Особенности
Стоит сразу оговориться, что сварка меди достаточно близка со сваркой её сплавов. В различных источниках эти термины даже употребляются как синонимы. Температура плавления меди составляет 1080-1083 градуса (колебания обусловлены, видимо, допустимым по стандарту вхождением примесей). Когда металл прогрет до 300-500 градусов, он становится ломким (профессионалы именуют это свойство горячеломкостью). В расплавленном состоянии медь начинает поглощать водород и кислород.

Поскольку медь очень хорошо проводит тепло, её надо варить на больших токах. Это тоже создаёт известные затруднения при работе в домашних условиях.
Образование закиси меди в процессе работы заставляет действовать быстро. Поэтому сварщика ничто не должно отвлекать. Браться за дело имеет смысл тогда, когда уже есть определённый опыт.
Среди цветных металлов чаще всего приходится сваривать медь с алюминием. Но в этом случае вероятно появление промежуточной фазы, отличающейся особой хрупкостью.


Важно позаботиться, чтобы медная поверхность лучше смачивалась алюминием. Довольно часто приходится также сваривать медь со сталью (в обиходной речи — с железом)
Для успеха требуется только прогреть металл до нужной температуры. На крупных производствах иногда применяется сварка взрывом, но по понятным причинам для рядового сварщика это недоступно. Красную медь со сталью обычно соединяют электродуговым способом с использованием металлических электродов.

Способы сварки медных труб
Технология сварки меди, оборудование и электроды выбираются, прежде всего, в зависимости требуемой герметичности шва, назначения свариваемых труб и прочих желаемых характеристик соединения.
Как правило, применяется два метод соединения медных труб — это газовая (ацетиленовая) и электродуговая сварка. В качестве электродов для электродуговых работ могут применяться как плавкие, так и неплавкие электроды — мы рассмотрим оба вида.
Помимо этого, для соединения медных труб могут использоваться такие технологии, как соединение прессованием и соединение разъемными соединениями — для этого применяются различные соединительные элементы, фитинги и так далее.
Несмотря на то, что эти способы позволяют достичь достаточно прочного и надежного соединения, в данной статье они рассматриваться не будут, поскольку она посвящена именно соединению медных труб.
Сварка медных труб плавкими электродами
Ручная сварка медных труб с использованием плавких покрытых электродов дает возможность получать удовлетворительные свойства сварного соединения, однако состав шва будет иметь существенные отличия от состава металла самих труб — это происходит за счет легирования меди раскислителями во время сварочного процесса.
Раскислители для соединения меди вводятся в проволоку электрода и в его покрытие. При этом для добавок в проволоку электрода могут применяться кремний, марганец, олово, фосфор, цинк и так далее; в покрытие же добавляются такие материалы, как плавиковый и полевой шпаты, ферросилиций, ферромарганец, кремнистая медь и так далее, само же покрытие замешивается, как правило, на жидком стекле.
Недостатки этого метода сварочных работ — это сниженная тепло- и электропроводность сварного шва, особенно при работе медными электродами, сильное разбрызгивание, повышенная пористость шва и отличия его химического состава от основного металла.
В качестве плавких электродов используются такие электроды, как «Комсомолец-100», «МН-5», для бронз — «МНЖ5-1».
Возможна сварка меди плавкими электродами с использованием флюсового покрытия — в частности, может применяться керамический флюс типа ЖМ-1. Для того, чтобы повысить характеристики соединения, могут использоваться электроды из бронзы — это, например, электроды БрКМЦ3-1.
Выбор диаметра электрода
Подбирая подходящий диаметр электрода, необходимо обращать внимание на толщину материала или сплава на его основе. Учитывается и то, что в структуре могут появляться поры при сварке на повышенных токах
Специалисты рекомендуют выбирать такой диаметр при определенной толщине меди и сплавов на ее основе. Есть электроды, которые используют для наплавки и сваривания с заблаговременным подогревом до 300 градусов по Цельсию. Есть и малый подогрев со 150 градусов. Возможно сделать это всё и без подогрева. Для меди может применяться ручная сварка угольными электродами или металлическими, аргонодуговая сварка. Сваривание цветных металлов может значительно отличаться от аналогичного процесса для стали, что обусловлено разными физическими свойствами материалов.
