Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.

Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2. Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
- горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
Как заварить свищ в трубе с водой под давлением
Рассмотрим на конкретном примере, как можно заварить свищ (небольшое отверстие) в трубе под давлением:
- Выберите такую позицию, с которой можно было бы легко разглядеть повреждение на трубе;
- Старайтесь держать электрод перпендикулярно дефекту, дабы уменьшить объем воды, попадающей на электрод;
- Ведите работу сверху вниз, до тех пор, пока свищ не будет заварен.
Чтобы заварить свищ в водопроводной трубе под давлением, сначала нужно наплавить некоторое количество металла в верхней части повреждения. Затем, ударив несколько раз по нему молотком, постарайтесь уплотнить дефект и остановить, тем самым, обильное образование пара.

После этого, нужно продолжить устранение свища, таким образом, до тех пор, пока отверстие в трубе не будет полностью перекрыто. Цикл, снова и снова, продолжается сверху вниз, не без участия молотка. После того, как вода перестанет бежать из трубы, следует усилить дефектное место, уменьшив при этом значение сварочного тока.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
-
трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
https://youtube.com/watch?v=eknYz6LVa_w
https://youtube.com/watch?v=R-0ASefn-EU
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод — вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Как правильно сваривать чугунные детали?
Холодная сварка чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
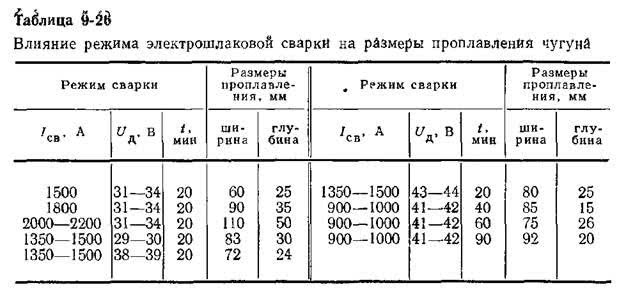
Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Если правильно варить чугун по технологии холодной сварки, то в процессе работы материал будет закаляться из-за быстрого отвода тепла. В конечном итоге, твердость соединения окажется существенно выше, чем у детали.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
Это интересно: Технические характеристики МР3 электродов: рассказываем суть
Выбор сварочного аппарата
Сварочные аппараты бывают трех типов. Какой из них выбрать, это зависит от метода сварки и обрабатываемого материала. Виды устройств:
- Понижающие сварочные трансформаторы. Это надежное устройство, которое применяют для сварки углеродистой стали. Качество шва — среднее.
- Сварочные выпрямители. Подходят для углеродистого и алюминиевого материала, а также для нержавейки. Качество шва — высокое.
- Сварочные инверторы. Универсальное устройство, которое подходит для любого материала.
Нельзя при сварке труб отопления электросваркой использовать испорченное оборудование. Поэтому перед началом работ аппаратуру тщательно проверяют.
Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
https://youtube.com/watch?v=ey2FqekhRLY
Как подготовить материал к свариванию
Сварка чугуна в домашних условиях, равно как и в условиях производства, должна начаться с предварительной подготовки свариваемых поверхностей. Прежде чем заварить чугунную деталь, стоит удостовериться, что она не имеет повреждений и загрязнений. Материал довольно хрупкий и пористый, поэтому малейшая деформация с течением времени будет увеличиваться, а очистка потребует больших усилий.
Подготовка чугуна к сварке включает в себя:
- Ликвидацию или уменьшение трещин,
- Очистку.
 вырезанная трещина
вырезанная трещина
Перед тем как сварить чугун, все трещины, даже самые мелкие, лучше засверлить по краям и пройтись сверлом по всей глубине. Кроме сверла, можно воспользоваться зубилом, шабером и вырезать трещину, округлив при этом ее края. Сквозные трещины стоит обработать с двух сторон, а место с множественными трещинами лучше вырезать полностью и поставить заплатку.
Чугунные детали сваривают, очистив их от ржавчины, окалины, горючих веществ, грязи и т.д. Очистку можно проводить при помощи растворителей, газовой горелки, наждачной бумаги, металлических щеток и болгарки – в зависимости от степени загрязнения и типа поверхности. В особо сложных случаях можно использовать пескоструйную очистку. В конечном результате заготовка должна иметь гладкую, блестящую поверхность.
Особенности материала
Чугун
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
 Технология сварки чугуна.
Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
https://youtube.com/watch?v=8rva-UEbfLM
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Это интересно: Сварка неповоротного стыка с отрывом — в общих чертах
Способы соединения
Существуют следующие способы сварки чугуна:
- Газовая сварка чугуна. Необходима там, где нужно ликвидировать дефекты литья. Особенности сварки чугуна таким образом заключаются в том, что используются пропан-бутан либо ацетилен, а для работы можно применять несколько горелок. Для газовой сварки чугуна присадочной проволокой стоит использовать материал, который содержит большое количество кремния.
- Ручная сварка при помощи дуги. Перед началом дуговой сварки детали придают температуру 600-650 градусов по Цельсию. Это обеспечивает равномерные нагрев и охлаждение. Наиболее популярна сварка чугуна аргоном.
- Механизированная сварка при помощи дуги. Деталь также предварительно нагревается до высоких температур. Чтобы из сварной ванны не вытекал жидкий металл, подлежащий сварке участок детали можно формовать пластинами из графита.
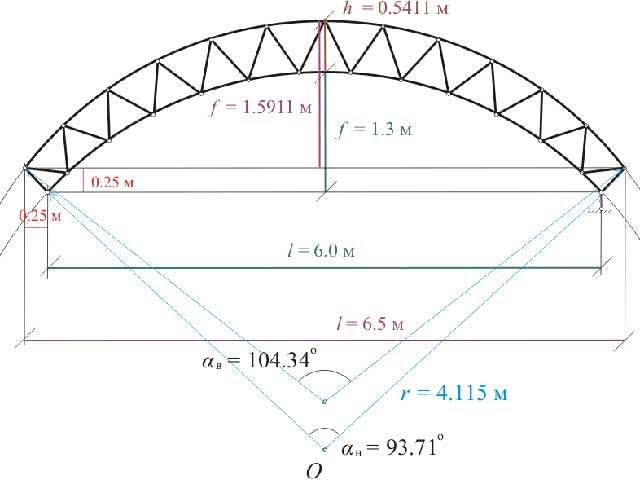
- Электрошлаковая сварка. Технология сварки чугуна включает в себя использование пластинчатых электродов и фторидных флюсов. Для предварительного прогрева детали применяют пламя газовой горелки либо неплавящийся электрод .
- Термитная сварка. Особенности сварки чугуна таким образом состоят в использовании для нагрева очень горячего металла, полученного при горении термитов. Варится чугун при условии, что термитная смесь нагрета до температуры выше 1300 градусов по Цельсию.
 электроды МНЧ-2 для сварки чугуна
электроды МНЧ-2 для сварки чугуна
Какой полярностью варить чугун? Прежде чем ответить на этот вопрос, подчеркнем, что выбор полярности зависит от вида электродов, а не от пространственного положения или других критериев. Например, электроды МНЧ-2 требуют применения прямой полярности. В остальных случаях выставляется полярность обратная.
Особенности сварки оцинкованных труб электродами
Трубы, покрытые слоем цинка, рекомендуется сваривать методом традиционной сварки. Это связано с тем, что под действием высоких температур цинк начинает испаряться в окружающее пространство. Цинковые пары вредны для здоровья человека и могут вызывать сильное удушье при работе с ним. При испарении цинк попадает в сварочную ванну, в результате чего страдает сварочный шов. В нем могут образовываться поры и трещины. Из-за них сильно страдает качество сварки. Каждый раз требуется счистка цинкового слоя с поверхности свариваемых изделий. Не каждый знает, как правильно варить сваркой электродами покрытые цинком конструкции.
В целях предотвращения образования трещин в свариваемых изделиях применяется способ нанесения флюса на место, в котором соединяются части труб. Он должен быть расплавленным и наноситься равномерным слоем на место стыка. Благодаря тому, что флюс находится в расплавленном состоянии, не происходит его выгорание. Он возникает внутри трубы и растворяется после помещения изделия в воду. Флюс препятствует развитию коррозии в трубе и отличается минимальным вредом для здоровья сварщика. Такой способ применим при сваривании водопроводных изделий.
https://youtube.com/watch?v=JsC7E7lO7rY
Отдельным моментом служит то, какими электродами варить оцинкованную трубу.
Виды используемых электродов
При сваривании оцинкованных трубных изделий для предотвращения появления пор и трещин в стыках и углах швов эффективно уменьшать скорость сварки и увеличивать силу тока. При этом необходимо выбирать такие электроды для оцинкованных труб, которые способны выдерживать действие сильного тока, не повреждая при этом покрытие свариваемых изделий.
К электродам применяются следующие требования:
- они должны привести обрабатываемые изделия к требуемым характеристикам в течение как можно меньшего промежутка времени;
- обеспечить безопасность процесса сваривания изделий;
- предотвратить процесс испарения цинка.
Могут применяться следующие электроды для сварки оцинкованных трубопроводов:
с рутиловым покрытием;

Электроды с рутиловым покрытием
имеющие основное покрытие.

Электроды с основным покрытием
Микроэлектроды с рутиловым покрытием применяются при дуговой ручной сварке и эффективны при сваривании углеродистых сталей. В остальных случаях можно применять микроэлектроды с основным покрытием. Это касается изделий, выполненных из низколегированной стали.
Рутиловые электроды имеют преимущества, среди которых:
- при сваривании образуют сварочную дугу, имеющую прочные и герметичные швы;
- быстро воспламеняются и зажигают сварочную дугу за счет содержащегося в них оксида титана;
- не разбрызгивают расплавленные металлы (имеют невысокий коэффициент разбрызгивания).
Некоторые рутиловые микроэлектроды имеют в своем составе железный порошок, за счет которого значительно снижается концентрация углерода в слое цинка. Благодаря этому трубные изделия в меньшей степени становятся подвержены появлению трещин.
ГОСТ и СНиП 3.05.01-85 устанавливают требования к толщине электрода. Слишком толстый электрод прожигает изделие, а тонкий не обеспечивает нужной прочности свариваемым изделиям. При стандартной толщине стенок изделий в 1,6-4,9 мм рекомендуется выбирать микроэлектрод диаметром 2-3 мм.
Имеется зависимость между скоростью движения микроэлектрода по изделию и итоговым качеством соединительного шва. Быстро движущийся электрод делает шов ненадежным и менее прочным, а при медленном его движении имеется риск прожигания трубного материала.
В качестве альтернативы допустимо применение электродов, в состав покрытия которых входит кальций с фтором.
Используемые марки микроэлектродов
Имеет значение при выборе таких элементов как электроды для сварки оцинкованных труб, марка. Популярными марками являются:
- ОЗС-12 диаметром 3 мм;
- УОНИ 13/55;
- ЦУ-5;
- ЦЛ-20;
- ЦЛ-39;
- ТМУ-21;
- ТМЛ.
Заключение
Помимо выбора марки и вида, необходимо помнить, что должны иметь в обязательном порядке электроды для сварки оцинкованных труб сертификат. В нем указывается выдавший его орган, наименование микроэлектрода, его соответствие ГОСТу и какие протоколы испытания с ним проводились.
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
https://youtube.com/watch?v=z2mbojSn6YY
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
В зависимости от марки электродов и диаметра выбирается сила тока:
| Марка | Ток, А
Ø 3 мм |
Ток, А
Ø 4 мм |
Ток, А
Ø 5 мм |
Ток, А
Ø 6 мм |
| ЦЧ-4 | 63 — 80 | 90 — 120 | 130 — 150 | ― |
| ОЗЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 220 — 250 |
| ОЗЖН-1 | 100 — 120 | 130 — 150 | 160 — 180 | ― |
| МНЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 210 — 230 |
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
Резка и разделка кромок
Эта операция является обязательной при сварке чугуна любым способом. Для этого края зачищают напильником или шлифовальной машиной с насадкой по металлу. Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.

Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
https://youtube.com/watch?v=4WMqVQXfRxs
https://youtube.com/watch?v=vnqsx41fqZI
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Подготовка металла к воздействию
Комплексная подготовка чугуна к дальнейшей сварке необходима для получения качественного результата. При неправильном выполнении этого процесса сформированный шов может стать пористым и хрупким. Возможно появление и более выраженных дефектов.
В рамках подготовки чугунной поверхности следует в первую очередь выполнить распиливание трещин. Они часто тонкие, но при этом проникают глубоко в структуру сплава. Если толщина детали превышает 4 мм, то накладывание шва приведет к оплавлению поверхности. Внутренняя часть основы останется поврежденной, что снизит ее устойчивость к механическому воздействию. Распиливать трещину нужно на всю длину. Для этого удобнее всего использовать болгарку, оснащенную тонким диском. Чем толще заготовка, тем глубже следует выполнять запиливание.
В ряде случаев рекомендовано просверливание краев. Это связано с тем, что при осмотре повреждения часто нет возможности точно определить глубину трещин. Перед началом сварки на расстоянии 5 мм от конца разлома требуется провести высверливание краев. Это обеспечит заполнение внутреннего пространства деталей расплавом при выполнении сварки. Кроме того, процедура снизит риск увеличения раскола при механической нагрузке.

