Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
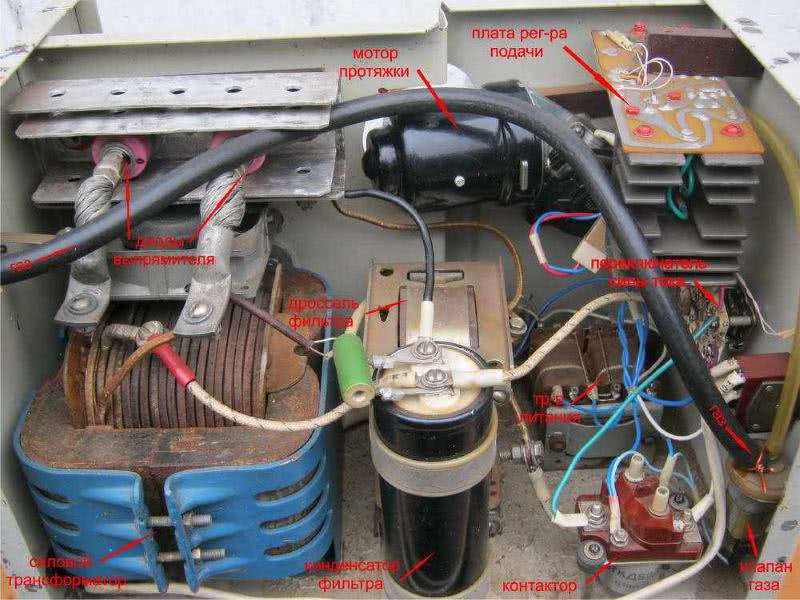
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
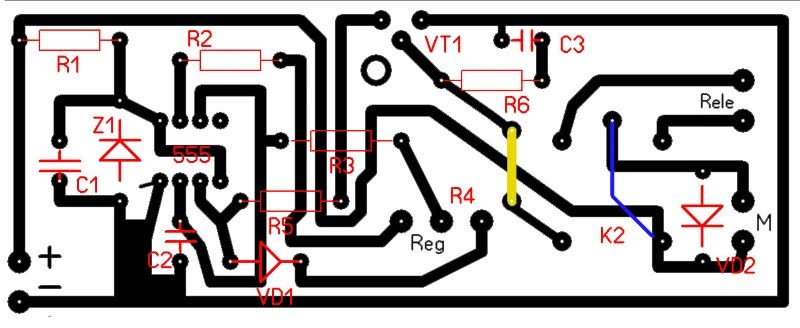
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики
Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения
Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Рациональность изготовления

Безусловно у вас может возникнуть вопрос «А не проще ли купить полуавтомат в магазине?». Ведь покупной инструмент компактней и не нужно тратить много времени.
И вы будете правы задав этот вопрос. Есть несколько причин актуальности этого пути и в каких условиях своими руками делать не стоит, а лучше пойти по пути наименьшего сопротивления.
Плюсы

Самодельный аппарат собранный в гараже
Как уже указывалось ранее – полуавтоматы дорогие, а особенно хорошие полуавтоматы. Если говорить о цифрах, то это минимум 300-400 долларов за инструмент, который вы используете всего пару раз в год. И это только аппарат, а ведь ещё нужны дополнительные материалы как газовые баллоны, проволока, горелка и прочее.
Вы готовы потратить столько денег на вещь, которая вам почти никогда не пригодится? Самодельный полуавтомат не только дешевле, а и может быть качественнее при покупке запчасти нужной вам добротности.
Основная экономия ресурсов будет на покупке инвертора. Всё что от него требуется это высокая мощность, так что его можно купить б/у, поэтому нет потребности в покупке дорогого. Это будет ядро вашего полуавтомата.
В то же время сборка полуавтомата своими руками это интересная и хорошая практика перед тем, как собирать какие-то другие электроприборы. Схемы и примеры таких сборок есть на различных форумах в свободном доступе, так что вы можете развивать свои навыки, ведь это полезное и достаточно увлекательное увлечение.
Минусы

