Типы труб из полипропилена
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.
Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
|
Тип изделия и соответствующая ему маркировка |
Назначение | Температура среды, С |
Рабочее давление, МПа |
|
PN10 |
Для холодного водоснабжения и теплых полов | 20 для холодного водоснабжения, 45 для полов теплой системы | 1 |
| PN16 | Для холодного и горячего водоснабжения | До 60 |
1,6 |
|
PN20 |
Для горячего водоснабжения | До 80 | 2 |
| PN25 | Для центральных отопительных систем, армированных изделий, систем горячего снабжения водой | До 95 |
2,5 |
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.
Какой выбрать паяльник для сварки полипропиленовых труб
Как покупать паяльник для труб ППР
 Watch this video on YouTube
Watch this video on YouTube
Какой лучше выбрать аппарат для сварки пластиковой трубы — этим вопрос часто задаются как профессиональные монтажники, так и простые люди, перед приобретением инструмента. Если хотите приобрести аппарат для дома, то подойдёт бюджетный вариант.
С его помощью под силу сварить полипропиленовые трубы небольшого размера. Кроме того, если вы станете использовать паяльник редко, то не требуется большая мощностью, достаточно до 1000.
Из всего ассортимента аппаратов для сварки полипропиленовой трубы, мы постарались представить вашему внимаю самые надёжные, цена который отвечает их качественным показателям.
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.
 Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.
 Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Подготовка к монтажу ПП труб
Чтобы осуществить монтаж ПП труб, важно тщательно изучить схему системы водоснабжения и обогрева, подготовить ряд инструментов и ознакомиться с пошаговой инструкцией. Все работы выполняются в несколько этапов. Все работы выполняются в несколько этапов
Все работы выполняются в несколько этапов.
Этап 1 составление проекта
Перед закупкой материалов для монтажа труб своими руками нужно составить схему их подключения. Для связывания батарей с контуром отопления используют следующие методики:
- Проточная.
- Монтаж с нерегулируемым байпасом.
- Монтаж с вентилями.
- С трехходовым клапаном.
Еще домашний водопровод может отличаться схемой разводки. Сегодня используют две технологии монтажа полипропиленовых труб:
- Параллельная. Выполняется по такому принципу: на входе системы водоснабжения устанавливают коллектор, напоминающий флейту. С его помощью можно создавать ряд отводов в любом удобном направлении.
- Тройниковая (считается традиционным решением).
От каждого отвода протягивают отдельную трубу. Плюсом этой системы является одинаковый уровень давления во всех точках разбора жидкости, а минусом – необходимость использования большого количества труб. При этом, если один элемент будет поврежден, остальные детали будут работать без сбоев.
Последняя схема называется последовательной и заключается в прокладывании единой трубы для всей сантехники. Дальше от нее проделываются отводы посредством тройника.
Этап 2 подготовка инструментов
Работа с полипропиленовыми трубами предусматривает применение специального инструмента. Стоимость всех приспособлений будет варьироваться от 5 до 10 тыс. руб. Базовый набор состоит из:
- Сварочного оборудования или паяльника для работы с полипропиленом.
- Ножниц для нарезки труб.
- Шейвера для удаления покрытия из алюминия.
- Калибратора,с помощью которого можно будет следить за диаметром всех составляющих.
- Деталей для прогревания элементов спайки.
| Фотография инструмента | Название |
|---|---|
| сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра — до 63 мм. | |
| Труборез — идеальное устройство для отсечения полипропилена. | |
| Шейвер — предназначен для удаления слоя армировки. | |
| Торцеватель нужен для качественной стыковки трубы | |
| Маркер для разметки труб. | |
| При помощи строительного уровня и карандаша нарисуйте на стене направление труб | |
| Рулетка — один из главных инструментов в стройке. | |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Кроме того, необходимо найти разводной ключ, рулетку и маркер. Если конструкции из ППР и монтаж трубопроводов внедряются один раз, лучше попросить инструментарий у друзей или взять их в аренду.
Этап 3 выбор полипропиленовых фитингов
Чтобы осуществить прокладку водопровода из полипропиленовых труб своими руками и совместить их с домашней сантехникой, следует приобрести специальные ПП-фитинги. Среди них:
- Переходники.
