но, его используют только для укладки сети холодного водоснабжения.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности
Этап #1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Есть смысл приобретать новый инструмент, если планируется сборка системы водоснабжения «с нуля» с дальнейшим обслуживанием. Для разовых работ оборудование можно арендовать утюг для сварки ПП труб или взять на время у знакомых. Кроме специальных инструментов потребуются уровень, маркер, линейка или рулетка.
Этап #2 – разметка и нарезка труб
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.
Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Этап #3 – соединение элементов и нагрев
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума
Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.
Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Предварительная подготовка
Сварка полипропиленовых труб невозможна без проведения ряда предварительных работ. Поверхности необходимо протереть ветошью и обезжирить с помощью специальных жидкостей.
После этого работы нужно выполнять в следующем порядке:
- Разогрев сварочного аппарата. Время накала напрямую зависит от температуры окружающей среды и может занимать от 2 до 10 минут. Оптимальная температура – около 260 градусов.
- Проверка режущих инструментов. Для качественной спайки огромную роль играет и срез – он должен быть идеально ровным, без трещин и заусениц. Если такового не получается, необходимо хорошо заточить инструмент и проверить качество среза на тестовом образце.
- Подготовка труб. Перед началом работ их нужно разрезать по заранее определенным размерам. Если предстоит спаивать элементы диаметром более 4 см, на конце следует сделать скос под углом в 45 градусов. Такой подход позволит избежать задирания при попытке соединения.
- Разметка. Обязательным действием перед началом работ является разметка глубины захода трубы в фитинг. Заводить ее до упора категорически запрещено! Внутри должен оставаться зазор примерно в 1 мм.
Полипропиленовые трубы обладают отличными эстетическими и эксплуатационными качествами
Для тех, кто желает выполнять все работы исключительно по правилам, существует специальная таблица, где четко прописаны температура и время нагрева для наиболее распространенных вариантов труб.
Типы полипропилена и его свойства
Промышленный полипропилен отечественного производства выпускается в соответствии с техническими требованиями ГОСТ 26996-86. Он классифицируется на материал низкого и высокого давления и обладает следующими физико-механическими свойствами:
-
- Плотность, г/см 3 – 880…910;
- Влагопоглощение, %, не более – 0,03;
- Предел прочности при растяжении, МПа – 130…250;
- Ударная вязкость, Нм, не менее – 0,4;
- Твёрдость по Роквеллу, HRB, не менее — 65;
- Предел термической стойкости, С – 70…115.
Химическая стойкость данного пластика превосходна: материал устойчив к водным растворам кислот (за исключением концентрированной азотной кислоты), щелочей и солей, а также к большинству органических растворителей. Относясь к группе термопластов, он может использоваться при температурах до 55….60 ° С в условиях постоянного давления и при температурах до 80…110 ° С в условиях гравитационного потока
Для промышленных применений важно также то, что полипропилен является самым легким из всех марок термопластмасс

Выбираем качественные изделия
В зависимости от эксплуатационных параметров будущей системы нужно выбирать определенный тип труб. Существует классификация, которая поможет в решении этого вопроса.
Для прокладки холодного водоснабжения рекомендуется применять трубы PN16. Они характеризуются относительно тонкой стенкой и максимальным температурным режимом эксплуатации до +40°С. При превышении данного показателя произойдет деформация изделия, что приведет к потере герметичности.
Универсальные изделия маркируются обозначением PN20. Они способны выдерживать кратковременное воздействие температуры до 95°С и рассчитаны на номинальное внутреннее давление 2 МПа.
Как паять полипропиленовые трубы для отопления? Для этого рекомендуется выбирать модели PN25. В их конструкции предусмотрена защитная оболочка (из алюминия или стеклопластика), которая препятствует деформации изделия при высоких температурах.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам — что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует
температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку
можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет
приобретение новой.
Тем не менее, временно выйти из положения при слишком «липкой» насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы
и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.
Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.
Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке — узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
Оцените публикацию:
- Currently 3.85
Оценка: 3.8 (33 голосов)
Способы соединения полипропиленовых труб
Сборка трубопровода из полипропиленовых заготовок осуществляется двумя способами: прямой и посредством дополнительных соединительных элементов различного назначения. Первый вариант актуален для элементов, диаметр которых превышает 40-63 мм, так как изделия имеют достаточно толстые стенки
Здесь важно соблюдать несколько условий:
- идентичные размеры в поперечном сечении, толщине;
- точное совпадение торцевых кромок;
- строгая соосность.
