Особенности изготовления параллельного упора
Параллельный упор – это самое распространенное приспособление для ручного фрезера. Оно позволяет фрезе передвигаться по прямой линии относительно базовой поверхности, например, края стола или направляющей рейки. С помощью параллельного упора можно фрезеровать пазы, расположенные на обрабатываемой заготовке, или кромки.
Это приспособление практически всегда поставляется вместе с ручным фрезером. Но при его отсутствии можно справиться своими силами. Параллельный упор имеет простую конструкцию, поэтому его не составит труда изготовить самостоятельно.
В него включены следующие элементы:

Схема параллельного упора на ручном фрезере
- штанги, вставляемые в корпус фрезера;
- стопорный винт, фиксирующий штанги;
- настроечный винт, позволяющий регулировать расстояние фрезы от обрабатываемой поверхности;
- опорные накладки, благодаря которым приспособление упирается в обрабатываемую поверхность.
Для начала необходимо выбрать плоское основание, проходящее параллельно линии движения фрезы. В качестве упора может быть использован любой продолговатый предмет, который соединяют с фрезером одной, а лучше двумя, фиксируемыми штангами.
Чтобы подготовить упор к работе, нужно вставить штанги в отверстия, расположенные в основании фрезера, и зафиксировать их стопорным винтом. Далее приступают к регулировке расстояния между фрезой и поверхностью упора, задействовав регулировочный винт.
С помощью параллельного упора можно создавать не только прямолинейные, но и фигурные резы. Для этого приспособление дополняют еще одной деталью – деревянным бруском. Одна сторона детали должна быть прямой, а вторая округлой или угловой. Брусок располагают на рабочей поверхности так, чтобы его прямая сторона упиралась в упор, а криволинейная – в базовую поверхность.
Пошаговая инструкция
Итак, детали конструкции и необходимые инструменты подобраны, можно приступать к сборке и последующему монтажу самодельной каретки.
Шаг 1: Крепление алюминиевых профилей
Так как каретка будет «бегать по распилочному столу», первое, что следует сделать – это направляющие пазы. Для этого берут два П-образных профиля, примерно равных длине стола. Подогнать размеры можно болгаркой.
На одинаковом расстоянии от расположения режущего диска циркулярки прочерчивают две параллельных ему линии. Затем с помощью ручного фрезера выпиливают по ним П-профильные отверстия, выдувают из них стружку и с помощью клея закрепляют в них профтрубы. После того как клей просохнет – пазы готовы.
Шаг 2: Изготовление базы каретки
Далее конструируется передвижная база торцовочной каретки. Для этого берутся две планки, которые по толщине свободно входят в П-образный паз. Но здесь есть один момент – каретка должна будет свободно «скользить» по столу, а для этого ее на 2-3 мм приподнимают над столом. Чтобы это сделать, в профильные пазы на равном расстоянии выкладываются гайки одинаковой толщины, после чего на них укладываются рейки-направляющие.
Затем на них наносится клей, которым фиксируется фанерная планка-основание. Чтобы прижать ее плотнее, можно закрепить по бокам фиксаторы.
Когда смола высохнет, гайки убираются из профильных пазов и мастер проверяет, свободно ли по них ходит каретка. После этого, для удобства дальнейшего использования каретку обрезают по бокам по профилю стола.
Шаг 3: Монтаж стенок
Итак, основа готова и далее на нее устанавливаются упорные стенки. Для этого берется два деревянных бруска: один из них жестко, с помощью саморезов, фиксируется по ближнему к мастеру краю так, чтобы он был строго перпендикулярно режущей кромке диска пилы; второй закрепляется по верхнему краю, но только с одной стороны. Это нужно для того, чтобы мастер мог выровнять эту стенку строго параллельно нижней. Операция выполняется с помощью угольника.
После того, как стенки выровнены, проводится пробный распил. Он имеет две цели – с его помощью пропиливают отверстия в стенках и основании каретки, а также измерив затем распиленную заготовку, проверяют – верно ли выверен прямой угол распила.
Шаг 4: Изготовление комбинированного квадрата для резки под углом
Итак, обычная каретка с прямой протяжкой готова, но что, если мастеру потребуется пропилить что-то под другим наклоном, например 60, 40 или 30 градусов? Для таких операций понадобится дополнительный конструкционный элемент, который называют «комбинированным квадратом».
Название не случайно взято в кавычки – дело в том, что базой заготовки действительно является квадратная деревянная платформа. Ее выпиливают так, чтобы она свободно помещалась между упорами основной каретки и одной из сторон фиксировалась у нижней стенки.
После этого заготовку кроят, вырезая из нее фрагменты под нужными углами – получившиеся скосы и будут направляющими, по которым укладывают деталь, которую нужно распилить под этим углом.
Приспособления для копирования и тиражирования идентичных деталей
Угловой рычаг и набор копировальных щупов необходимы для изготовления серии идентичных деталей. На угловом рычаге есть шкала (цена деления — 1/10 мм). Благодаря этому можно центровать упорное кольцо под фрезой. При копировании форма детали точно воспроизводится фрезой на новой заготовке. Угловой рычаг может быть укомплектован опорной платой и защитой от стружки. Такое сочетание обеспечит идеальную обработку кромок.