- Отводы ниппельного типа.
- Соединяющие муфты.
- Тройники.
- Заглушки.
- Крестовины.
- Шаровые краны.
- Хомуты.
Поскольку качество изготовления фитингов может отличаться, необходимо подбирать их с учетом особенностей трубы.
Этап 4 выбор схемы соединения
Для разводки водопровода в квартире полипропиленом, следует найти схему соединения. Специфика пайки может отличаться для труб разного диаметра. Одинаковые по толщине трубы соединяются встык, а разные – с помощью раструбного метода. Он подразумевает собой стык одной части трубы в расширенный фитинг.
1. Верхний шаровой кран на полотенцесушитель. 2. Шаровой кран на перемычку. 3. Нижний шаровой кран на полотенцесушитель. 4. Основной кран на горячую воду. 5. Фильтр – “Грязевик” 6. Счётчик. 7. Фильтр тонкой очистки. 8. Редуктор давления. 9. Коллектор. 10. Основной кран на холодную воду.
Соединение ПП изделий бывает разъемным или неразъемным. В первом случае к концам деталей припаиваются резьбовые фитинги. При неразъемном монтаже сливаются две конструкции из полипропилена.
Работа с трубами из полипропилена
Сегодняшняя система монтажа труб из полипропилена включает в себя все необходимые элементы для соединения труб всевозможных размеров, обводы, арматуру, крепления и включения. Процесс сборки достаточно прост и при наличии необходимых навыков происходит быстро.
Комплект элементов можно подобрать так, как вам хочется, так что в результате получится совершенно уникальная система. Сложность и комплектация зависит только от предпочтений и пожеланий заказчика, то есть вас. Единственной особенностью, которую некоторые относят к недостаткам полипропилена, является сварной метод соединения. После сварки уже невозможно разъединить трубы и исправить ошибку. Поэтому нужно заранее все продумать и постараться избежать неточностей в действиях.
Если разбить процесс сварки труб на отдельные шаги, то он будет выглядеть следующим образом:
- Паяльником для полипропилена необходимо нагреть обе детали, которые вы хотите прикрепить друг к другу.
- После надо соединить нагретые детали;
- Через небольшой промежуток времени вынуть из аппарата уже скрепленные между собой элементы.
Сварка обеспечивает элементам настолько прочное соединение, что разъединить детали, не сломав их, практически невозможно. Вот почему полипропиленовые трубы считаются качественными, долговечными и способны выдерживать практически любое давление.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и
всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус
несколько градусов — не нужно делать температуру больше положенного!
Некоторые «ухари», для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и
существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и
пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая «жопка» на жаргоне сантехников — запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически
низкого напора воды или плохому нагреву отопительных приборов. Появляются «жопки» в результате превышения температуры и времени пайки — выставил высокую температуру на паяльнике или слишком
долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы — нормальная температура пайки и качественный полипропилен заставляют немного
напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены
в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение «пейзаж» или измените масштаб браузера.
Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры
окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить
простую истину — пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при
температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется «ощущение» материала, чувство недогретого или перегретого паяльника. Только
тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух
свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм.
6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю,
что пауза сильно зависит от конкретного материала — полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Лучшие недорогие паяльники для труб
В группу лучших, но недорогих моделей включены паяльники бытового класса, сварка пластиковых труб которыми ограничена бытовыми условиями (дом, гараж, дача или квартира). Характеризуются они более дешевыми ценами, «слабой» комплектацией, средними мощностными параметрами. Не исключены мелкие недочеты, такие как небольшой люфт, тонкая платформа без дополнительных креплений. Основные параметры, такие как температурный режим, тип свариваемых труб и фитингов, регулировка нагрева, не существенно уступают профессиональным паяльникам.
1. ELITECH СПТ 800
Паяльник ELITECH СПТ-800 обладает стандартной, привычной конструкцией и типичными параметрами. Мощность аппарата 800 Вт, комплектация урезана – отсутствуют ножницы для труб, рулетка и уровень. Набор насадок от 20 до 63. Это хороший бытовой сварочник, с помощью которого можно проложить трубопровод дома, в квартире, на даче, гараже. Ресурса внутреннего механизма более чем достаточно для нескольких лет неприрывного пользования. Однако бытовая модель паяльника не лишена минусов – ножка паяльника может быть с кривизной и ее придется дорабатывать. Индикаторы нагрева блеклые и на ярком солнечном свете малоразличимы.
