Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
https://youtube.com/watch?v=65S1VqlKwBw
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
https://youtube.com/watch?v=Zy0727Rn7Vs
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
https://youtube.com/watch?v=YrOhVOKpv5c
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
https://youtube.com/watch?v=ssFuVSX8mSQ
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально
Виды изделий
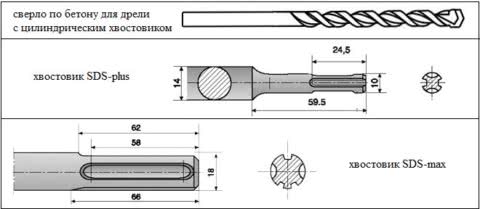
Особенность сверла для бетона — наличие особой напайки, выполненной из сплава очень большой прочности, по твердости практически, как алмаз. Такие победитовые инструменты превосходят по прочности все прочие изделия.
Их можно классифицировать как:
- Сверло для дрели. Хвостовик конструкции выполнен в форме цилиндра или многогранника.
- Сверло для перфоратора. Хвостовик имеет форму цилиндра с выемками, а на его поверхности имеется маркировка SDS MAX или SDS PLUS.
Сделать отверстие в железобетоне, с использованием простой дрели, не всегда возможно. Для этого применяется перфоратор, с ударным сверлом для бетона, которое называется буром.
Чтобы представить, чем отличается бур от сверл для разных материалов, стоит познакомиться с тем, как выглядят эти инструменты:



Таблица 2 — сверла:



Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
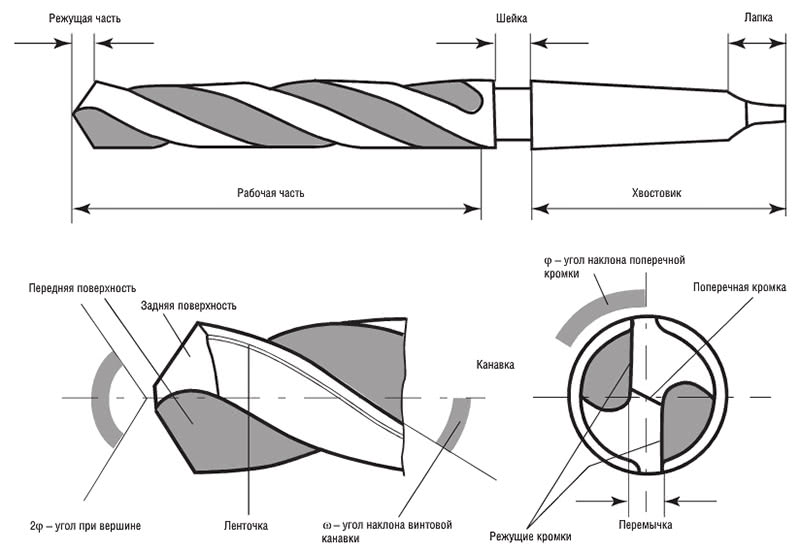
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Как заточить сверло Левиса?
При резком увеличении нагрузки во время сверления, а также ухудшении качества получаемого отверстия, свёрла Левиса подлежат заточке. Она производится в следующей последовательности:
- При одноплоскостной заточке заднему углу сверла при помощи напильника придают значение 28…32º, и стараются выдерживать это значение по всей длине винтовой части. При использовании шлифовального круга сверло нельзя двигать. Такая заточка используется для спиральных свёрл небольшого диаметра;
- При конической заточке, которую следует выполнять для свёрл диаметром более 6…8 мм, инструмент располагают у боковой части шлифовального инструмента. Правой рукой удерживают остриё, а левой – винтовую часть сверла, причём максимально близко от конуса. Раскачивая инструмент на угол примерно 45º и прижимая его к торцу, пытаются воссоздать прежнее значение конусности при переходе от резьбовой части к винтовой;
- Если выдержать требуемые параметры не удалось, сверло Левиса можно подточить. С этой целью передний угол уменьшают, а ширину режущей ленты – увеличивают. Правда, при этом сверло нельзя с той же эффективностью применять для сверления вязкой древесины с повышенной влажностью;
- На окончательном этапе производят доводку сверла, которая заключается в удалении всех выявленных рисок и зазубрин, после этого восстанавливают коническую резьбу на острие.
Работу со свёрлами Левиса необходимо выполнять, уже имея некоторый опыт, поскольку данная конструкция инструмента весьма чувствительна к крутящим моментам, которые нагружают сверло.
Как сделать станок для заточки сверл своими руками
Нам будут необходимы следующие материалы: абразивный диск, переключатель, мотор с хорошей мощностью, подставка, провода, ось и заглушка. Также для безопасного использования станка на нём обязан быть корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.

