Свойства металла, усложняющие сварку
Некоторые особенности материала затрудняют работу с ним:
- При сильном повышении температуры алюминий не поменяет цвет. Из-за этого сварщику затруднительно оценить, насколько прогрелась заготовка.
- Плавление начинается при +660°С. При дальнейшем нагревании прочность снижается.
- Отсутствует склонность к намагничиванию.
- Теплопроводность материала в 5 раз выше, чем у сплавов стали. Из-за этого при нагреве отдельной части быстро будет повышаться температура всей детали. Перед работой с крупными алюминиевыми элементами придется предварительно нагревать их, чтобы снизить теплопотери.
- Активное взаимодействие алюминиевого изделия с кислородом приводит к образованию пленки на металлической поверхности. После достижения некоторой толщины она начинает мешать материалу окисляться. Температура плавления окисной пленки составляет +2050…+2200°С, что намного выше, чем у алюминия.
https://youtube.com/watch?v=zQ3Ck7f5bvM
https://youtube.com/watch?v=YWObkzsqVPA
https://youtube.com/watch?v=HYwzClEd-ik
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки
Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
-
подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Сварочное оборудование
Нержавеющая сталь, марки А2 или А4, материал относительно лёгкий для соединения с помощью электросварки. Дома это можно сделать двумя видами сварочных аппаратов:
- MMA — аппарат ручной электросварки электродами, имеющими специальную обмазку.
- MIG/MAG — сварочный полуавтомат. Сочетания букв трудно расшифровать, именно поэтому рассмотрим их характеристики вкратце.
Сварочный аппарат ММА — это машина для дуговой электросварки, выполняемой в домашних условиях. Соединение деталей происходит при расплавлении области их контакта и электрода при нагревании электрической дугой. В аппарате применяется электрод, который легко плавится и образует шов. Его обмазка служит защитным флюсом, образовавшийся при нагревании газ окутывает шов, предохраняя его от доступа кислорода воздуха. Если есть электроды из нержавеющей стали с обмазкой, возможна сварка нержавейки электродом в домашних условиях аппаратом ММА.
https://youtube.com/watch?v=Kf8LM7Qorz0
Заварить изделие из нержавейки электросваркой в домашних условиях трудновыполнимо из-за проблем найти подходящий электрод из нержавеющей стали. Можно заварить нержавейку простым электродом, но качество шва будет плохое. По отзывам потребителей, сварочный аппарат для домашнего применения полностью себя оправдывает хотя шов, полученный этим методом, в эстетическом плане часто желает лучшего, но MMA, самый дешёвый.
Во время сварки полуавтоматом MIG/MAG дуга накаляет материал, а проволока автоматически подаётся специальным устройством. Область контакта соединяемых материалов покрывается инертным газом аргоном, углекислым газом или смесью Ar и CO2, специально подобранным для каждого вида металла. При этом методе не образуется шлак, поэтому уже после предварительной очистки шов выглядит красиво. Его не нужно шлифовать и полировать. Находит широкое применение при сварке тонкого металла.
При выборе сварочного полуавтомата необходимо, чтобы устройство подачи проволоки имело четыре ролика. Это почти обязательное условие для лучшей его работы, так как сварочная проволока из нержавеющей стали очень жёсткая, и обычное двухроликовое подающее устройство не обеспечивает надёжную работу.
Качественный шов обеспечивает сварка методом TIG, вольфрамовым электродом, в среде газа аргона. В настоящее время она является основной в процессе производства изделий, в частности, из нержавеющей стали. В случае производственных мастерских метод подходит идеально, но при мелких ремонтах, где часто требуется полный демонтаж повреждённого элемента, метод TIG не самый популярный, но он наиболее точный и эстетичный. Шву не требуется дополнительная шлифовка и полировка.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200оС, в отличие от самого металла, имеющего точку плавления в районе 660оС.
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
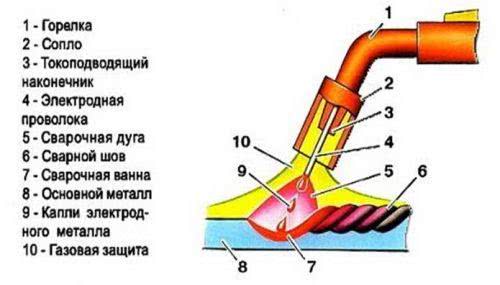
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение. При выборе подходящего агрегата следует учитывать ряд параметров
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Источник
Лазерная
Для газовых — газы (аргон или гелий)
Аргон, применяемый для лазерной сварки, применяется такой же, как и при работе с полуавтоматом. Газообразный гелий высокой степени очистки, марка 4.6 для лазеров в баллоне 40л стоит 11 948 рублей.