Достоинства:
- надежный механизм;
- низкая стоимость;
- качественные кейс;
- хороший выбор насадок;
- среднее энергопотребление – аппарат можно пользовать без серьезной нагрузки на сеть;
- понятная и подробная инструкция.
Недостатки:
скудная комплектация.
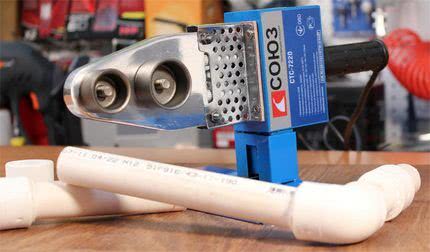
2. СОЮЗ СТС-7220
Паяльники СОЮЗ уже несколько лет пользуются большой популярностью среди знающих мастеров. При минимально низкой цене эти устройства способны исправно работать не один год, без перегрузок и отказа. Здесь стоит отметить хорошую защиту от перегрева, быстрый и стабильный нагрев, качественное тефлоновое покрытие насадок. Удешевили паяльник за счет уменьшенной подошвы, где есть только два отверстия для насадок. В комплектации добротный кейс с металлическими защелками, одна отвертка и шесть хороших матриц диаметром от 20 до 63 мм. Стандартный диаметр отверстий на утюге позволяет докупать матрицы других диаметров.
Достоинства:
- низкая цена при хорошем качестве исполнения;
- наличие кейса;
- качественные матрицы;
- длинный сетевой кабель;
- гарантия 14 мес.
Недостатки:
- качество сборки и деталей паяльника хромает;
- большое энергопотребление – 2 кВт.
3. Kolner KPWM 800MC
Сварочник для полипропиленовых труб от Kolner на 100% является бытовым и подходит для сборки водопровода дома или полива на дачном участке. В подтверждение тому цена ниже аналога от СОЮЗ, урезанная комплектация и всего три насадки-матрицы диаметрами 20, 25 и 32 мм. Паяльник с максимально простой компоновкой не имеет регулятора температуры, укомплектован простейшей подставкой, которую пользователям часто приходится «дорабатывать напильником». При своей экономичности аппарат справляется с поставленными задачами и обходится дешевле, чем аренда инструмента.
Достоинства:
- лучший недорогой паяльник для труб на рынке;
- привычная конструкция;
- компактные размеры;
- скорость нагрева;
- хороший термостат и качественный прогрев заготовок.
Недостатки:
- матрицы только трех диаметров с бюджетным тефлоновым покрытием;
- нет регулировки температуры.
Порядок выполнения пайки
Многих мастеров интересует, как паять пластиковые трубы для водопровода паяльником. При этом требуется учитывать много особенностей.
Подготовка к свариванию
Перед установкой новых труб следует нанести схему трубопровода. Чтобы не подгонять изделия по размеру, нужно заранее измерить длину трубопровода. При использовании муфт для соединения стоит сделать запас на установку.
 Перед выполнением сварки нужно подготовить все необходимое
Перед выполнением сварки нужно подготовить все необходимое
Подготовка оборудования
Паяльник нужно поставить на ровной площадке, чтобы он случайно не перевернулся. Насадки требуемого диаметра следует расположить рядом. Прогревание нагревательного элемента осуществляется равномерно до определенной температуры. Для пайки пропилена нужно работать устройством, нагретым до 260 градусов.
Подготовка труб к свариванию
Как же паять полипропиленовые трубы для отопления своими руками паяльником? Для начала края нужно обрезать специальными ножницами. Это делают под прямым углом. После чего место среза необходимо отшлифовать и обезжирить. Для этого стоит пользоваться мыльным раствором.
Разогрев полипропилена
При разогревании труб нужно контролировать глубину
Важно следить за временем нагревания. В противном случае есть риск деформации поверхности
Это станет причиной искривления геометрии. Как следствие, состыковать детали без зазоров не удастся.