При неправильной подготовке металла сформированный шов может стать хрупким.
Перед началом сварки необходимо выполнить разделку кромок. Это нужно для обеспечения равномерного прогрева деталей на всю длину соединения и недопущения перекалки, способной стать причиной хрупкости участка. Для соединения толстостенных заготовок необходимо выполнить скос краев под углом 45°. У основания при этом должно остаться отступление в 3-4 мм. Проведение разделки кромок повышает износостойкость и прочность обработанного участка.
Если чугунная деталь является тонкостенной, повышается риск слишком сильного разогрева сплава и его подтека. В этом случае сформировать прочный шов крайне сложно. Чтобы облегчить проведение сварки, под заготовку укладывается графитовая прокладка. Этот элемент создаст препятствие для растекания металла, перешедшего в жидкое состояние под воздействием высокой температуры. Это поспособствует сохранению первоначального вида детали.
Полезные советы
Правильно варить чугун нужно в нижнем положении.
Перед тем как заварить чугун низкоуглеродистыми электродами, обратите внимание, что толщина наплавленного металла должна составлять около 50 процентов от толщины самой детали.
Сварка чугуна полуавтоматом должна проводиться без колебательных движений при ведении первого шва. Затем можно приступать к поперечным движениям.
Чугун и сталь можно сваривать и при помощи аргонодуговой технологии
В таком случае используйте для присадки флюсовую проволоку на никелевой основе, сняв с нее обмазку. Электроды должны быть изготовлены из вольфрама.
Нержавейка к чугуну может быть надежно приварена в том случае, если сварку проводить в несколько проходов короткими швами, давая металлу остыть.
Чтобы чугун после сварки остывал постепенно, его или накрывают, или засыпают негорючими материалами (асбест, песок, зола).
В толстых деталях перед свариванием разделываются кромки. Угол фаски должен составлять 45 градусов.
https://youtube.com/watch?v=Xoamtv9bsXs
Варианты сварки оцинкованных труб – преимущества и недостатки способов

Трубы из оцинкованной стали весьма широко применяются для прокладки различных коммуникаций и сооружения всевозможных металлоконструкций, поскольку отличаются хорошими эксплуатационными качествами. Монтаж таких изделий может производиться несколькими способами. Данный материал расскажет о том, как варить оцинкованную трубу, и какие особенности данного процесса могут иметь значение в процессе работы.
Способы сваривания труб из оцинкованной стали
Технология электрического сваривания металлических изделий предполагает нагревание рабочей поверхности шва до 1200 градусов, тогда как температура кипения цинка составляет лишь 906 градусов. Такая разница в показателях в ряде случаев приводит к выгоранию цинкового слоя.
Среди нежелательных последствий процесса сварки оцинкованных труб можно назвать:
- Испарения цинка являются чрезвычайно вредными для здоровья. Если в помещении недостаточно хорошая вентиляция, вдыхаемые пары могут привести к отравлению или временной остановке дыхания работника.
- Слой цинка на сварочном шве нарушается в процессе работы, так что в этом месте могут начаться коррозийные процессы, при этом профильная оцинкованная труба уже не прослужит так долго, как могла бы.
- Если в процессе сварки оцинкованной трубы электродом происходит интенсивное испарение цинка, поверхность трубы может покрыться порами и трещинками. В результате шов будет недостаточно герметичным и прочным.
Таким образом, соблюдение правил безопасности при работе с данными изделиями является обязательным условием. Лицо нужно защитить специальным респиратором и маской из материалов-диэлектриков. На руки надевают прорезиненные перчатки с термоизоляционной тканью сверху.
Если предварительно обработать рабочую поверхность трубы соляной кислотой, можно избежать вспенивания слоя цинка
Обратите внимание, что в идеале желательно не допускать испарения цинкового покрытия, чтобы не лишить трубу защиты от коррозии. Достигнуть этого можно несколькими методами сварки
Первый метод заключается в механической очистке слоя оцинковки с помощью абразивного круга с наждаком или щетки по металлу. Все дальнейшие сварочные работы будут производиться как с обычными черными трубами.
Недостаток данной технологии заключается в устранении защиты от коррозии, которую обеспечивает цинковое покрытие, так что срок службы такого трубопровода существенно сокращается (прочитайте: «Виды технологий сварки труб – преимущества и недостатки способов»).
Из-за контакта с жидкостью такая труба быстро начнет ржаветь и очень скоро потребуется ее ремонт или полная замена, что повлечет за собой дополнительные трудовые, материальные и временные затраты.
Тем не менее, если участок без цинкового слоя невелик, его можно защитить катодным способом – нанести на зачищенный участок цинковое напыление электрохимическим способом (прочитайте: «Варианты катодной защиты трубопроводов – преимущества и недостатки способов»).
Альтернативной технологией сварки оцинкованной трубы будет применение специальных флюсов для пайки. В таком случае удалять цинковое покрытие не нужно. Такой метод широко используется в тех ситуациях, когда выполнить зачистку трубы невозможно. Для соединения труб требуется сплав UTP 1 и флюс HLS-B. Примечательно, что флюс при контакте с водой полностью растворяется, он безопасен для здоровья, поэтому такой способ вполне приемлем для сборки водопроводных систем.
Метод сварки труб из оцинковки с применением флюса
Перед тем как варить оцинкованные трубы электросваркой с применением флюса, кромки труб нужно зачистить до блеска металла и обезжирить, причем обработке следует подвергнуть как внешнюю, так и внутреннюю часть трубы (про