А вот копирование с шаблоном и копировальным кольцом позволяет профессионально осуществлять врезку пазов впотай в мебели или фрезеровать отверстия под ручки в выдвижных ящиках.
Весьма простым и крайне необходимым приспособлением для фрезерной машины является циркуль. Наиболее подходящий материал для него — прозрачное оргстекло. На его поверхности нанесена точная метрическая шкала. Некоторые модели обеспечивают окружность до 1,5 м. С таким приспособлением любая круглая столешница — не проблема. Кстати, его несложно изготовить самостоятельно.
Копирование по заготовке обеспечивает угловой рычаг с точной шкалой регулировки и набор копировальных щупов. У вас появляется возможность центровать упорное кольцо точно под фрезой. Угловой рычаг, дополненный опорной платой, также обеспечивает технологичное фрезерование кромок. Полная комплектация углового рычага: набор копировальных щупов, опорная плита, защита от стружки.
Параллельный упор
Полезные приспособления для фрезера по дереву составляют довольно длинный список. Многие владельцы инструмента в состоянии сделать их из подручных материалов или, если это удобнее, попросту купить отдельно.

Одно из таких приспособлений – параллельный упор. Это компонент базового набора любого фрезера, и хозяину инструмента не придётся изготовлять упор самому. Нужен он для прямого следования фрезы вдоль поверхности базы, которой может служить ровный край детали или верстака.

Упор позволяет обрабатывать кромки и пазы, накрепко фиксируя деталь.
Состоит это полезное дополнение к фрезерному инструменту из следующих частей:
- входящие в выемки на фрезере штанги;
- винтовой крепёж, затягивающий их в нужной позиции;
- настроечный винт для мелкой регулировки расстояния оси фрезы от края;
- опорная часть, которая удерживает конструкцию на базе.
Чтобы привести упор для фрезера по дереву в готовность, надо, чтобы штанги заняли положение в выемках на корпусе инструмента и были затянуты стопором. Ослабив затяжку стопора, настроечным винтом можно при необходимости сделать мелкую регулировку.
С небольшим добавлением параллельный упор позволяет делать, помимо прямых резов, и более сложные. Добавление это представляет собой деревянный брусок с одной ровной стороной. Другая сторона имеет угловатую или круглую выемку. Брусок вставляется между опорной частью и кромкой материала, имеющей изогнутую форму.

Брусок соприкасается с опорой своим ровным краем. Сторона, где выемка, находится в контакте с изогнутой базой. Манипулировать инструментом с таким приспособлением следует предельно внимательно, так как брусок вносит элемент неустойчивости.
Копировальное кольцо
 Копировальные кольца – устройства, используемые в качестве бортов.
Копировальные кольца – устройства, используемые в качестве бортов.
Во процессе фрезерования кольцо движется по шаблону, придавая необходимое положение инструменту. Для крепления колец используют винты, резьбовые отверстия и усики.
Диаметр кольца примерно соответствует аналогичному показателю фрезера. Для изготовления устройства применяется сталь, способная выдерживать большие нагрузки. Гибкие металлы не используются, поскольку они быстро деформируются.
Для производства похожего устройства пригодится угловой рычаг и копировальные щупы. Угловой рычаг обладает шкалой, каждое деление равняется 0,1 мм. Она помогает центровать упорное копировальное кольцо под фрезой, чтобы создать нужную форму дырок на болванках. Для удобства к приспособлению добавляют защиту от стружки и опорную плату, способную улучшить качество обработки кромки.
https://youtube.com/watch?v=qDRpud0gCJM
Во время прорезания фрезер не дотрагивается до краёв кольца. В обратной ситуации режущий инструмент повредится и скоро выйдет из строя.
Использование копировальных шаблонов и колец
Шаблоны предназначены для производства конкретных видов изделий. Они помогают сделать форму готовых предметов более точной и ровной. Готовые шаблоны, которые можно приобрести в магазине, обладают следующими характеристиками:
- Одни модели шаблонов используются для создания моделей по прямолинейному контуру, а другие предполагают круговую или угольную обработку. Часто для бытовых применяется шаблон, помогающий закруглять углы по разному радиусу.
- Отдельные виды шаблонов дополняются кольцами или подшипниками для ручной обработки. Если в модели есть кольцо, то при обработке оно не дотрагивается до краёв фрезера.
- Шаблоны применяются и при фрезеровании болванок с пазами необычной формы. К примеру, достаточно быстро своими руками изготавливается шаблон для создания пазов к петлям дверей.
https://youtube.com/watch?v=A8-NZu6nUNY
Для изготовления шаблонов в бытовых условиях используют деревянные заготовки. Делается это из-за того, что древесина легко поддаётся обработке, поэтому на ней можно выполнить любые узоры для будущих работ. А при фрезеровании шаблон идеально состыкуется с предметами обработки из-за его способности точно повторять геометрию предмета.
Для изготовления шаблона своими руками кусок древесины помещают под фрезер и после нанесения разметки вырезают причудливые формы. Для использования в работе шаблон прикрепляется к болванкам двусторонним скотчем и прижимается струбцинами. Особенно удобно при помощи самодельных шаблонов обрезать не весь край материала, а только его углы.