Особенности пайки
Варить трубы из полипропилена требуется быстрыми движениями. При этом нужно прикладывать нагретые фрагменты друг к другу
Важно учитывать, что участок трубы должен войти в стакан фитинга до требуемой глубины
Охлаждение и проверка герметичности
Шов запрещено принудительно охлаждать. Температурные колебания могут привести к появлению трещин и искривлениям в области плавления.
VALTEC ER-04
Сантехнический инструмент используется для контактной сварки труб и муфт из полипропилена. Упакован в металлический ящик вместе с подставкой-станиной, уровнем, комплектом сменных нагревательных элементов разного диаметра, ножницами, рулеткой и шестигранным ключом для фиксации матриц. Прилагается руководство по эксплуатации. Электропаяльник разогревается за 10 минут. На корпусе прибора размещается индикаторная лампочка включения и контроля нагрева, степень которого можно регулировать.
Комплект сварочного оборудования имеет следующие преимущества:
- Мощность в 1500 Вт;
- Высококачественные сменные насадки для точной пайки;
- Возможность соединять разноразмерные детали;
- Наличие термостата;
- Удобная транспортировка в строительном ящике.
Из недостатков отмечают:
- Короткий сетевой шнур;
- Низкое качество насадок;
- Неудобную подставку.
Какая должна быть мощность у паяльника
Даже среди знакомых монтажников я часто слышу, что надо брать агрегат помощнее. Например, 1,5 киловатта, а лучше двухкиловаттный.
Мощность сварочного аппарата влияет на время разогрева насадок до температуры 260°C. Примерно при такой температуре сваривается полипропилен.
А зачем большая мощность, если она особо ни на что не влияет? У сварочного агрегата Heisskraft мощность 800 ватт, у Дитрона 650 Ватт. И они оба трубы диаметром 63 мм спокойно сваривают.

При большой мощности сварочника нужно будет заморачиваться с электрическими удлинителями. Поверьте, есть разница таскать по стройке 100 метровый удлинитель, сечением 1,5 мм² или 4 мм².
Если вы не планируете сваривать трубы, диаметром выше 63 мм, то вам подойдет любой паяльник, мощностью до 1 кВт.
Как не ошибиться с выбором?
Пайка полипропиленовых водопроводных труб происходит при повышенном температурном режиме. Для выбора правильного устройства, которое обеспечит герметичное крепление и безопасное проведение работ, нужно ориентироваться на несколько значимых характеристик.
Во-первых, обратите внимание на мощность сварочного аппарата. Чем выше этот показатель, тем лучше производительность и максимальная температура нагрева
Агрегат должен хорошо разогревать шов, не плавя материал до клейкого состояния и не оставляя чёрных следов. Предпочтительно использовать устройства ручного типа с мощностью до 2000 Вт.
Во-вторых, посмотрите комплектацию сварочных насадок. Здесь аналогично – чем больше, тем лучше. Бытовые устройства способны работать с диаметром труб не более 50-63 мм. Свыше этого показателя начинается профессиональная пайка, требующая иного вида аппаратов. Средний и малый диаметр лучше всего подходят при самостоятельной прокладке коммуникаций и дальнейших работ.
В-третьих, оцените материал покрытия устройства и его комплектующих. Идеальным на сегодняшний день является тефлоновое термостойкое покрытие, обеспечивающее поддержание температуры устройства и не позволяющее ему уйти за допустимые границы. Не стоит выбирать аппараты с незащищённым металлическим или пластиковым покрытием – эти материалы подвержены разрушению.
Безопасность и простота использования должны быть приоритетными показателями при выборе сварочного аппарата для труб. При отсутствии в наборе, обязательно приобретите перчатки и труборез, чтобы облегчить процесс пайки, а также, чтобы обезопасить себя от возможных травм и ожогов.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
https://youtube.com/watch?v=JPJe4f-AlxM
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
|
Диаметр трубы (мм.) |
Время сварки (сек.) |
Время нагрева (сек.) |
|
20 |
4 |
5 |
|
25 |
4 |
7 |
|
32 |
4 |
8 |
|
40 |
6 |
12 |
|
50 |
6 |
18 |
|
63 |
6 |
24 |
|
75 |
8 |
30 |
|
90 |
8 |
40 |
|
110 |
10 |
50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Как подготовить паяльник к работе
Сперва сварочный аппарат нужно хорошо закрепить. Когда начинается прогрев, детали подвергаются давлению, которое передается паяльнику
Чтобы было удобнее работать, важно обеспечить аппарату неподвижность
На инструмент надевается нагревательная пара. Далее устанавливается нужная температура нагрева, подается напряжение. Когда свариваются трубы из ПП враструб, температура нагрева должна быть в пределах 260±10 °С, что превышает значения, при которых полипропилен становится вязким и текучим.