Также важны теплопроводность и восприимчивость к воздушным газам, таким как кислород и азот. Медь имеет повышенную текучесть в расплавленной форме, характеризуется увеличенными тепло- и электрической проводимостью. При сварке могут образовываться микротрещины и поры, если отмечается взаимодействие с кислородом и водородом. Чтобы не допустить такой дефект, необходимо использовать только хорошо раскисленный металл.
Сварка по меди своими руками осуществляется хорошо прокаленными электродами. Детали должны быть подготовлены в местах наложения швов. Здесь требуется зачистка до металлического блеска с удалением загрязнений и жиров.
Применяемые электроды
Из всего многообразия электродов по меди следует делать выбор в зависимости от способов сварки. Также учитывается толщина свариваемых изделий.
Комсомолец-100
Это наиболее часто применяемый вид электродов для работы с технически чистыми марками меди ручным дуговым способом. При работе с ними следует выбирать постоянный ток и устанавливать обратную полярность. Сварка производится с предварительным нагревом деталей.
Стержень Комсомольца-100 выполнен из проволоки марки М1, а покрытие называется специальным. Размер поперечных сечений — 3,0; 4,0; 5,0 миллиметров. При увеличении размера увеличивают значение величины тока.
Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма электродов. Основу химического состава электродов Комсомолец-100 составляет медь. Также в незначительных количествах там присутствуют такие элементы, как марганец, кремний и железо.
Медные электроды марки Комсомолец-100 используют для сварки в нижнем и вертикальном положении шва. Могут быть использованы также для соединения медных изделий с выполненными из стали.
ОЗБ-2М
Медные электроды для сварки меди и соединений на ее основе ОЗБ-2М имеют основное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,4 килограмма электродов. При установлении режима выбирается постоянный ток, а полярность выставляется обратной. ОЗБ-2М выпускаются диаметрами 3,0 и 4,0 миллиметров.
К преимуществу относится возможность осуществлять сварку в различных положениях — нижнем, наклонном, горизонтальном. При вертикальном положении шва выбираются движения электрода из нижнего положения наверх. Полученный шов обладает высокой износоустойчивостью.
ОЗБ-3
Такие медные электроды для контактной сварки помогут осуществить наплавку в нижнем положении при использовании постоянного тока и выставлении полярности обратного типа. Имеют специальное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов.
Прокалка перед сваркой должна составлять два часа. ОЗБ-3 выпускаются диаметрами 4,0 и 5,0 миллиметров. Сварочный процесс должен осуществляться только в нижнем положении. Такой вид электродов также может использоваться для работ с бронзовыми изделиями.
АНЦ/ОЗМ-2
Специфика этих электродов заключается в том, что их можно использовать исключительно для сварки изделий из чистой меди без примесей. Содержание кислорода не должно превышать одну сотую процента.
Вид покрытия — специальный. Применяются при сварке внизу, а также под наклоном. Для сварки одного кило меди потребуется 1,5 килограмма расходняков. Детали небольшой толщины допустимо предварительно не нагревать. Ток должен быть постоянным. Полярность выставляется обратной. Размеры поперечных сечений — 4,0; 5,0; 6,0 миллиметров.
Прокалка перед сваркой должна составлять полтора часа. Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма этих расходняков.
АНЦ/ОЗМ-3
Так же, как и предыдущий вид электродов, используется для сварки чисто медных изделий с содержанием кислорода не более 0,01%. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов. Значения поперечных сечений — 4,0 и 5,0 миллиметров.
АНЦ/ОЗМ-3 во время процесса сварки должны совершать небольшие колебательные движения поперек направления шва. Если свариваются детали толщиной менее десяти миллиметров, то предварительный нагрев не требуется. Обязательное прокаливание займет два часа.
Ручная сварка угольными и графитовыми электродами
Ручная сварка меди угольными и графитовыми электродами применяется ограниченно
и, в основном, для малоответственных изделий. Остановимся, вкратце, на её технологии.
Угольные электроды целесообразно применять при сварке меди, толщиной до 15мм.
При большей толщине применяют графитовые электроды. Угольные и графитовые электроды
затачивают на конус на 1/3 его длины. Сварку ведет на постоянном токе прямой
полярности длинной дугой. Плотность тока на электроде составляет 200-400 А/см2.
Присадочный пруток не погружают в сварочную ванну, а держат на расстоянии 5-6мм
от неё под углом 30° к изделию. Электрод держат под углом 75-90° к изделию.