Разнообразие инструментов

Существуют разные виды ручных фрезеров. Они отличаются принципом работы. Существует три основные разновидности фрезеров:
- Вертикальный. Это инструмент, который применяется для выборки пазов. Недостатком такого оборудования является факт, что радиус углов выборки будут соответствовать радиусу применяемой фрезы. Если применять этот инструмент выборки для дверных петель, придется дорезать углы вручную. Этот тип приборов может отличаться механизмом регулировки. Если он неподвижный, глубину резания нужно будет выставлять перед началом работы. В ходе выполнения операций она не меняется. Погружные вертикальные фрезеры имеют подпружиненные направляющие. Поэтому режущий инструмент можно отводить от поверхности заготовки без отрыва платформы.
- Кромочные фрезы (фрезеры по дереву для ручной обработки — окантовочные). Могут казаться уменьшенной копией вертикального инструмента. Конструкция рассчитана на ведение фрезера по линейке или шаблону. Инструмент применяется для создания пазов, снятия фаски. Это универсальный инструмент, так как он может выполнять все функции вертикальной разновидности приборов.
- Шпоночные инструменты. Это профессиональный инструмент, который особенно удобен при прорезывании большого количества пазов стандартного размера.
Для домашнего и профессионального применения нужно приобретать соответствующие модели. Чаще всего приобретают универсальные инструменты. Для этого можно приобрести оборудование со сменной базой. Инструмент в этом случае сможет выполнять функции как кромочного, так и погружного оборудования. В этом случае в зависимости от выбранного типа фрезы мастер сможет выполнять практически любые работы по дереву.
Параллельный упор
Для выполнения прямых и фигурных резов может использоваться параллельный упор. Это приспособление на сегодняшний день пользуется весьма большой популярностью, входит в поставку многих инструментов. Это приспособление для фрезерования включает в себя несколько конструктивных элементов:
- Направляющие, выполнение в виде штанг для ниш, образованных в корпусе фрезера по дереву.
- Стопорный винт, применяются для фиксирования устройства в нужной позиции.
- Винт, предназначенный для точной промежутка между осью и поверхностью заготовки.
- Контактные губки. Они требуются для того, чтобы упор для фрезера базировался на поверхности.
Боковой упор для фрезера применим при проведении самых различных работ. Подготовить его для работы можно следующим образом:
- Как ранее было отмечено, в основе приспособления по дереву есть отверстия, предназначенные для размещения штанги. Она вставляется в них и фиксируется в требуемом положении при помощи стопорного винта.
- После фиксации устройства стопорный винт немного ослабляется, настроечным проводится смена положения упора.
https://youtube.com/watch?v=d3nL-jWbttU
Зная конструктивные особенности приспособления его можно изготовить своими руками. Для этого понадобятся бруски и металлические элементы, а также винты. В продаже встречается довольно большое количество различных моделей параллельных упоров, которые подбираются непосредственно под особенности фрезера, предназначенного для работы с заготовками из дерева.
Характеристики фрезеров
Мощность. Непосредственно определяет границы возможностей фрезера – максимальный диаметр фрезы и глубину обработки. Увеличение мощности ведет за собой увеличение массы и цены инструмента, поэтому следует сразу определиться с требованиями к фрезеру и подобрать инструмент той мощности, которая необходима исходя из требуемой глубины обработки и диаметров используемых фрез.
Скорость вращения шпинделя. Чем чище должна быть обработанная поверхность, и чем тверже обрабатываемый материал, тем выше должна быть скорость вращения. В то же время, некоторые материалы (например, пластики, вязкие металлы, некоторые сорта дерева) нельзя обрабатывать на очень высокой скорости. Также свои требования к скорости предъявляют некоторые виды насадок. Исходя из перечисленного, если фрезер предполагается использовать для различных операций или с различными видами материалов, то следует выбирать модель с регулировкой оборотов. Следует также иметь в виду, что обороты шпинделя могут падать под нагрузкой, для предотвращения этого явления, некоторые (в основном, профессиональные) модели оснащены опцией поддержания оборотов под нагрузкой.
Для предотвращения рывков при запуске двигателя существует опция плавного пуска – оснащенные этой функцией фрезеры, хоть и будут стоить дороже, но прослужат дольше за счет снижения неблагоприятных воздействий на двигатель. Да и риск испортить деталь резко стронувшейся фрезой будет меньше.
Также для продления срока службы инструмента служит функция защиты от перегрузок, вступающей в действие при превышении допустимой температуры двигателя. Эта функция может быть реализована по-разному – от индикации светодиодом до принудительного отключения питания, но в любом случае лишней не будет.

Размер цанги. Чем крупнее фреза, тем толще и прочнее у неё хвостовик, и, соответственно, тем больше должен быть диаметр цангового патрона. Как правило, мощные фрезеры комплектуются патронами максимального диаметра. Впрочем, часто в комплекте идет несколько сменных цанговых патронов. И, даже если их нет в комплекте, обычно их можно докупить отдельно. В крайнем случае, можно воспользоваться переходной муфтой для установки в патрон фрезы неподходящего диаметра. Крепление фрезы в патроне производится с помощью двух рожковых ключей, обычно входящих в комплектацию. Если фрезер оснащен блокировкой шпинделя, ключ при замене фрезы потребуется только один.