Таким образом происходит быстрое оплавление верхнего слоя трубы совместно с фитингом. В результате деталь легко снимается без прогрева всей толщины стенки. При другом значении температуры, когда элементы становятся мягкими, выполнить соединение будет невозможно.
ELITECH СПТ 1500
Техника комплектуется аксессуарами, необходимыми для монтажа труб. Стыковая сварка исключает человеческий фактор, обеспечивая наилучшее качество соединений. Струбцина встроена в подставку, можно зафиксировать паяльник на верстаке. В наличии 2 ТЭНа. Прочие технические характеристики указаны в таблице ниже.
| Параметры товара, мм | 619х112х283 |
| Комплектация | Головки, резак, уровень, рулетка, перчатки, набор инструментов, кейс |
| Диаметр насадок, мм | 20, 25, 32, 40, 50, 63 |
| Тип головки | Парная |
| Мощность, Вт | 1500 |
| Тип сварки | Муфтовая |
| Форма нагревателя | Мечевидная |
| Терморегулятор | Имеется |
Достоинствами оборудования являются:
- Удобная прорезиненная ручка;
- Широкий диапазон рабочей температуры;
- Термостат;
- Универсальность;
- Раздельные включатели для ТЭНов;
- Индикатор включения;
- Подставка со струбциной.
Короткий шнур является минусом этого паяльника.
Критерии выбора паяльника для полипропиленовых труб
Для правильного выбора паяльника для труб следует обращать внимание на основные факторы:
Температурный диапазон. Оптимальным является разбег от 50 до 300 градусов – это продиктовано технологией сварки полипропиленовых труб. Меньшей температуры может оказаться недостаточно, а высокий нижний порог не позволит варить малые диаметры.
Мощность. Минимальный показатель – 600 Вт и выше, хорошая мощность варьируется от 1,1 до 1,5 кВт. Аппараты, потребляющие от 2 кВт относят к полупрофессиональным или профессиональным, такие характеристики полезны, если паяльник используется часто.
Конструкция и защитные опции
Важно, чтобы аппарат имел качественную защиту от перегрева – это убережет рабочую подошву и внутренний механизм от поломки. Также следует выбирать модели с надежной, устойчивой опорой и четким регулятором температуры.
Комплектация
Необходимо наличие в комплекте матриц, соответствующим диаметру труб (20, 25, 32 мм или других), поэтому область предстоящих задач нужно определять до покупки. Помимо самого пайщика и матриц требуется рулетка, специальные ножницы, уровень, разметочный карандаш, шестигранный ключ, отвертка и перчатки для защиты от ожогов. Удобно, когда все аксессуары уже включены в комплекте.
Какие параметры является основными для выбора аппарата для сварки
Основными элементами аппарата для сварки полипропиленовых труб выступает нагреватель и матрица. Они отвечают за нагрев и соединение элементов конструкции между собой, в результате чего получается шов высокого качества.
Критерии выбора инструмента для сваривания пластиковых труб:
- Мощность — от 600 до 2000 Вт. Влияет на уровень производительности, в частности на скорость нагрева полипропилена (в зависимости от диаметра изделия). Чем показатель больше, тем быстрее происходит сваривание.
- Насадки (их количество и размер) — влияет на ширину диапазона диаметров полипропиленовых труб, которые можно соединять.
- Регулировка температуры — у разных производителей полипропиленовых труб отличается температура плавления материала (может варироваться от 220 до 260 градусов по Цельсию), так же на степень нагрева может влиять температура окружающей среды (например, зимой на улице). Поэтому лучше отдать предпочтение прибору с наличием температурной регулировки.