Исходя из предстоящего объёма сварочных работ, качества, сложности и скорости их проведения выбирают оптимальный вариант. Некоторые агрегаты для сварки и материалы к ним сильно отличаются по стоимости, зато имеют необходимые технические характеристики. Оптимальным вариантом является приобретение комплексной аппаратуры, способной работать в нескольких режимах.
Подготовка
Выполнение сварочного процесса без использования баллонного газа потребует предварительной подготовительной работы, связанной с настройкой аппарата. Чтобы выполнить сварку, необходимо определить толщину соединяемых между собой заготовок и согласно этим величинам выбрать на аппарате показатель силы электротока. Не ошибиться в этом вопросе помогут специальные таблицы, которые прилагаются в инструкции к аппарату. Если сила электротока будет меньше необходимого параметра, то качество соединительного шва может быть низким, а если выбрать чрезмерные значения для электротока, то есть риск прожечь детали насквозь.
Чтобы убедиться в том, что параметры у аппарата выставлены правильно, можно сделать пробную сварку на черновом изделии, а при выявлении недостатков в качестве шва – выполнить корректировку настроек.
Перед началом процесса сварки регулятор полуавтоматического аппарата устанавливают на отметку «Вперед», после чего необходимо подать проволоку и специальную воронку. Следующим шагом нужно открыть заслонку подающей воронки с проволокой и включить аппарат. После включения аппарата нужно дождаться, когда появится стойкая электродуга и только после этого можно переходить к процессу соединения деталей, выполняя кратковременные касательные движения в области сварки.
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Оборудование для сварки алюминия
Для сварки алюминия применяются несколько технологий. Их можно выделить в три группы:
- газовая;
- электродуговая покрытыми электродами;
- электродуговая в среде защитных (нейтральных) газов.
Первый тип имеет несколько подвидов. В свою очередь, сварка в среде защитных газов подразделяется на:
- ручную;
- полуавтоматическую;
- автоматическую.
https://youtube.com/watch?v=upE-Bbmy4wM
Ручное оборудование TIG
 Ранее такое оборудование было доступно только предприятиям. Но благодаря широкому распространению инверторов с возможностью подключения к ним газов стоимость их стала доступной.
Ранее такое оборудование было доступно только предприятиям. Но благодаря широкому распространению инверторов с возможностью подключения к ним газов стоимость их стала доступной.
Аппараты имеют регулировку тока в зависимости от толщины соединяемых деталей. Также регулируется расход защитного газа. Самым распространенным для ручной сварки считается аргон. Технология соединения алюминия подразумевает расход 10−12 литров с учетом времени на охлаждение.
Аргоновый сварочный аппарат для алюминия обладает следующими качествами:
- аргон, являясь инертным газом, не вступает в химические реакции с основным металлом, но при этом вытесняет кислород из рабочей зоны;
- неплавящиеся электроды из вольфрама в отличие от плавящихся электродов, не образуют шлак и дым;
- шов получается ровным и небольшим;
- высокое качество соединения;
- точная настройка;
- отсутствие коробления и деформации соединяемых элементов.
Использовать аргонный метод в домашних условиях накладно. Высокую стоимость имеют вольфрам, аргон в баллонах и присадочная проволока.
https://youtube.com/watch?v=—iZwJoQV3U
Полуавтоматическая сварка TIG
Полуавтоматические сварочные аппараты для алюминия широко распространяться начали не так давно. Полуавтоматический аппарат с определенной скоростью подает проволоку и газ в рабочую зону. Проволока самостоятельно плавится, образуя при этом ровный шов.
Работа таких аппаратов осуществляется по импульсному принципу. Расплавленная алюминиевая капля на кончике проволоки при максимуме потенциала (импульсе) под давлением врезается в поверхность детали.
К достоинствам полуавтоматов относятся следующие качества:
- сварка элементов толщиной от 0,5 мм;
- шов не имеет наплывов, ровный;
- проволоку можно подобрать под любой сплав;
- нет загрязнения шва шлаками;
- настройка тока и полярности;
- настройка расхода и подачи;
- наличие осциллятора.
При работе с полуавтоматами необходимы определенные знания и большой опыт.
Ручное оборудование MIG
Сварка инвертором с использованием обычных плавящихся электродов сопряжено с некоторыми сложностями. Обмазка электродов должна препятствовать доступу воздуха в рабочую зону. Вследствие чего на поверхности шва образуется большое количество шлака.
Самыми распространенными отечественными электродами считаются ОЗАНА1, 2 и УАНА 1, 2.
Сварка без защитных газов требует от сварщика хороших навыков работы, так как во время работ происходит разбрызгивание. Из-за чего шов получается пористым, обладает невысокой прочностью.
Для работы любым типом оборудования рекомендованы следующие значения.
| Способ стыковки | Толщина соединяемых элементов, мм | Рекомендованная толщина электрода, мм | Размер присадочной проволоки или прутка, мм | Установка токов, А | Потребность в газе, л/мин |
| Отбортованные | 1 | 1 | — | 50 | 5,0 |
| 1,5 | 2 | 75 | 6,0 | ||
| 2 | 2 | 85 | 8,0 | ||
| Односторонний шов без разделки | 2 | 2 | от 1,5 до 2 | 75 | 6,0 |
| 3 | 3 | от 2 до 3 | 120 | 8,0 | |
| 4 | 4 | от 2 до 3 | 150 | 10,0 | |
| Двухсторонний шов без разделки | 4 | 4 | от 3 до 4 | 180 | 8,0 |
| 5 | 5 | от 3 до 4 | 250 | 10,0 | |
| 6 | 5 | от 3 до 4 | 270 | 10,0 |
Последовательность процесса сварки
Техпроцесс полуавтоматической сварки алюминия выполняется в следующей последовательности:
- в подающем устройстве аппарата устанавливается ролик со скругленной U-образной канавкой для предупреждения деформации мягкого присадочного материала;
- устанавливается токопроводящий наконечник с отверстием для выхода большим, чем размер проволоки;
- в горелку протягивают графитовый или тефлоновый канал (красного цвета), гладкая поверхность которых обеспечивает равномерную подачу в зону работ;
- заправка бобины с расходным материалом в устройство,
- протягивание проволоки в систему подачи к горелке;
- настраивается режим подачи электроэнергии: деталь — минусовая клемма, а положительный заряд подается на электрод (проволоку);
- подключается аргонно-гелиевый или аргоновый баллон к аппарату;
- установка заранее зачищенных и обезжиренных деталей, подлежащих соединению;
- подача напряжения, расплавляющего проволоку;
- равномерное заполнение шва расплавленным алюминием;
- контроль расстояния между электродом и рабочей поверхностью — во избежание прожогов оно должно быть 12-15мм;
- подача защитного газа в течение 5–7 секунд после завершения процесса сварки.
Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.
Технологические особенности сварки
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.

Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Необходимое оборудование
Для работы по алюминию необходим комплекс оборудования, материалов и приспособлений.
Источник сварочного тока
Применяются инверторные сварочные источники, работающие в импульсном режиме. Современные аппараты имеют преднастроенные режимы для работы с различными сплавов и заготовок разной толщины и формы.
Сила тока может достигать 350 ампер.
Вольфрамовые электроды
При сварке алюминия используются лантановые электроды с белой маркировкой. применяют также и электроды из чистого вольфрама, помеченные зеленой маркой.
Неплавкие электроды не расходуются в ходе работы, они служат для создания сварочной электрической цепи.
Защитные газы
Применяются следующие защитные газы, предотвращающие контакт расплавленного металла с кислородом, азотом и водяными парами воздуха:
- гелий
- аргон
- аргонно-гелиевые смеси.
Гелий обладает наилучшими эксплуатационными характеристиками, но он дорог в производстве. Поэтому гелий применяют для работы над самыми ответственными конструкциями и изделиями.
Чаще используют аргон, он существенно дешевле, но позволяет добиться высокого качества шва. Для удешевления технологии используют также аргонно- гелиевая газовая смесь.
Похожие записи:
 Установка потолочного плинтуса на натяжной потолок
Установка потолочного плинтуса на натяжной потолок
 Устройство, принцип действия и классификация центробежных насосов
Устройство, принцип действия и классификация центробежных насосов
 Как проверить тэн водонагревателя на исправность
Как проверить тэн водонагревателя на исправность
 Калькулятор количества пеноблоков
Калькулятор количества пеноблоков
 Насос для бочки 200
Насос для бочки 200
 Как сделать самодельный водосток с крыши из канализационных труб, пластиковых бутылок и других подручных материалов своими руками
Как сделать самодельный водосток с крыши из канализационных труб, пластиковых бутылок и других подручных материалов своими руками