Максимальная глубина фрезерования. Параметр, непосредственно влияющий на мощность инструмента, следовательно, на вес и цену. Поэтому разумно начать выбор фрезера с определения именно требуемой максимальной глубины. Для большинства работ по изготовлению мебели, к примеру, глубины фрезерования в 45-50мм вполне достаточно.

Поскольку не всегда требуется фрезеровать на максимальную глубину, большинство фрезеров комплектуется ограничителем глубины резки, который перед началом работы можно настроить на заданную глубину. У простых базовых моделей подстройка глубины производится довольно грубо, часто с помощью простой миллиметровой шкалы, нанесенной на штанги. Дорогие модели же могут похвастать специальными измерителями глубины погружения и точностью в десятые доли миллиметра.
Параллельный упор для выполнения прямых и фигурных резов
Параллельный упор для фрезерного стола или другой базовой поверхности, позволяющий выполнять в дереве прямолинейные резы относительно данных поверхностей, является одним из самых популярных приспособлений и входит в стандартный комплект многих моделей. Используя такое приспособление, базовым элементом для которого, кроме рабочего стола, может выступать боковая сторона обрабатываемой детали или направляющая рейка, выполняют обработку пазов на заготовке, а также осуществляют фрезерование ее кромочной части.
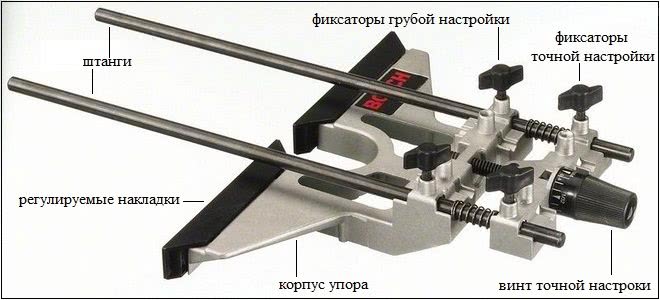
Устройство параллельного упора заводского исполнения
Конструкция параллельного упора для фрезера включает в себя следующие составные элементы:
- штанги, которые вставляются в специальные отверстия в корпусе фрезера;
- стопорный винт, посредством которого штанги фиксируются в требуемом положении;
- винт точной настройки, который нужен для того, чтобы более точно отрегулировать расстояние, на котором ось фрезы будет находиться от базовой поверхности;