- Защитные функции — защита от перегрева и загрязнений убережёт от случайных поломок.
При выборе паяльника надо учитывать его мобильность и безопасность, а также форму нагревательного элемента. Она бывает:
- Мечевидная (утюг) — широкая пластина напоминающая меч, с зафиксированной на ней насадкой. Такой инструмент предназначен для стационарного использования на столе.
Мечевидный паяльник называется так из-за формы пластины, которая передаёт температуру матрице. Кроме того, при установке нескольких парных матриц, возможно, сваривать полимерные трубы с разным диаметром.
Инструмент рекомендован для стационарного использования. Этим паяльником удобно сшивать в легкодоступных местах. А также, возможна установка одновременно нескольких матриц.
 Мечевидные сварочные аппараты
Мечевидные сварочные аппараты
- Цилиндрическая — элемент нагрева в форме цилиндра. Рекомендуется для сварки при сложной развязке ПВХ трубопровода. Возможна стационарная работа, для этого в комплекте есть подставка.
Насадки на таких паяльниках цилиндрической формы, устанавливаются с торца, и крепятся на болты. Так как, удалённость матрицы от начала цилиндра не имеет ограничений, то пайку трубы можно производить в самых трудных местах, например, около стены.
Возможно производить работы на различных участках открытого трубопровода, и в стационаре.
 Цилиндрический сварочный аппарат
Цилиндрический сварочный аппарат
О типовых конструкциях
Держатели и нагревательные элементы размещаются внутри. Держатель изолирован, что позволяет сохранять одно положение инструмента во время работы. Нагревательный элемент отвечает за процесс плавления. Конструкция у всех аппаратов для сварки примерно одинаковая.
Если требуется сварка труб больших диаметров – берутся приспособления с довольно сложной системой, позволяющей управлять процессом пайки
Ведь важно сделать так, чтобы нагрев конструкции не был слишком сильным. Иначе трубка или муфта могут полностью расплавиться
Конструкции часто снабжаются защитными функциями, с помощью которых регулируется не только температура на рабочем нагревательном устройстве, но и время, за которое плавится труба или фитинг.
Температура вместе со временем привязываются к толщине стенке муфты и диаметру изделия.
Как правильно выбрать насадки
- Для паяльников с меньшей производительностью надо выбрать меньший диаметр, которым обладает насадка. Маломощные приборы просто не способны прогреть слишком большие насадки. Перед покупкой паяльника надо убедиться в том, что эти два элемента в комплекте соответствуют друг другу.
- Специалисты рекомендуют при выборе учитывать свои личные потребности. Профессиональным мастерам надо работать с насадками и с 10, и со 110 миллиметрами. В домашних условиях в основном интерес представляют только три варианта – 16, 24 и 32 мм. В этот размерный ряд укладывается любой домашний трубопровод. Бессмысленно приобретать насадки большего диаметра.
- Важен и материал изготовления. Тефлоновое покрытие и хорошая теплопроводность – наиболее актуальные требования.

Чем больше насадок, тем лучше. Правда, стоит учесть, что цена растёт вместе с увеличением их размера.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Смотреть видео урок для начинающих сварщиков – как правильно паять
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
 Watch this video on YouTube
Watch this video on YouTube
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали
На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.
Разогрев деталейИсточник http://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.
Подрезка размераИсточник bober.ru
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Похожие записи:
 Направляющая для дрели или шуруповерта своими руками
Направляющая для дрели или шуруповерта своими руками
 Как установить экран для ванной: пошаговая инструкция по установке
Как установить экран для ванной: пошаговая инструкция по установке
 Замена дверных замков москва
Замена дверных замков москва
 Рейтинг самых мощных антенн для цифрового тв
Рейтинг самых мощных антенн для цифрового тв
 Линолеум на кухню: какой лучше выбрать и как он выглядит на фото в интерьере?
Линолеум на кухню: какой лучше выбрать и как он выглядит на фото в интерьере?
 Как сделать ворота для частного дома из металлопрофиля: чертежи + поэтапная инструкция изготовления
Как сделать ворота для частного дома из металлопрофиля: чертежи + поэтапная инструкция изготовления