Метод муфтовой сварки применяется для тонкостенных (до 4,5-5 мм) изделий с наружным диаметром от 16 до 40-63 мм. Подобные заготовки актуальны для устройства водопровода и отопительной системы в жилом секторе. Здесь для сборки магистралей применяются дополнительные соединительные фитинги, один или все патрубки которых изготовлены из термопластичного полимера. Стоит отметить, что внутренний и наружный диаметр используемых деталей должны быть близки по значениям, но отличаться в большую сторону в пользу второго размера.
Муфты по назначению классифицируют на несколько основных групп:
- переходники по размерам;
- соединители под разным углом;
- разветвители от одного на несколько каналов;
- элементы с резьбовым наконечником для формирования разборных узлов;
- краны, запорная арматура.
Для осуществления пайки полипропиленовых труб в труднодоступных местах и в целом по муфтовой технологии применяется компактное оборудование, доступное для домашнего мастера. Здесь суть сварки заключается в том, что заготовки вставляют в дополнительный соединитель. Метод сравнительно с прямым (стыковочным) проще в реализации, поэтому нередко выполняется без привлечения профессиональной помощи.
Ошибки, недопустимые при пайке труб
Основными ошибками бывают:
- недогрев или перегрев полипропилена;
- нарушение соосности стыкуемых деталей;
- нарушение процесса пайки;
- неправильный выбор материала или размера.
Если нагревать полипропилен больше положенного времени, возникает наплыв пластика внутри трубы, что уменьшает ее пропускную способность. При недостаточной температуре полипропиленовый стык получается непрочный и прослужит короткое время. Если оси стыкуемых заготовок не совпадают, появляется перекос трубопровода, что ухудшает его работу. При стыковой сварке материал стыкуемых поверхностей должен быть одинаковым, иначе прочность шва нарушается.
Пайка полипропиленовых труб – процесс непростой, но выполнимый. Важным моментом является выбор качественного материала, удобного и надежного паяльника. При проведении работ следует соблюдать меры безопасности, иметь защитную одежду и рукавицы, обязательно проветривать помещение.
https://youtube.com/watch?v=MNUPdMSXQzc
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является:
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью. Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Преимущества пластиковых труб и их виды
Трубы из высокомолекулярных соединений появились на рынке относительно недавно и уже успели завоевать популярность.
Можно назвать несколько причин этого:
- небольшой вес изделий – трубы из любого полимера, даже армированные алюминием, гораздо легче металлических изделий с аналогичными габаритами;
- меньшая цена – трубы из стали, чугуна, тем более цветных металлов стоят значительно дороже пластиковых;
- устойчивость к коррозии – полимеры, в отличие от стали, не разрушаются при долгом контакте с водой;
- химическая индифферентность – продукция не реагирует с кислотами, щелочами и другими агрессивными средами;
- простота присоединения труб друг к другу – любое соединение пластиковых труб требует значительно меньше усилий и затрат времени, чем в случае металлических изделий. При замене коммуникаций часто возникает непонимание, как соединить металлическую трубу с полипропиленовой, поэтому в этом стоит разобраться детальнее.

Среди недостатков пластмассы можно отметить:
- меньший срок службы продукции;
- небольшую механическую устойчивость;
- малые, по сравнению с изделиями из сплавов, верхние значения рабочих температуры и давления.
В большинстве случаев при обустройстве домашнего водопровода плюсы полимерных труб перевешивают их минусы.
По материалу изготовления полимерные трубы бывают:
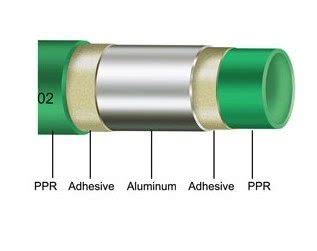
- Полипропиленовыми (PP, ПП, ППР). Такие изделия выпускают как цельными (однослойными), так и многослойными, в том числе армированными алюминиевой фольгой, придающей пластику большую прочность.
- Полиэтиленовыми (PE, ПЭ). Максимальная рабочая температура среды, которую эти трубы может переносить, самая низкая в ряду пластиковой продукции, однако они очень успешно применяются при обустройстве наружных трубопроводов.
- Поливинилхлоридные (PVC, ПВХ). Отличительная особенность изделий из этого материала – возможность соединять их «холодной» сваркой, то есть полимерным клеем.
Далее будет рассказано об особенностях сварки труб из этих материалов, в частности, о температуре и времени пайки полипропиленовых труб.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
https://youtube.com/watch?v=fUJLd3OSuJ0
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же: