Характеристики
Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
На полуавтоматах от выставленной силы тока зависит скорость подачи расходного материала и какой плотности образуется защитная среда. Рабочий формирует шов, одновременно следит за его образованием и качеством. При возникновении дефектов сразу же может изменить режимы работы оборудования и продолжить варить.
В сравнении с ручной, сварка полуавтоматическая имеет явные преимущества:
- при работе не надо постоянно прерываться и менять электроды;
- процесс сварки обходится дешевле, нет остатков расходных материалов;
- сварщик не отрывается постоянно от работы, производительность выше;
- расходный материал подается с постоянной скоростью, процесс плавления и сама сварка происходят быстрее и качественнее;
- шов большой длины не имеет стыков, варится непрерывно;
- автоматическая подача проволоки облегчает процесс сварки, позволяет создать красивый шов.
При постоянной скорости подачи проволоки дуга не прерывается, горит стабильно. Ее маленький диаметр позволяет постоянно варить на короткой дуге, что проще и провар лучше.
На сварочнике полуавтомате инверторного типа можно сваривать абсолютно все. Его мощности хватает, чтобы прожечь аргоном окисную пленку на алюминии, при этом не прожечь лист насквозь. Порошковой проволокой свариваются сплавы цветных металлов, сами металлы, высоколегированная сталь.
С газом
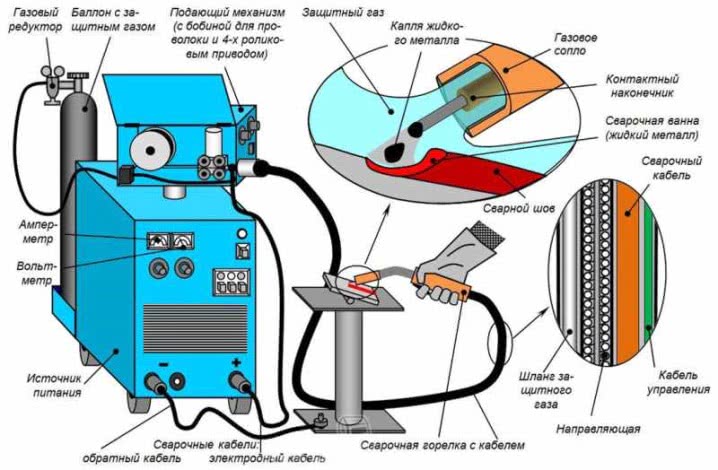
В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном. Устройство у полуавтоматов разное, но в оборудование обычно входят:
- источник питания;
- охлаждение;
- катушка для расходного материала;
- проволочный канал;
- шланг для газа;
- горелка;
- газовый баллон;
- кабеля для подключения и зажимы плюс и минус.
Важно! Редуктор газового баллона оборудуется подогревом, чтобы газ поступал теплым, не охлаждал ванну. Особенно важно иметь обогреватель при работе на холоде
Горячий газ дополнительно согревает зону сварки, не дает детали резко остыть.
Катушка оборудована узлом автоматической подачи электродной проволоки работает по толкающему принципу. Ролики, расположенные в рукоятке горелки тянут проволоку. Наилучшим является смешанный принцип подачи, когда от катушки проволока с небольшим усилием проталкивается в рукав. Тянущий узел на горелке регулирует скорость подачи. Такой способ полностью исключает заклинивание расходного материала в длинном рукаве. В случае, когда остался маленький кусок проволоки, ее легко вытащить.
Подача газа включается одновременно с проволокой, одной кнопкой на держаке. Оба режима сдублированы и зависят от настроенной силы тока. Чем больше его величина, тем быстрее движется проволока и больше газа поступает. При сварке нестандартных материалов, требующих особого режима, эти параметры требуют отдельной регулировке.
На профессиональных аппаратах форсунка с газом может быть съемной и подсоединяться к держателю. Подача газа регулируется отдельно, в зависимости от того, какой используется.
Без газа
При сварке без газа, на аппарате стоит накопитель, и автомат по рукаву подает в рабочую зону флюс. Защитный материал насыпается немного впереди сварочной ванны и частично нагревается текущим расплавленным металлом до подхода к нему дуги. В процессе сварки он переходит в жидкое состояние раньше металла и всплывает наверх, образуя шлаковую корку.
При сварке порошковой проволокой она сама плавится, создавая шлаковую защиту ванны и шва. После остывания она легко удаляется постукиванием молотка. В этом случае газ или флюс не подключаются.
Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
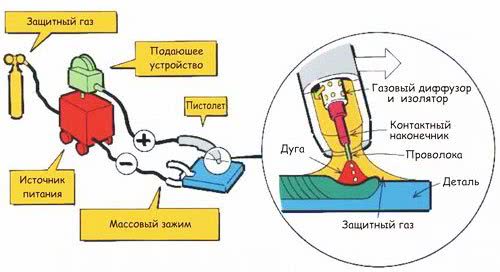
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.

Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
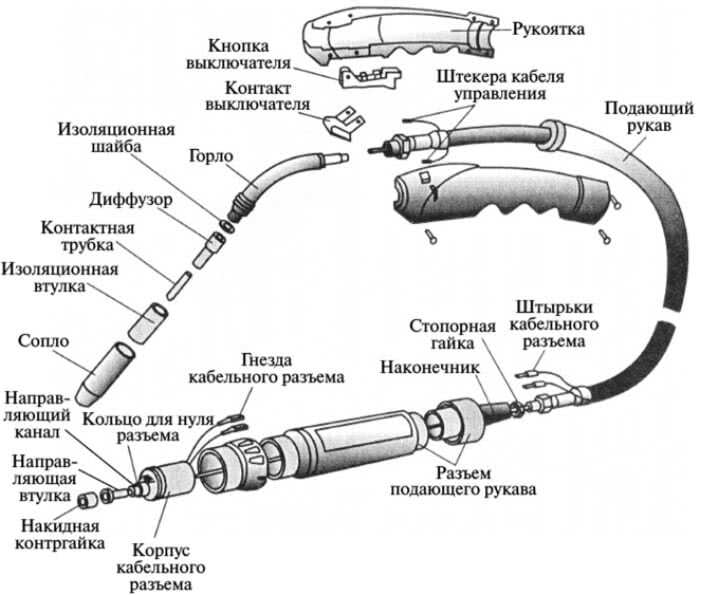
Шланг подвода газа, проволоки, электроэнергии
Разрез такого шланга изображен на Рис. 7. 7.
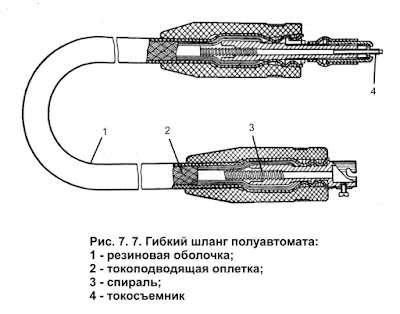
Резиновая оболочка является направляющей для подвода
защитного газа.
Ток к токосъемнику подводится по многожильной токоподводящей
оплетке.
Спираль облегчает скольжение сварочной проволоки.
Ток к сварочной проволоке подводится с помощью токосъемника.
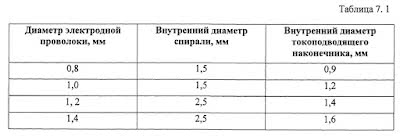
Соотношение между диаметром сварочной проволоки и внутренним
диаметром спирали и токосъемника смотрите по Таблице 7. 1.
В конструкции ручки горелки MB15AK присутствует шаровый шарнир и пружина, которые обеспечивают долгий срок службы кабелей и понижает массу, которая действует на рукоятку.
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
Популярные бренды
Обзор топовых изготовителей открывает горелка Сварог PRO MS 15 ICT2095-sv001. Её характеристики:
- кнопочное управление;
- воздушное охлаждение;
- диаметр проволоки — 0,6, 0,8 и 1 мм;
- длина кабеля — 5 м;
- евроразъём;
Горелка используется для сварки типа MIG/MAG.

Горелка Aurora PRO MIG 25 AIR COOL 12027. Характеристики:
- воздушный тип охлаждения;
- наличие евроразъёма;
- диаметр — 0,8 мм, 1,2 мм;
- длина шланга — 5 м;
- максимальный ток — 230 А.

Горелка Сварог TECH MS 15 ICT2099. Характеристики:
- длина — 4 м;
- воздушное охлаждение;
- евроразъём;
- диаметр проволоки — 0,6, 0,8, 0,9 мм и 1 мм;
- максимальный ток — 180 А.

Модель Fubag FB 250 3m арт. 38443. Характеристики:
- кнопочное управление;
- точность выполняемых задач;
- удобная прорезиненная рукоятка;
- евроразъём;
- воздушное охлаждение;
- диаметр проволоки — 0,8-1,2 мм;
- максимальный ток — 230 А.

MIG 15AK-4м Viking 95588016. Характеристики модели:
- воздушный тип охлаждения;
- длина кабеля — 4 м;
- диаметр проволоки — 0,6 и 1 мм;
- максимальный ток — 180 А;
- кнопочное управление.

Модель «Кедр» 7150010. Характеристики:
- воздушное охлаждение;
- евроразъём;
- диаметр проволоки — 0,8-1,2 мм;
- длина — 5 м;
- кнопочное управление.

Горелка MIG без евроразъёма для п/а POLO 160 Aurora 19568. Характеристики:
- предназначена для инверторных сварочных полуавтоматов;
- подача газа происходит за счёт работы электромагнитного клапана;
- максимальная сила тока — 150 А;
- длина кабеля — 2,2 м;
- индивидуальный тип разъёма.

Модель Parker SGB3600-50ERBG. Характеристики:
- длина кабеля — 5 м;
- диаметр — 0,8 мм и 1,2 мм;
- евроразъём;
- максимальный ток — 320 А;
- эргономичная ручка;
- высокий срок эксплуатации;
- большой функционал.

Устройство Blue Weld 742402. Характеристики:
- воздушное охлаждение;
- длина кабеля — 2 м;
- диаметр проволоки — 0,6 и 0,9 мм;
- индивидуальный тип разъёма.
Модель используют для сварки сплошной проволокой типа MIG/MAG.

Устройство и принцип работы
Горелка для сварочного полуавтомата с углекислотой имеет непростое строение. Основными элементами являются:
- сопло;
- держатель;
- изолятор;
- наконечник;
- втулка для изоляции;
- основание с рукояткой.
Рукоятку делают из прочного материала, который обеспечивает безопасность работы во время контакта с электрическим током. Элемент также имеет специальную кнопку. Она активирует перемещение защитного газа перед розжигом.
Для соединения рукоятки и сварочного агрегата используется подающий рукав. В его конструкцию входят следующие детали:
- кабель питания;
- винтовой канал перемещения головки;
- канал перемещения материалов защиты;
- евроразъём для подключения полуавтомата с подающим механизмом.


Длина подающего рукава — 2-7 метров. Она зависит от вида сварки и условий работы.
Принцип работы устройства для полуавтоматической сварки происходит по такой схеме.
- Устройство подносят к металлу на расстояние образования дуги.
- Перед стартом розжига защитный газ перемещается в рабочую зону сварки.
- Напряжение передаётся на наконечник, а затем на электродную спираль.
- Происходит расплавление проволоки. Капли и газ перемещаются в сварочную ванну.
- Горелку перемещают над местом обработки металла для создания сварочного шва.
Защитные аэрозоли также увеличивают срок службы всех основных элементов горелки.

Технология сварки полуавтоматом без газа
Полуавтоматом без газа можно варить многое, от алюминия до сложных комбинированных металлов. Главное, подобрать режим варки, флюс и методику создания швов. Поэтому перед тем, как варить полуавтоматом без газов, потребуется изучить способы варки металлов, особенности этого процесса и подготовки к нему
Особенно важно это знание для начинающих сварщиков, но и профессионалам нужно иногда напоминать себе последовательность шагов
Подготовка
Подготовка к сварке полуавтоматом без газа начинается с подготовки рабочего пространства
Места должно быть достаточно, чтобы сварщику ничего не мешало (как минимум 10 метров до легковоспламеняющихся предметов), а также важно обеспечить хорошую вентиляцию и проветриваемость пространства. Дополнительно проверяется защитная одежда, маска, так как они не должны быть деформированными
Никто без защитной экипировки не подпускается к месту сварки.
Далее обрабатывают поверхности заготовок, которые будут соединяться между собой. Сначала металл зачищают шлифовальной машинкой, потом обезжиривают спиртом или ацетоном.
После можно настраивать полуавтомат для сварки. Для этого выполняются такие шаги, как:
- Устанавливается сила тока, она определяется по толщине соединяемого металла.
- Подбирается скорость подачи проволоки, чтобы она не повреждалась в процессе и ее было достаточно. Об этом говорится в паспорте проволоки или сертификате. Прижимные ролики аппарата устанавливают согласно толщине проволоки.
- Выставляется правильная полярность. Так как здесь используется порошковый флюс, на рабочей детали должна оказаться клемма с «плюсом», а на электроде — «минус».
Чтобы проверить, все ли настроено правильно, нужно сделать пробную сварку. Для этого проволока немного прокручивается вперед, открывается заслонка для подачи флюса и нажимается пусковая кнопка. Пробную сварку полуавтоматом без газа можно делать сколько угодно раз, пока все не будет налажено — дуга не будет стабильна, проволока не будет свободно подаваться.
Пройдя все подготовительные этапы, можно начинать делать шов.
Подобрать правильную силу тока для сварки полуавтоматом без газа очень важно, так как если она будет недостаточной, то качество шва будет низким, а если слишком высокой — можно прожечь детали. Поэтому при выборе силы тока нужно ориентироваться на такие значения:
| Диаметр электрода, мм | Толщина металла, мм | Сила сварочного тока, А |
|---|---|---|
| 1,6 | 1 — 2 | 25 — 50 |
| 2 | 2 — 3 | 40 — 80 |
| 2,5 | 2 — 3 | 60 — 100 |
| 3 | 3 — 4 | 80 — 160 |
| 4 | 4 — 6 | 120 — 200 |
| 5 | 6 — 8 | 180 — 250 |
| 5 — 6 | 10 — 24 | 220 — 320 |
| 6 — 8 | 30 — 60 | 300 — 400 |
Подобные таблицы обычно помещаются в инструкции к аппарату.
Процесс сварки
Перед тем, как делать сварку полуавтоматом без газа, обязательным шагом будет правильная подготовка рабочего пространства, а также использование защитной одежды и маски. После, когда вытяжная система будет включена или хотя бы проветриваемость помещения будет достаточной, можно переходить к полуавтоматической сварке без газа.
Основной процесс заключается в равномерном движении электродом вдоль формируемого шва после того, как сварочный полуавтомат без газа подготовлен к работе. Движение обычно направлено сверху вниз. Когда флюс сгорает, тепловая энергия поднимается и позволяет удерживать единый уровень нагревания, подходящий для плавки металла. Для того чтобы плавка была постоянной, а сварочная ванна получалась правильно, ручку держателя электрода нужно направлять немного вверх. Горелка должна двигаться плавно, с единой скоростью по всему шву, чтобы не появились разрывы шва или наплывы металла. Для этого проволоку направляют по передней кромке сварной ванны.
https://youtube.com/watch?v=NnKRx2aRYg8
Шов получается из-за того, что сварочная ванна полностью заполняется присадочным материалом, а когда вся полость будет заполнена, сначала отключают подачу порошковой проволоки с флюсом, потом отключают сварочный аппарат, а потом его отсоединяют от электросети — именно в этом порядке.
После сварочный шов должен немного остынуть. Иногда, если детали слишком толстые, делается несколько сварных швов. Тогда первый делается на малой силе электротока, а последующие — на обычной.
Сварить качественный шов полуавтоматом без газа, используя только проволоку, возможно. Необходимо только использовать правильный материал, соблюдать технику безопасности и методику работы, тогда даже без газа получится сделать хороший сварной шов. Пусть способ, предложенный здесь, не самый надежный для крупных работ, но для мелкого латания и бытовой сварки он вполне подойдет.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.
https://youtube.com/watch?v=P74I2A4qR-Y
Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.

Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.
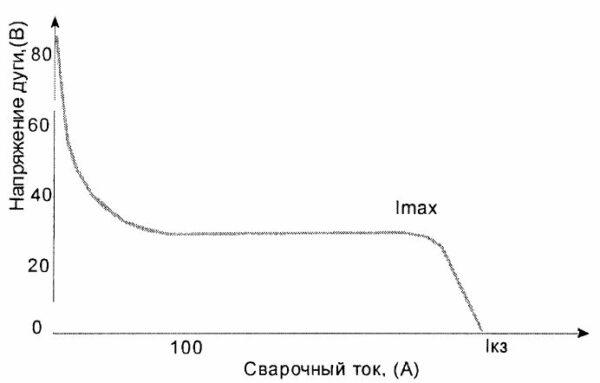
Вольт-амперная характеристика сварочного инвертора
Разница сварки в газовой среде и без
При отсутствии газовой аппаратуры или невозможности создания защитного облака используется порошковая проволока. Она имеет вид тонкой трубки, наполненной смесью флюсов. Такая проволока дороже простой, она нередко создает проблемы при подаче. Преимуществом является возможность сварки деталей на открытом воздухе, в том числе в ветреную погоду. Проволока с флюсом препятствует разбрызгиванию металла, ее можно применять для соединения загрязненных заготовок.
При отсутствии газовой аппаратуры используется порошковая проволока.
Как выбирать газ в зависимости от металла
Сделать правильный выбор помогает таблица.
| Материал заготовок | Тип газа |
| конструкционная сталь | углекислый |
| алюминий и сплавы | аргон |
| нержавеющая сталь | углекислый+аргон |
| легированная сталь | аргон+углекислый |
| конструкционная сталь | углекислый+аргон |
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
Инвертор
При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
Механизм подачи проволоки для полуавтомата
Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
Горелка
Это комплектующее отвечает за плавление присадочной проволоки.
Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений
Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления
https://youtube.com/watch?v=kxDNlze2Scs
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться
Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.