Пример самодельного устройства
Есть несколько причин почему стоит отказаться от этой затеи. Одна из них это то, что у вас не будет гарантии на созданный аппарат. Если вы купите в магазине у вас будет возможность при поломке получить бесплатный ремонт в сервисном центре, а это значительная экономия денежных ресурсов. А самодельный нужно будет либо чинить самостоятельно, либо делать новый. Ещё есть проблема с временем.
Так как самодельным полуавтоматом нужно будет заниматься самостоятельно, то на это уйдёт много времени, чтобы сделать всё качественно, также время может уйти на выяснение причин проблем в работе если вы что-то сделаете не так во время сборки. А для этого нужны также знания электротехники.
Но эта причина не так глобальна как предыдущие так как невозможно взять эти знания из ниоткуда и изучение схем, и попытка следовать инструкциям, и изучение статей это элемент обучения. Главное не пренебрегать источниками дополнительной информации и черпать от них максимальное количество полезных знаний.
↑ Мотаем сварочный трансформатор

Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм. Каркас катушки готов. Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.

Стеклоткань — на мой взгляд, самая лучшая изоляция получаетсяНачинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка.
Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа. Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22. Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться. Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Подбор расходных материалов
Поговорим немного о расходниках, которые мы упомянули выше
Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить
А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.

Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
Это интересно: Разновидности сварных соединений — разбираемся в вопросе
Способы создания и алгоритм действий
Если под рукой есть старый инвертор, сборка полуавтомата не займет много времени. Также можно изготовить эффективное устройство из трансформатора.
Из инвертора
Чтобы переделать инвертор в устройство для сварки, нужно подготовить:
- Средство подачи тока и присадочной проволоки.
- Горелку для формирования газовой среды.
В качестве фиксатора для электродов можно использовать пистолетную рукоять. Проволока будет перемещаться по каналу рукава, который соединяет горелку с оборудованием. Инверторная система должна фиксировать постоянное выходное напряжение.
Подготовленный инвертор нужно слегка переделать. Для этого следует обернуть его трансформатор медной проволокой и термобумагой. Использовать жилу с недостаточной толщиной нельзя, поскольку она будет нагреваться в процессе работы аппарата.

Вы можете легко переделать инвертор в устройство для сварки.
Вторичная обмотка требует дополнительной защиты 3-слойной жестью. Для повышения токопроводимости нужно спаять концы. В качестве источника питания подойдет готовый сварочный инвертор, который следует подключить к корпусу с другими компонентами.
На этапе создания механизма подачи следует учитывать виды и параметры расходного материала. Готовые детали продаются в магазинах электротоваров.
Кроме того, можно изготовить механизм своими руками, используя для этого электромотор от дворников автомобиля, прижимной вал с пружиной, 3 подшипника и металлические пластины шириной 1 см. Все детали следует закрепить на текстолитовой подставке толщиной 5 мм.
Узел горелки относится к расходным материалам со сроком службы не больше 1 года. Принцип действия разных приспособлений идентичный.
В конструкции горелки присутствуют такие части:
- Опора с рукоятью.
- Сопло.
- Крепежные элементы.
- Наконечники.
Детали устройства подвергаются нагреву во время сварки. Под особым воздействием высокой температуры оказываются наконечник и сопло. Материал их изготовления определяет срок службы.
При переделке инвертора важно правильно подключить управляющий элемент, который обеспечивает сохранение и преобразование тока. Кабель питания следует подсоединить к клапану подачи газа и вытяжки проволоки
Для этого нужно установить инвертор с выпрямителем.
При переделке важно подключить управляющий элемент. После подготовки всех компонентов остается собрать аппарат по такому алгоритму:
После подготовки всех компонентов остается собрать аппарат по такому алгоритму:
- Подключить инвертор к блокам питания и управления.
- Заправить устройство проволокой и убедиться в том, что она равномерно распределяется по поверхности.
- Соединить горелку с рукавом, который подключается к баллону. Запустить инвертор и оценить подачу газа.
- Установить преобразователи на радиаторах.
- В зоне наибольшего нагрева закрепить термодатчик, который будет деактивировать систему в случае перегрева.
- Подсоединить силовые компоненты к блоку управления.
- Включить аппарат в сеть, проверить выходной ток (он не должен составлять больше 120 А).
Из трансформатора
Если под рукой есть ненужный сварочный трансформатор, можно превратить его в полноценный полуавтомат. Устройство с постоянным током и встроенным выпрямителем не нуждается в доработке. Модель с переменным напряжением придется переделать.
Для предстоящей сборки нужно подготовить:
- Узел подачи присадочной проволоки.
- Устройство генерации сварочного тока.
- Блок питания.
- Горелку.
- Опорные механизмы.
- Зажимы.
- Рукава.