Предварительно нужно определиться с местом установки станка, так как он будет подключаться к розетке.

Также наше устройство должно размещаться на столе, желательно из металла, куда нужно будет поставить двигатель, и расставить отметки для проделывания отверстий под болты.

На вал двигателя надевают абразивный диск. Чтобы его закрепить на валу, надо надеть сначала шайбу, затем диск и еще раз шайбу. После этого следует установить крепёжную гайку на заранее приготовленную резьбу на валу.
Обратите внимание!
-
Лампа для дезинфекции коронавируса (COVID-19) — обзор лучших вариантов, а также инструкция по применению
-
Как сделать медицинскую маску: инструкция по изготовлению простых и сложных масок для защиты от коронавируса (COVID-19)
-
Как связать тапочки крючком? ТОП-8 лучших идей от мастериц. Пошаговая инструкция, как связать красивые и теплые тапочки своими руками
Соединить провода нужно с пускателем, который должен быть с тремя разомкнутыми контактами. Обмотка должна быть способна к подключению фазных линий, с использованием двух пускателей, соединённых последовательно.

Кнопка выключения должна соединяться с Нз, а кнопка запуска будет соединена с НР, также она должна состоять в параллельном соединении с двумя НР контактами пускателя.

Двигатель сам по себе безопасное устройство, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно воспользоваться металлическим коробом или сделать защитный экран из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Он защитит рабочего, в случае если абразивный диск треснет.

Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
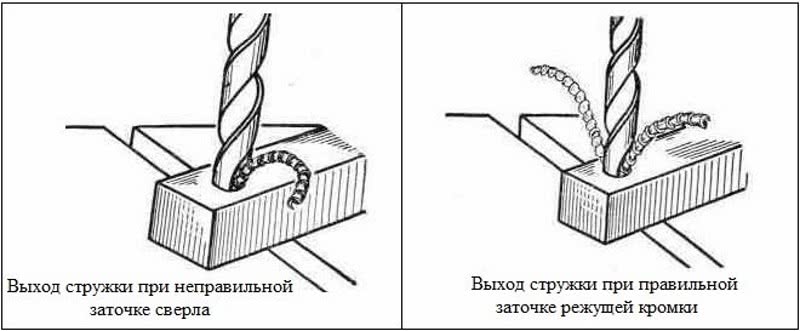
-
стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
При помощи электрического станка
Для начала стоит уточнить, что данный процесс будет довольно сложен для тех, кто ни разу до этого не занимался заточкой. Если вы относитесь к числу таких людей, то попробуйте потренироваться и заточить уже изношенный инструмент, давно не используемый вами. Только после небольшой тренировки появится представление о том, как обстоят дела с процессом. Можно будет приступать непосредственно к делу.
Работа является кропотливой — одно лишнее движение может испортить инструмент, чего вам, конечно же, не нужно
Поэтому очень важно следовать ниже прописанной инструкции, она поможет наиболее правильно проделать процедуру
Во время выполнения нужно руководствоваться несколькими правилами, которые обеспечат вам хороший исход:
- поставьте рядом емкость с холодной водой — она пригодится вам для охлаждения перегретого сверла,
- 45 градусов — именно такой угол является наиболее правильным. Поэтому старайтесь держать элемент в таком положении,
- сверло устанавливается на край диска станка — это наиболее правильный вариант,
- если хотите, чтобы заточка была произведена наиболее точно, то поместите элемент в шайбу — так у вас появится уверенность, что работа пройдет нормально,
- задние кромки сверла необходимо подвернуть на несколько миллиметров и после этого следить за их ровностью,
- перемычка инструмента должна быть тонкой, это обеспечит вам наибольшее удобство работы,
- после того как процесс почти завершен, немного сбавьте обороты станка и продолжите заточку,
- после окончания охладите готовый предмет с помощью воды, убедитесь, что он правильно работает. Если это не так, то продолжите процесс до оптимального состояния инструмента.
Критерии выбора свёрл
В продаже имеется достаточно много типов режущих оснасток
При выборе следует обратить внимание на цвет металла:
- Чёрный. Изделие с антикоррозионной оксидной плёнкой, которая дополнительно предотвращает перегрев. Устойчивы к износу, подходят для высоких нагрузок.
- Серый. Низкокачественные модели для малых нагрузок.
- Золотистый. Такой цвет обусловлен наличием титана в сплаве, что повышает прочность.
- Тёмно-золотистый. Также сплав с титаном, но без внутреннего напряжения в стержне. Самые высококачественные свёрла для значительных нагрузок.
По типу конструкции выделяют такие виды свёрл:
- Традиционные спиральные. Подходят для большинства бытовых задач.
- Левосторонние. Для высверливания сломанных крепёжных элементов.
- Высокоточные. Для тонких работ, где недопустимо отклонение от проекта.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
В видео показано, как точить сверла по металлу вручную:
https://youtube.com/watch?v=YbuBCqXexxQ
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Видео:
https://youtube.com/watch?v=aBsS2bMGt58
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
Видео:
https://youtube.com/watch?v=R187hZOAMzQ
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
Как продлить срок службы резца
https://youtube.com/watch?v=eDBLsUA8Hg8
Чтобы его как можно дольше не приходилось править, стоит:
- избегать перегрева, который приводит к быстрому размягчению металла, а значит и к затуплению кромки;
- смазывать машинным маслом – это поможет снизить столь опасную силу трения и предотвратить резкое повышение температуры в зоне контакта;
- контролировать скорость вращения – ограничивайте ее, ориентируясь на твердость материала и нужный диаметр отверстия, но не гонитесь за быстротой, помните, что условия эксплуатации должны быть щадящими;
- своевременно убирать стружку, чтобы она не забивала углубление, иначе инструмент может застрять и даже сломаться;
- обрабатывать еще и перемычку с ленточкой – так вы улучшите стойкость и качество врезания, что позволить ослабить подачу, сохраняя должную производительность;
- делать несколько проходов, давая паузы между каждым из них – чтобы приспособление успевало остыть.
Мы рассказали, как правильно заточить сверло по металлу, видео этого процесса тоже предоставили, теперь вы можете смело приступать к обработке поврежденных стержней. А если вам нужно приобрести для этого станок, его найдете в каталоге завода-производителя «Сармат», обращайтесь и заказывайте качественное и современное оборудование.
Зависимость угла заточки от материала
Выше мы уже упоминали, что количество градусов меняется в ту или иную сторону, исходя из того, что за деталь обрабатывается. Чем она меньше, тем кромка длиннее, лучше теплоотвод, дольше срок службы. Чем больше, тем труднее центрировать инструмент на начальном этапе выполнения технологической операции.
Есть универсальная величина – 118 0 (с допуском в 2 0) и 7-12 0 соответственно. Ее выбирают тогда, когда никаких подробностей не указано. Если же известно, из чего выполнена заготовка, следует отдать предпочтение рекомендованным величинам, которые мы для наглядности свели в таблицу.
| Материал | Угол, 0 | |
| задний | при вершине | |
| мягкая древесина, пластмасса, волокнистые структуры | 12-15 | 60 |
| твердые породы дерева, упругая резина, бакелит, ковкий каучук | 90 | |
| нержавейка, сплавы коррозионных и жаропрочных сталей | 12-14 | 127 |
| инструментальная сталь | 7-15 | 118-150 |
| медь | 12-15 | 100-118 |
| твердая бронза, конструкционные стали, чугун (работая с литьем, из него следует выполнять двойную заточку, делая угол переходной кромки в 70-75 0) | 7-12 | 118 +/- 2 |
|
сплавы |
||
| титановые | 12 | 70-118 |
| магниевые | 135-140 | |
| алюминиевые | 12-17 | 90-140 |
| медные | 12-15 | 118-150 |
Несколько способов