- опорные накладки, которыми приспособление упирается в базовую поверхность (в отдельных моделях параллельных упоров предусмотрена возможность изменения расстояния между опорными накладками).
Чтобы подготовить упор для фрезера к работе, требуется совершить следующие действия:
- вставить штанги упора в отверстия в основании фрезера и закрепить их в требуемом положении стопорным винтом;
- ослабив стопорный винт и используя винт точной настройки, отрегулировать расстояние между осью фрезы и опорной поверхностью приспособления.
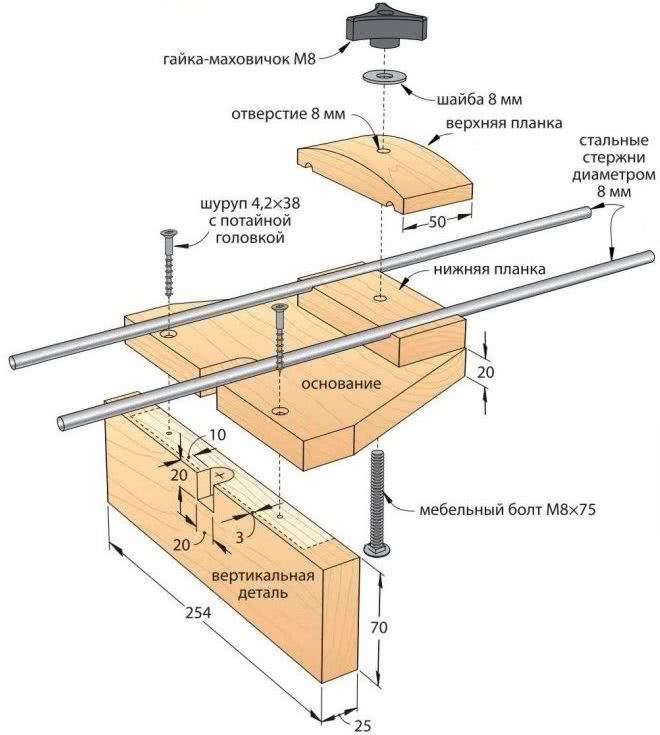
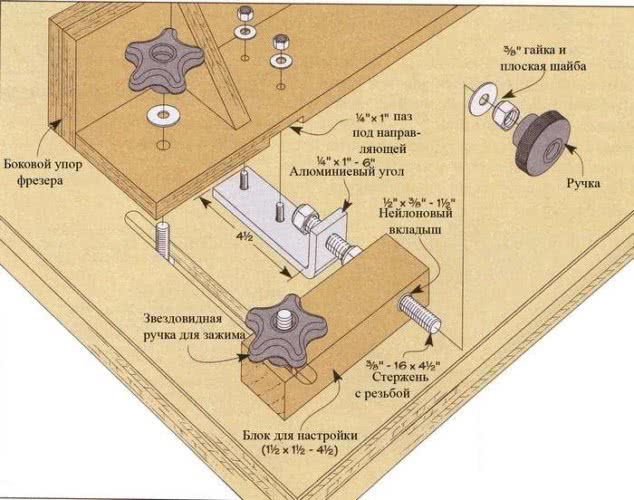
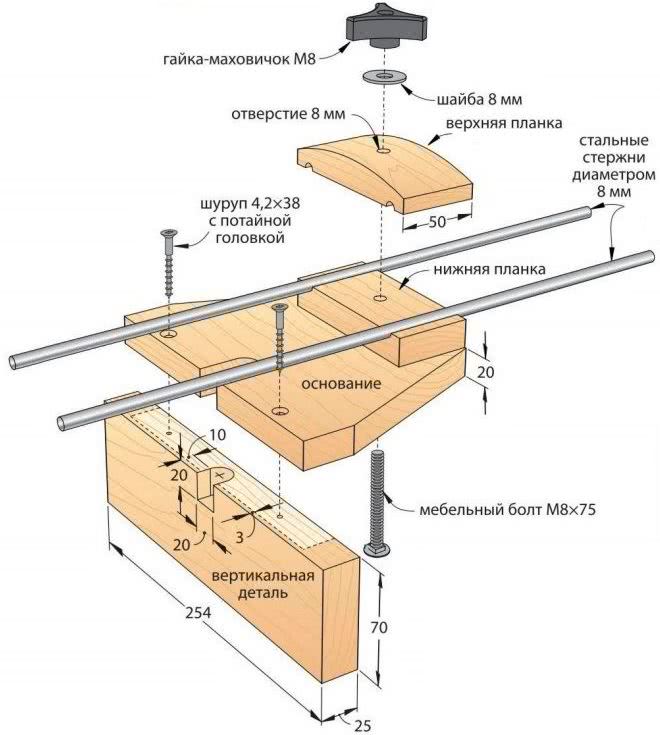
Устройство самодельного параллельного упора из твердой древесины
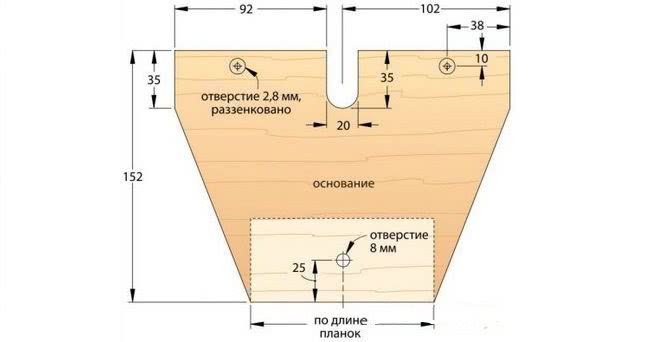
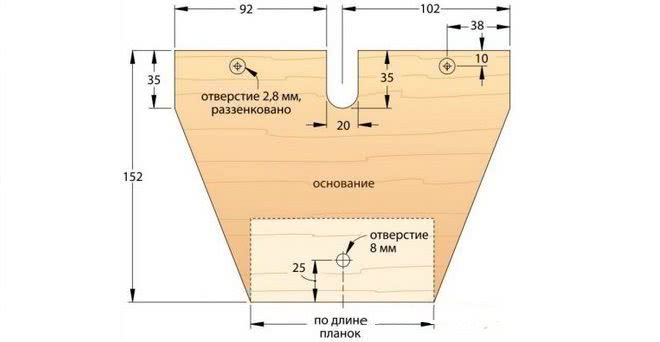
Чертеж основания

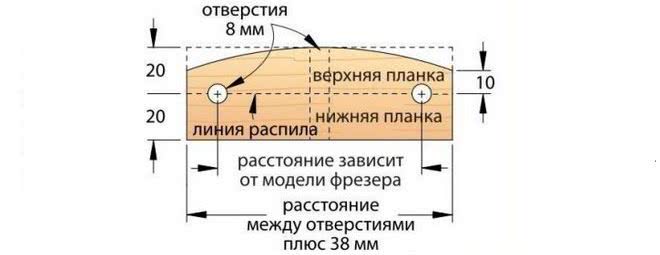
Зажимные планки изготавливаются из целой заготовки
Дополнив параллельный упор одной простой деталью, можно использовать такое приспособление для создания в дереве не только прямолинейных, но и криволинейных резов. Такой деталью является деревянный брусок, одна сторона которого прямая, а на второй выполнена выемка округлой или угловой формы. Его располагают между опорными накладками упора и базовой поверхностью обрабатываемой заготовки из дерева, которая имеет криволинейную форму.
При этом, естественно, своей прямой стороной брусок должен упираться в опорные накладки приспособления, а стороной с выемкой – в криволинейную базовую поверхность. Работать с параллельным упором, дополнительно оснащенным таким бруском, следует предельно аккуратно, так как положение самого фрезера в данном случае будет достаточно неустойчивым.
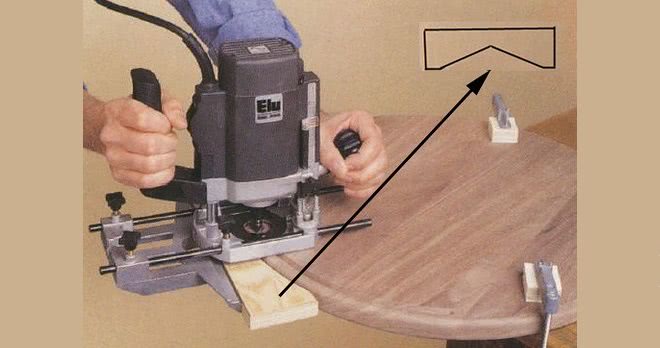
Доработка штатного упора для фрезерования округлостей
Преимущества и недостатки самодельной каретки для циркулярки
При создании каретки для циркулярки можно:
- Добиться оптимальных размеров.
- Изменить стандартный внешней вид, например, сделать радиусную каретку для изогнутых форм.
- Выбирать подходящие материалы: алюминий, дерево, профили и т.д.
- Сэкономить — использовать имеющиеся под рукой инструменты.
Однако, если мастерить направляющую самостоятельно, появится ряд сложностей. В частности, необходимо обладать соответствующими знаниями о процессе, приобрести специфические инструментарий для работы, которого может не оказаться у непрофессионального столяра.
 Каретки разделяются на ручные и стационарные, любительские и профессиональные
Каретки разделяются на ручные и стационарные, любительские и профессиональные
Подшипники в каретке для фрезера
Выделяют две разновидности подшипников при инсталляции направляющих:
- Втулки для шариковых элементов.
- Подшипники для обеспечения скользящей поверхности.
Шариковые цилиндрические обтекатели, а также детали для обеспечения качения по сравнению с рельсовыми каретками имеют два значительных минуса: незначительный уровень грузоподъемности и немаленький люфт. Для обеспечения поддержания веса шипорезная каретка устанавливается на направляющую линию по несколько валов.

Недостатки такого рода подшипников:
- Выдерживают небольшую нагрузку.
- Образование высокого давления вследствие невысокого ресурса функционирования. Необходимость периодической замены вала из-за образования канавки.
- Опилки и липкая пыль забивают слоты.
Подшипники для обеспечения скольжения по поверхности производят из нетвердых металлов, таких как капролон. В случае выдерживания всех допусков показатели грузоподъемности и прецизионности подшипника скольжения достаточны высоки. Тем не менее опилки и грязь не способны навредить агрегату. Но это относится только к деталям из бронзы, которые качественно обработаны.
Со временем происходит износ изделия, который требует периодической подгонки, чтобы избавиться для избавления от зазоров. Как правило, для изготовления собственными руками применяют более доступные подшипники.
Параллельный упор для выполнения прямых и фигурных резов
Параллельный упор для фрезерного стола или другой базовой поверхности, позволяющий выполнять в дереве прямолинейные резы относительно данных поверхностей, является одним из самых популярных приспособлений и входит в стандартный комплект многих моделей. Используя такое приспособление, базовым элементом для которого, кроме рабочего стола, может выступать боковая сторона обрабатываемой детали или направляющая рейка, выполняют обработку пазов на заготовке, а также осуществляют фрезерование ее кромочной части.
Устройство параллельного упора заводского исполнения
Конструкция параллельного упора для фрезера включает в себя следующие составные элементы:
- штанги, которые вставляются в специальные отверстия в корпусе фрезера;
- стопорный винт, посредством которого штанги фиксируются в требуемом положении;
- винт точной настройки, который нужен для того, чтобы более точно отрегулировать расстояние, на котором ось фрезы будет находиться от базовой поверхности;
- опорные накладки, которыми приспособление упирается в базовую поверхность (в отдельных моделях параллельных упоров предусмотрена возможность изменения расстояния между опорными накладками).
Чтобы подготовить упор для фрезера к работе, требуется совершить следующие действия:
- вставить штанги упора в отверстия в основании фрезера и закрепить их в требуемом положении стопорным винтом;
- ослабив стопорный винт и используя винт точной настройки, отрегулировать расстояние между осью фрезы и опорной поверхностью приспособления.
Устройство самодельного параллельного упора из твердой древесины
Чертеж основания
Зажимные планки изготавливаются из целой заготовки
Дополнив параллельный упор одной простой деталью, можно использовать такое приспособление для создания в дереве не только прямолинейных, но и криволинейных резов. Такой деталью является деревянный брусок, одна сторона которого прямая, а на второй выполнена выемка округлой или угловой формы. Его располагают между опорными накладками упора и базовой поверхностью обрабатываемой заготовки из дерева, которая имеет криволинейную форму.
При этом, естественно, своей прямой стороной брусок должен упираться в опорные накладки приспособления, а стороной с выемкой – в криволинейную базовую поверхность. Работать с параллельным упором, дополнительно оснащенным таким бруском, следует предельно аккуратно, так как положение самого фрезера в данном случае будет достаточно неустойчивым.