Из трансформатора можно сделать полноценный полуавтомат.
В качестве источника питания может использоваться трансформатор. Он определяет мощность и производительность всей системы. Корпус можно изготовить из ящика или короба подходящего размера. Лучше выполнить его из пластика или металлических листов. В корпусе должны находиться трансформаторы, которые подключаются к первичной и вторичной обмотке.
https://youtube.com/watch?v=vqDL11gPLxg
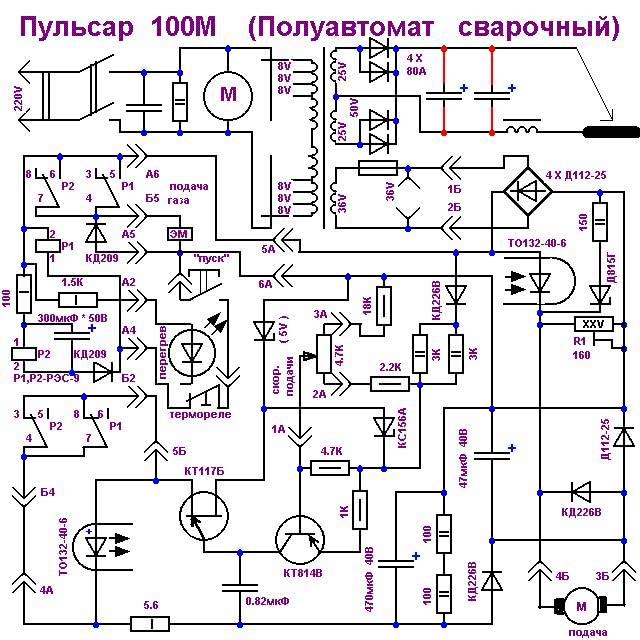
↑ Схема
Исключён фрагмент. Полный вариант статьи доступен меценатам и полноправным членам сообщества. Читай условия доступа.
Устройство (рис.1) состоит из сварочного трансформатора (промышленного или самодельного), диодно-тиристорного выпрямителя со схемой управления, сглаживающего конденсатора С1 и дросселя L1.
Фактически — это простой регулятор мощности. Так как питание схемы управления стабилизировано, установленное значение сварочного тока поддерживается довольно стабильно. Из-за наличия в схеме фильтрующих элементов С1 и L1, пульсаций напряжения на выходе практически нет. Дуга держится надежно, и качество шва получается высоким. Схема управления — это фазоимпульсный генератор на аналоге однопереходного транзистора, собранный на двух транзисторах разной проводимости. Питается от вторичной обмотки сварочного трансформатора Т1 через диодный мост VD1 и стабилизатор, образованный стабилитронами VD2, VD3. Их можно заменить одним на соответствующее напряжение стабилизации. Резистор R1 ограничивает ток, протекающий через стабилитроны. В зависимости разных выходных напряжений сварочных трансформаторов приходится подбирать R1 для оптимального тока стабилизации стабилитронов VD2, VD3 и устойчивой работы фазоимпульсного генератора. Переменным резистором R2 производится регулировка сварочного тока. Он изменяет время заряда конденсатора С1 до напряжения открывания ключа на транзисторах VT1 и VT2. При желании расширить диапазон регулировки тока (в меньшую сторону), увеличивается сопротивление R2 до 100 kOm. Управление мощными тиристорами VS1, VS2 , производится с помощью маломощных VS3 и VS4, которые, в свою очередь, запускаются генератором через импульсный трансформатор T2.
Полуавтомат трансформатора
При наличии ненужного сварочного устройства этого типа можно собрать рабочий полуавтоматический аппарат. Прибор с постоянным током и выпрямителем не требует доработки. Работающий с переменным напряжением трансформатор нужно переделывать.
Необходимые инструменты
Для сборки сварочного аппарата в домашних условиях применяют такие приспособления:
- механизм подачи проволоки;
- блок формирования сварочного тока;
- питающее устройство;
- горелку;
- опорную часть;
- рукава;
- зажимы.
Выбор элементов
Перед тем как сделать аппарат своими руками, нужно правильно подобрать следующие компоненты:
- Источник питания. Для создания этого элемента используют трансформатор. От этой детали зависит производительность агрегата.
- Корпус. Используют короб или ящик нужного размера. Он должен быть сделан из металлических листов или пластика. В корпус устанавливают трансформаторы, подключаемые к первичным и вторичным бобинам.
- Охлаждающая система. При длительной работе сварочный аппарат перегревается. Самый простой способ охлаждения – установка вентиляторов. Эти устройства монтируют в боковых частях корпуса, напротив трансформатора.
Схема полуавтомата
Чертеж полуавтомата включает электронный блок, высокочастотный тиристор, специальные выпрямители. Будущий аппарат должен обладать оптимальной для образования сварного соединения силой тока, скоростью распределения проволоки, напряжением. Для обеспечения этих характеристик потребуется источник формирования электрической дуги.
Подготовка оборудования
Чтобы подготовить аппарат к работе, нужно переделать следующие блоки:
- Трехфазный трансформатор. Его превращают в источник постоянного тока. Для этого устанавливают фильтры и диодный мост. Первый удерживает стабильную дугу, второй – выпрямляет напряжение. Подсоединение фильтра нейтрализует перепады напряжения.
- Дроссельный элемент. Его получают путем обматывания старого трансформатора. Подойдет деталь от старого советского телевизора. Элемент имеет 2 катушки, расположенные на округлом сердечнике, состоящем из 2 частей. Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.
Процесс создания сварочного аппарата
После выполнения всех вышеуказанных действий трансформатор вводят в корпус, устанавливают горелку, механизм распределения проволоки, подающий газ рукав, баллон. Агрегат готов к работе.
https://youtube.com/watch?v=Lq4orq_8pyM
Переделка
Перед тем как сделать полуавтомат из инвертора, прибор, например, серии Циклон, нужно подвергнуть переустройству его токовый преобразователь.
На катушки преобразователя накручивается медная полоска, укрытая термобумагой. Простой толстый кабель применять не рекомендуется, потому как под нагрузкой он будет греться. С температурным воздействием охладители могут не совладать, из-за чего перегревается и отключается весь аппарат.
Вторичная обвивка создается из трех слоев, они хорошо изолируется фторопластовой лентой. Окончания одной обвивки спаиваются для улучшения проводимости.
Осциллограммы напряжения, прямого и обратного тока представлены на рисунке.

Любой из аппаратов не серийного изготовления восприимчив к влиянию грязи и пыли. Потому эти приборы необходимо чистить не реже одного раза в квартал. Периодичность чисток принимается в соответствии с интенсивностью работ. В противном случае не избежать частых ремонтов.
Основное преимущество полуавтоматов – компактные размеры и небольшой вес. Не менее важным считается и возможность работы как на постоянном, так и на переменном токе. Аппараты могут применяться для сваривания цветных металлов и чугуна.
К недостаткам приборов можно отнести использование в ограниченном температурном диапазоне – при показаниях термометра выше -15°С. Из-за этого полуавтоматы не годятся для северных районов и не могут полноценно работать в зимний период. Инверторные полуавтоматы применяются преимущественно в теплое время либо в отапливаемых помещениях.
Игорь Корнеев, сварщик, стаж работы 20 лет: Сварочники-самоделки применяются для сооружения малых конструкций для бытовых целей. Для профессионального применения и серийного производства их использование не рационально».
Особенности сварки алюминия.
Алюминий является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью.
Сварка алюминия и его сплавов полуавтоматом MIG/MAG производится сварочной проволокой (некоторые сварщики употребляют название – плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой.
При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон.
Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
Сварочный полуавтомат для сварки алюминия со стандартными функциями должен быть оснащен импульсным режимом.
Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия.
Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность.
В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Отличие сварки алюминия полуавтоматом от аргонодугового TIG метода:
- тип используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока;
- аргонодуговой метод предназначен лишь для ручной сварки;
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения;
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы, комплектующие.
Особенности и преимущества сварки алюминия полуавтоматом:
высокая производительность
По сравнению с аргонодуговой сваркой скорость возрастает в три раза;
простота, этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель, поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом;
важность наличия импульсного режима в полуавтомате, так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают;
необходимость использования высококачественной сварочной проволоки, присадки, в противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам:
ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается;механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи, важно, чтобы ролик был U-образный, гладкий и без насечек;
диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь, для сварки рекомендуем использовать проволоку – AlMg5 или её аналоги;
желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва;
сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки;
сварка MIG-MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Подготовка
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работ. Есть два варианта для изготовления MIG сварки из инвертора:
- Полностью сделать сварочный полуавтомат своими руками.
- Переделать только инвертор – подающий механизм приобрести готовый.
В первом случае, стоимость деталей для подающего устройства выйдет около 1000 рублей, без учета работы, конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с подающим механизмом и проволочной бобиной.
Вначале, нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы он был легким и вместительным. Подающий механизм нужно держать в чистоте, иначе проволока будет подаваться рывками, кроме того, периодически нужно менять бобины и подстраивать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант – применить старый системный блок:
- опрятный внешний вид – особого значения не имеет, но гораздо приятнее, когда внутренности самоделки не торчат наружу и полуавтомат из MMA инвертора хорошо выглядит;
- легкий, закрывается;
- корпус тонкий – легко сделать нужные вырезы;
- клапан газа и привод подачи проволоки работают от 12 Вольт. Поэтому подойдет блок питания от компьютера, а он уже встроен в корпус.
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Можно вырезать из картона примерные макеты и проверить их взаимное расположение. После этого, можно приступать к работам.
Оптимальный вариант для электродной проволоки – катушка весом 5 кг. Ее внешний диаметр 200 мм, внутренний – 50 мм. Для оси вращения можно использовать канализационную ПВХ трубу. Ее внешний диаметр – 50 мм.
Горелка

Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
Небольшое заключение

Если нужна замена заводскому сварочному полуавтомату для дома, то самодельный – неплохой вариант для вас. Он и дешевле вам обойдётся, и более неприхотлив чем заводская модель. Среди плюсов самостоятельной сборки – это то, что вы будете точно знать какая деталь за что отвечает и где она находится так что в случае поломки вы быстро сможете его починить. Также у вас будет схема аппарата, по которой, в случае чего вы быстро сможете вычислить необходимую вам деталь.
Необходимость сборки такого инструмента напрямую зависит от того, как вы будете его эксплуатировать. Если он вам необходим для редких случаев дома, то целесообразней собрать домашний. Если он нужен вам для работы или для постоянных ремонтных работ, то для вас вариантом по-лучше будет купить заводской аппарат.
Этот вариант для вас будет лучше потому, что у него будет гарантийный талон и он имеет большее количество функций. Ещё одно из преимуществ — это то, что он удобнее для эксплуатации. Также вариант с самостоятельной сборкой хорош почитателям электротехники. Потому что это увлекательный процесс и практика навыков в этом деле.
Похожие записи:
 Оформление детских садов, страница 6
Оформление детских садов, страница 6
 Геотекстиль: сферы его применения и характеристики
Геотекстиль: сферы его применения и характеристики
 Шкаф в прихожую: обзор популярных моделей из каталога мебели 2021 года!
Шкаф в прихожую: обзор популярных моделей из каталога мебели 2021 года!
 Наружное утепление дома минеральной ватой под сайдинг: выбор материала и этапы работ
Наружное утепление дома минеральной ватой под сайдинг: выбор материала и этапы работ
 Можно ли подложкой выровнять пол под ламинат
Можно ли подложкой выровнять пол под ламинат
 Как делают многоуровневые натяжные потолки: пошаговая инструкция
Как делают многоуровневые натяжные потолки: пошаговая инструкция