Сверло, внедряясь в материал, который обрабатывается, обязательно должно соприкасаться с заготовкой исключительно режущими кромками. Все другие точки задней поверхности обязательно должны иметь зазор с дном отверстия (поверхностью резания). Чтобы существовал зазор, форма задней поверхности должна отличаться от формы дна отверстия.
Существует достаточно большое количество возможных методов заточки, которые дают возможность создать нужные задние углы, зазор между задней поверхностью сверла и поверхностями резания. В зависимости от формы, которую получит задняя поверхность, их можно разделить на методы винтовой, конической и плоскостной заточки.
Использование конической заточки
При конической заточке сверла необходимо правильно задать геометрические параметры.
Коническая заточка является самым распространенным методом. Сверло устанавливается в призму, которая имеет возможность покачиваться вокруг оси, которая наклонена к рабочей поверхности круга для шлифования. Ось качания и ось сверла скрещиваются. Это значит, что лежать они будут в двух параллельных плоскостях.
Сверло, которое закрепляется в призме, подводится к шлифовальному кругу. Задняя поверхность при этом приобретет форму участка конической поверхности. Вершина конуса будет лежать на пересечении образующей рабочей поверхности круга с осью качания.
В зависимости от геометрических параметров заточки, которые были заданы. При конической заточке следует настраивать:
- Расстояние между скрещивающейся осью качания, которая является осью конуса заточки, и осями сверла (h).
- Расстояние от оси сверла до вершины конуса заточки (H).
- Угол скрещивания оси конуса заточки и оси сверла (o).
- Половина угла конуса заточки (б).
Применяется два типа конической заточки:
Для получения других значений наклона поперечной кромки, изменяют параметры и настройки.
- Вершина конуса заточки расположена выше, чем вершина сверла. В данном случае параметры настройки будут следующими: a = 45 градусов, б = 13-15 градусов, H = 1,9D, h = (0,05-0,08)D. Угол скрещивания оси сверла и конуса в данном случае меньше, чем угол ф0 между осью образующей шлифовального круга и сверла.
- Вершина конуса заточки ниже, чем вершина сверла. Расстояние вершины от сверла H = 1,16D, половина угла конуса заточки б = 30-35 градусов, угол скрещивания оси сверла и оси конуса о = 90 градусов, смещение h = (0.05-0,08)D. Для данного типа заточки 0 > ф0.
Указанные параметры установки способны обеспечить задние углы для периферийной точки а = 5-7 градусов, угол в плане 2ф = 116-118 градусов, угол наклона режущей поперечной кромки Ф = 55 градусов.
Если есть необходимость получить другие значения задних углов а и ф (наклона поперечной кромки), следует измерить параметры настройки.
Задний угол настраивается при помощи изменения расстояния h между скрещивающимися осями сверла и конуса заточки. Угол наклона режущей поперечной кромки (ф) – при помощи поворота вокруг оси, угол в плане – изменение угла о и б. С увеличением расстояния между осью сверла и осью конуса заточки (h) возрастет а, углы ф и 2ф уменьшатся. Увеличение о, б и H, наоборот, снижает 2ф, ф и а.
Задний угол, который измеряется в цилиндрических сечениях, в процессе приближения при конической заточке к оси сверла возрастает.
Цилиндрическое сечение сверла.
Первый тип заточки способен создать более резкий прирост задних углов. Подобное изменение задних углов является благоприятным. Объясняется данное работой сверла. Помимо вращательного движения в процессе работы сверло будет перемещаться вдоль оси. Следовательно, траектория каждой из точек является винтовой линией. Данная линия наклоняется к плоскости резки, которая определяется без учета осевого перемещения сверл под углом м. Его значение определяется по формуле tg м = So / пD, где So = подача, мм/об.
Фактический задний угол уменьшится на значение м. Чем ближе рассматриваемая точка будет лежать к оси сверла, тем в большей степени будет уменьшаться задний угол, который измеряется в процессе работы. Следовательно, увеличение задних углов с приближением к оси, которое может получиться при конической заточке, будет способствовать увеличению стойкости.
Сверла по нержавейке — какие стоит брать, а какие нет?
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.
При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.
Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
https://youtube.com/watch?v=KCL27Bs9DYg
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Полезные советы
О нюансах заточки можно говорить много, но ведь важно не просто правильно точить инструмент, но и делать это в безопасности и потом правильно хранить изделия. Итак, правила безопасности и сохранения работоспособности сверл:
Итак, правила безопасности и сохранения работоспособности сверл:
- при заточке инструмент сильно греется. Это не только требует аккуратности в обращении и – очень желательно – работы в защитных перчатках. Это также влияет на свойства металла. Поэтому подавать инструмент к заточному приспособлению следует короткими периодами, по 2…3 секунды, и охлаждать после каждого периода в воде или другой СОЖ (смазочно-охлаждающей жидкости);
- в процессе работы от сверла и точильного круга летят искры. Защищать надо не только руки, но и лицо. Прозрачный щиток или очки будут очень кстати;
- для тонкой работы необходимо очень хорошо видеть, что именно делается. Соответственно, роль защитного щитка вполне может сыграть увеличительное стекло;
- необходимо дополнительное освещение, но лампа должна располагаться так, чтобы хрупкую колбу не могли повредить случайные осколки металла или абразива.
В отношении хранения правила просты: заточенные сверла не должны соприкасаться друг к другу, не должны находиться во влажной или агрессивной среде. Очень удобны для постоянного хранения специальные органайзеры – промышленные или самодельные. При наличии надписей о диаметре поиск нужного инструмента происходит почти мгновенно.