Для защиты металла от окисления применяют флюс, состоящий на 94-96% из плавленой
буры и 4-6% металлического магния. Флюс наносят на присадочный пруток, предварительно
смочив его в жидком стекле.
Если толщина свариваемого металла превышает 5мм, стыковое соединение сваривают
с разделкой кромок с суммарным углом 70-90°. Зазор между кромками 0,5мм. Сварку
выполняют на графитовой или асбестовой подкладке. Электрод наклоняют «углом
вперёд» на 10-20° от вертикали. Металл толщиной до 5мм проковывают без
подогрева, а при большей толщине — с подогревом до 800°С и последующим быстрым
охлаждением. Сварку рекомендуется выполнять за один проход, чтобы обеспечить
наилучший механические свойства шва.
Электрошлаковая сварка меди и ее сплавов
Применяется для Сu больших толщин 30—55 мм. Легирование шва осуществляют, применяя пластинчатые электроды соответствующего состава. Температура плавления флюса должна быть ниже температуры плавления меди, применяются легкоплавкие флюсы системы NaF—LiF—CaF2, которые обеспечивают устойчивый процесс, подогрев и плавление кромок на требуемую глубину, хорошее формирование шва и легкое удаление шлаковой корки. Особенностью режимов электрошлаковой сварки меди являются повышенные сварочные токи: I = 800÷1000 А, Uд = 40÷50 В, скорость подачи пластинчатого электрода 12— 15 м/ч. Механические свойства металла шва мало отличаются от свойств основного металла: σв=190÷197 МПа, δ=46÷47%, KCU= 1559÷1579 кДж/м2, α=180°.
Под флюсом
Высокое качество шва может обеспечить автоматическая сварка. Именно ее применяют в промышленности, так как механизированный процесс позволяет повысить производительность. Сварка ведется неплавящимся электродом с применением флюса. Детали требуют предварительной подготовки. При наличии зазоров необходимо пользоваться подкладкой.

Присадочная проволока изготовлена из меди М1, М2 или М3. Проволоку предварительно нагартовывают. За неимением такой возможности используют бронзу БрОФ 40-,3 или БрКМц 3-1. следует помнить, что именно медь гарантирует отсутствие трещин в зоне шва. Для ведения подобных работ необходимо оборудование, обладающее механизмом подачи проволоки. Большинство современных инверторов для полуавтоматической сварки оснащены подобной функцией, поэтому работать с медью можно и в домашних условиях.
Свойства материала
Чтобы сварить медь или сплавы на её основе, необходимо выполнять качественный прогрев конструкций. Благодаря отличной теплопроводности достаточно просто обеспечить равномерную температуру на поверхности детали и по толщине материала. Однако получение равномерного прочного шва требует использования определённых навыков.
Особенности сварки:
- при значительном повышении температуры в меди начинают проходить окислительные процессы, в результате которых создаются тугоплавкие фазы повышенной хрупкости, что негативно сказывается на её прочностных и пластических свойствах;
- в ходе охлаждения шва происходит значительная усадка, которая может становиться причиной появления трещин;
- в результате нагрева начинается поглощение газов, повышающие вероятность образования неравномерностей и раковин;
- сварные швы на стыках меди с нержавейкой и другими металлами имеют высокий уровень зернистости, связанной с неоднородностью материалов, соединение становится хрупким и ненадёжным;
- по причине высокой электропроводности на сварочном аппарате требуется выставлять большие токи, что делает бытовые инверторы непригодными для проведения сварных работ;
- из-за высокого уровня текучести металла при нагреве создание швов в вертикальном или потолочном расположении невозможно.
Свойства материала
Чтобы сварить медь или сплавы на её основе, необходимо выполнять качественный прогрев конструкций. Благодаря отличной теплопроводности достаточно просто обеспечить равномерную температуру на поверхности детали и по толщине материала. Однако получение равномерного прочного шва требует использования определённых навыков.
Особенности сварки:
- при значительном повышении температуры в меди начинают проходить окислительные процессы, в результате которых создаются тугоплавкие фазы повышенной хрупкости, что негативно сказывается на её прочностных и пластических свойствах;
- в ходе охлаждения шва происходит значительная усадка, которая может становиться причиной появления трещин;
- в результате нагрева начинается поглощение газов, повышающие вероятность образования неравномерностей и раковин;
- сварные швы на стыках меди с нержавейкой и другими металлами имеют высокий уровень зернистости, связанной с неоднородностью материалов, соединение становится хрупким и ненадёжным;
- по причине высокой электропроводности на сварочном аппарате требуется выставлять большие токи, что делает бытовые инверторы непригодными для проведения сварных работ;
- из-за высокого уровня текучести металла при нагреве создание швов в вертикальном или потолочном расположении невозможно.
Газовая сварка
При единичном производстве и ремонтных работах рекомендуется использовать газовую сварку, в процессе которой осуществляется подогрев и начальная термическая обработка изделия. Невысокие температурные градиенты уменьшают воздействие сварочного термического цикла на металл в зоне сварки (шов, зона термического влияния). Возможно раскисление и легирование металла через присадочную проволоку. Газовую сварку можно применять как для чистой меди, так и для ее сплавов.
Газовая горелка — тепловой источник малой сосредоточенности, поэтому для сварки меди желательно использовать ацетилено-кислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки толщин более 10 мм рекомендуется применять две горелки, из которых одна используется для подогрева, а вторая для образования сварочной ванны.
Для сварки меди и бронз используют нормальное пламя β = vO2/vC2H2 =1,05÷1,10, а для сварки латуней β= 1,3÷1,4 (с целью уменьшения выгорания цинка).
Раскисление металла сварочной ванны, несмотря на защиту от окружающей среды продуктами сгорания, производится извлечением закиси меди флюсами или введением раскислителей через присадочную проволоку.
Сварочные флюсы для меди содержат соединения бора (борная кислота, борный ангидрид, бура), которые растворяют закись меди, образуя легкоплавкую эвтектику, и выводят ее в шлак. Кроме соединений бора, флюсы могут содержать фосфаты и галиды (табл. 27.1).
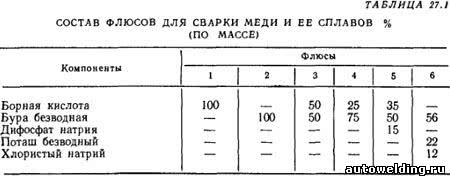
Флюсы наносят на зачищенные и обезжиренные свариваемые кромки по 10—12 мм на сторону. Дополнительно их можно вносить с помощью присадочного металла, на который наносят покрытие из компонентов флюса и жидкого стекла с добавками древесного угля . При сварке алюминиевых бронз в состав флюса надо вводить фториды и хлориды, растворяющие Аl2О3, который получается при окислении алюминия в составе бронзы.
При сварке Сu толщиной до 3 мм разделку кромок не производят, в качестве присадочной проволоки используют медь Ml или М2, так как медь не успевает существенно окислиться. При больших толщинах применяют присадочную проволоку, легированную раскислителями. При сварке медных сплавов состав присадочной проволоки должен совпадать с составом основного металла. При сварке латуней следует применять кремнистую латунь ЛК80-3. Медь больших толщин сваривают в вертикальном положении. После сварки осуществляют проковку в подогретом состоянии (до 300—400 °С) с последующим отжигом. При проковке получается мелкозернистая структура шва и повышаются его пластические свойства.
При правильно выполненной сварке и последующей проковке сварные швы имеют прочность σв= 166÷215 МПа и угол загиба 120—180°.
Скрепление с помощью дуговой сварки
Чтобы получить качественные швы, на производстве и в домашних условиях довольно часто используется электросварка. Работы выполняются при помощи угольных, несгораемых вольфрамовых и молибденовых, медных или бронзовых электродов. Для защиты от образования закиси меди применяют специальный флюс или покрытие, которые под воздействием высокой температуры образуют защитную атмосферу.
Общие особенности выполнения работ:
Сварка медных изделий требует большей силы тока, чем при работе со сталью.
- применяют силу тока большую, чем при работе со сталью;
- предварительно проводят зачистку кромок до металлического блеска или протравку их азотной кислотой с дальнейшим промыванием с помощью воды;
- детали соединяют плотно, чтобы не образовывались зазоры;
- края раскрывают на 90 ° ;
- края листов, толщина которых составляет от 1 до 3 мм, отбортовывают, присадочная проволока не применяется;
- при толщине больше 6 мм детали перед свариванием нагревают до 300-400 ° С;
- после работы швы и переходные зоны проковывают, причем металл до 6 мм проковывают холодным, толще – при нагреве до 200-300 ° С, выше нагревать нельзя, так как металл становится хрупким;
- затем детали отжигают, нагревая до 550-600 ° С, а затем быстро охлаждая в холодной воде.
Применение угольных электродов
Режим работы:
Применяют постоянный ток прямой полярности, напряжение которого 40-55 В, дуга при варке должна составлять 10-15 мм. Сварку проводят без задержек максимально быстро, с применением проволоки из чистой (электролитической) меди или бронзы, содержащей примесь фосфора. Наклон электрода должен составлять 70-80 ° , прутка – 30 ° . Присадку нельзя опускать в сварочную ванну, ее надо держать между электродами и деталями, чтобы расплавленная медь скапывала в шов.
Состав защитных флюсов
Использование электродов из металла
Электроды для сварки используются из меди или бронзы.
Для сварки меди и ее сплавов применяются электроды, изготовленные из меди или бронзы, на которые нанесено покрытие из раскислителя.
Чтобы обратная сторона шва формировалась лучше, выполняется сварка на медной подкладке. Толщина листов при данном методе должна составлять не больше 4 мм. Нужно также внимательно следить, чтобы расстояние между подкладкой и деталями составляло не больше половины миллиметра.
Легче варить детали, насыпая под шов в канавку подкладки тот же раскислитель, из которого сделано покрытие электродов.
Режим работы
При варке применяют такие же флюсы, как и при варке электродуговым методом. Флюс № 4 используют с проволокой, которая не содержит раскислителей.
Более передовой метод – использование при газовой сварке газообразного флюса БМ-1. Наконечник горелки при этом берут на номер больше, чтобы не снижать нагрев и скорость варки.
Технология сварки меди и ее сплавов: бронзы, латуни – значительно упрощается с применением специально разработанного аппарата КГФ-2-66, который обеспечивает засасывание порошкообразного флюса ацетиленом и подачу его прямо в пламя горелки.
После соединения, как и при электродуговой сварке, шов при необходимости подвергают проковке и отжигают.
Если технология сварки полностью соблюдена, то в результате получают швы самого высокого качества, которые обеспечат надежное использование изделия на весь период эксплуатации.
Сварка цветных металлов значительно отличается от сварки сталей. Цветные материалы, как правило, имеют более высокую теплопроводность, в расплавленном состоянии активно реагируют с газами, содержащимися в атмосферном воздухе.
Чтобы исключить негативные последствия, приходится более тщательно готовить изделие к сварке, подбирать и правильно выполнять сам процесс получения неразъемного соединения.
Оборудование техника и технология электросварки цветных металлов достаточно специфичны и во многом зависят от их физико-механических свойств.
Техническая часть сварочных работ
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
https://youtube.com/watch?v=CCtzyoyn120
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
https://youtube.com/watch?v=RxGqxB1vuEM
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
|
Толщина меди, мм |
Диаметр электрода, мм |
Значение тока, А |
|
2 |
2 — 3 |
100 — 120 |
|
3 |
3 — 4 |
120 — 160 |
|
4 |
4 — 5 |
160 — 200 |
|
5 |
5 — 6 |
240 — 300 |
|
6 |
5 — 7 |
260 — 340 |
|
7 — 8 |
6 — 7 |
380 — 400 |
|
9 — 10 |
7 — 8 |
400 — 420 |
Автоматическая сварка под флюсом
Для работы потребуется сварочный автомат, выдающий переменный и постоянный ток. Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.
Сварку проводят одним проходом с использованием присадочной проволоки из меди. Если характеристики по тепло и электропроводности не важны, ее заменяют бронзовой для повышения прочности соединения. Чтобы швы создавались одновременно с обеих сторон, на подкладках под стыком выкладывают подушки из флюса.
При работе с медью и ее сплавами выделяются токсичные газы. Из латуни при сильном нагреве испаряется цинк, образуя ядовитую окись. Поэтому работать надо в респираторах и защитной одежде в помещениях с вытяжной вентиляцией.
Похожие записи:
 Разновидности пластиковых окон по виду профиля и стеклопакета
Разновидности пластиковых окон по виду профиля и стеклопакета
 Трафареты для декора стен: 3 способа декорирования
Трафареты для декора стен: 3 способа декорирования
 Ремонт редукторов болгарок своими руками
Ремонт редукторов болгарок своими руками
 Как установить насос для повышения давления воды в квартире: распишем главное
Как установить насос для повышения давления воды в квартире: распишем главное
 Обои желтого цвета для стен
Обои желтого цвета для стен
 Сам заменил сливное устройство в унитазе
Сам заменил сливное устройство в унитазе