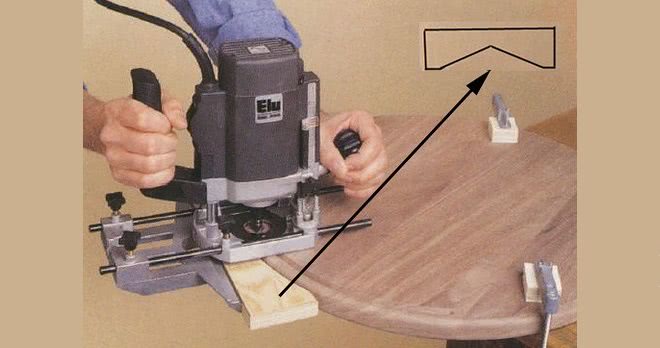
Доработка штатного упора для фрезерования округлостей
Вырезание пазов округлой и эллиптической формы
Чтобы ручным фрезером вырезать в дереве пазы в форме круга или эллипса, используют циркульные приспособления. Простейший циркуль для фрезера состоит из штанги. Один ее конец соединяется с основанием фрезера, а второй оснащается винтом и штифтом. Штифт вставляется в отверстие, выступающее в качестве центра окружности, по контуру которой формируется паз. Чтобы изменить радиус окружности паза, для выполнения которого используется такой циркуль для фрезера, достаточно сместить штангу относительно основания фрезера. Более удобными в использовании являются циркульные приспособления, в конструкции которых предусмотрены две штанги, а не одна.

Простейший циркуль-штанга часто идет в комплекте с фрезером
Оснастка, работающая по принципу циркуля, является достаточно распространенным типом приспособлений, используемых для работы с фрезером. С их помощью очень удобно выполнять фрезерование фигурных пазов с различными радиусами закругления. Как уже говорилось выше, типовая конструкция такого приспособления, которое можно изготовить и своими руками, включает в себя винт со штифтом, имеющим возможность перемещаться по пазу устройства и тем самым позволяющим регулировать радиус создаваемого паза.
В тех случаях, когда фрезером по дереву или другому материалу необходимо создать отверстие небольшого диаметра, используется оснастка другого типа. Особенностью конструкции таких приспособлений, которые фиксируются на нижней части базы фрезера, является то, что их штифт, устанавливаемый в центральное отверстие на обрабатываемой заготовке, располагается под основанием используемого электроинструмента, а не за его пределами.

Самодельный циркуль с двумя направляющими
Используя специальные приспособления, ручным фрезером можно создавать в дереве не только круглые, но и овальные отверстия. Конструкция одного из таких приспособлений включает в себя:
- основание, которое может фиксироваться на обрабатываемом изделии из дерева вакуумными присосками или винтами;
- два башмака, которые перемещаются по пересекающимся направляющим;
- две монтажные штанги;
- кронштейн, соединяющий основание приспособления с фрезером.
За счет специальных пазов в кронштейне такого приспособления его опорная плита легко выставляется в одной плоскости с основанием фрезера. Если данная оснастка используется для выполнения фрезерования по круглому контуру, то задействуется один башмак, а если по овальному, то оба. Сделанный таким приспособлением вырез отличается более высоким качеством, чем если бы он был выполнен с использованием лобзика или ленточной пилы. Объясняется это тем, что обработка при помощи фрезера, используемого в данном случае, осуществляется инструментом, который вращается с высокой скоростью.
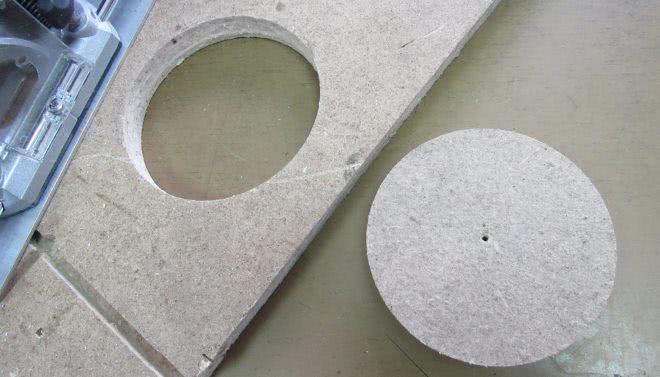
Результат работы с самодельным циркулем – круглое отверстие с ровными кромками
Поэтапное использование шаблонов для фрезера с описанием ключевых особенностей
Соединения и раскрой рабочих поверхностей из дерева нуждается в использовании современных технологий производства. Можно выполнить такие задачи со столом для фрезера своими руками, но для этого нужно применить соответствующее оборудование. Были разработаны уникальные шаблоны, с помощью которых можно быстро выполнить стандартные заготовки. Процесс эксплуатации шаблонов для фрезера с подробным описанием:
1. Первым делом нужно вставить шаблон в опущенный держатель.
2. Задвинуть его до конца, чтобы он не прогибался.
3. Задняя кромка элемента должна быть направлена вверх.
4. Регулируемые упоры по бокам нужно завести так, чтобы верхние части прилегали к прямым кромкам.
5. Основные упоры должны быть обращены к центру модуля.
6. Деревянную плиту нужно установить под шаблон, прижав ее к левому упору и выровняв с передней кромкой.
7. Заготовка цепляется вертикально снизу, поэтому нужно прикрутить ее болтами.
Популярными в этой категории являются гибкие шаблоны, которые имеют меньшее сечение с соответствующим небольшим радиусом изгиба. Зачастую профессионалы в этой сфере деятельности применяют их для фигурного фрезерования. Это оптимальное решение для создания уникальных изделий нестандартной формы практикуемых в дизайнерских проектах интерьера. Если вы сделаете стол для фрезера своими руками, то заниматься обработкой древесины будет легко и просто, так как особого опыта вам не понадобится.
В наше время много чего можно сделать самостоятельно, без необходимости привлечения оплачиваемой помощи со стороны строительных компаний. Для выполнения вышеуказанных этапов производства конструкции необходимо иметь определенный опыт, поэтому нужно предварительно ознакомиться с теорией по данной тематике в целом. Но по большей степени данный проект вполне по силам даже для новичка в этом ремесле, поэтому нужно ответственно и скрупулезно подойти к монтажу каждой детали.
Опорная доска
Заготовки ящиков в моей конструкции крепятся струбцинами к опорной доске. Чтобы она прослужила дольше и не сминалась от струбцин, для её изготовления я использовал террасную доску из лиственницы, которую выровнял на рейсмусе.
Сначала я планировал сделать опору единой доской, но она потребовала бы фиксатора снизу и, кроме того, нижняя кромка повреждалась бы пилой при резке шипов. Если бы я поднял опорную доску выше уровня шипов, то возникла бы проблема сколов на заготовках, особенно из фанеры. Поэтому опорную доску я сделал из двух частей.
4. Нижнюю, более узкую и короткую часть опорной доски жёстко прикрепип к упору основания шипорезки, а верхнюю оставил подвижной. Она перемещается с помощью деревянного блока с гайкой и шпильки по пазу в нижней части опорной доски.
5. В нижней части установил сменную противоскольную накладку из MDF. На подвижной части опорной доски установил боковой упор — строго перпендикулярно как к доске, так и к плите основания. Затем прикрепил на край основания брусок в качестве дополнительного крепления и сделал разрез основания для прохода диска.
6. Для безопасности в передней части, где выходит диск, вклеил защитный брусок. По бокам от этого бруска осталось место, куда будут установлены ручки для удобства перемещения шипорезки по полозьям стола пилы.
7. Для контроля над положением диска установил два указателя. Первый показывает, когда опорная доска установлена в «нулевое» положение, то есть когда диск плотно соприкасается своей плоскостью с боковым упором. Второй помогает считать обороты при вращении шпильки. В качестве второго счётчика использовал деревянный «бочонок», жёстко закреплённый на шпильку, на который нанес риски с шагом в 1/4 оборота.
8. Чтобы обеспечить более быструю работу, я использовал «бутерброд» из двух одинаковых дисков и прокладки между ними. Существуют специальные наборы для установки точной ширины паза, но они дороги, и у меня такого нет. Чтобы получить прокладку нужной толщины, я вырезал дюралевую шайбу толщиной чуть меньше необходимой и доводил до нужных размеров с помощью самоклеящейся алюминиевой ленты. Хочу отметить, что лучше использовать новые одинаковые диски. У меня один был новый, а второй — уже немного пользованный, в результате при резке в основании шипа появляется небольшая ступенька.
9. После множества проб и подгонов я получил «бутерброд» с шириной реза 5,25 мм, что соответствует 3 оборотам шпильки (1,75 мм х 3 = 5,25 мм). Это дало возможность делать шипы шириной 5,25 мм, поворачивая шпильку между резами на 6 полных оборотов. Если нужно было делать более крупные шипы, то количество оборотов пропорционально увеличивал.
10. Шипорезка готова к работе.
Каким требованиям должен отвечать стол
Профессиональный мастер не жалеет денег на приобретение самого современного и надежного оборудования — такие вложения не только окупаются, но и приносят значительную прибыль. Это его постоянная работа и основной доход, а чем выше производительность труда, меньше непродуктивные потери материалов и лучше качество, тем больше прибыли у мастера. Начинающим мастерам нет смысла покупать дорогие станки и оборудование, им вполне достаточно одной ручной фрезы. Соответственно, станок надо делать такой, чтобы фреза в любой момент быстро снималась и могла использоваться в обыкновенном режиме.

Конструкция станка должна быть максимально простой и одновременно надежной
Еще одно требование – стол должен быть максимально простым в изготовлении. Его можно сделать своими руками и с помощью того простейшего набора инструментов, который есть у непрофессионалов.
Чертеж простой столешницы под фрезер
В связи с такими требованиями, мы не будем рассматривать варианты сложных столов, их сделать могут лишь мастера столярного дела. Кроме того, большинство проектов требуют переделки ручного фрезера, после реконструкции инструмент уже нельзя использовать в ручном режиме, надо покупать второй экземпляр. Экономически невыгодно терять время и финансовые средства на изготовление стола для фрезера лишь для того, чтобы пользоваться несколько часов в году, а для обыкновенных более частых работ покупать еще один ручной фрезер.

Если потребность в ручном фрезере выше, нет смысла сооружать сложный станок