Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
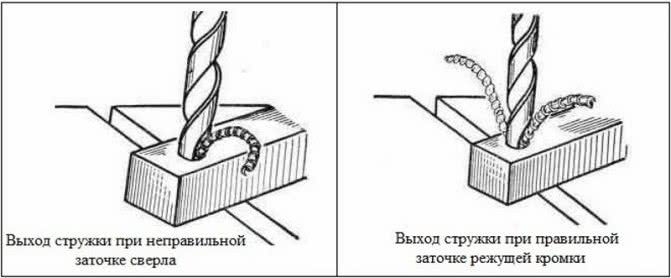
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Подготовка инструментов
Чтобы правильно заточить сверло, вам потребуется:
- точильный станок или его заменитель (болгарка с абразивным кругом и т.д.) и штангенциркуль;
- трафарет для проверки заточки сверла (можно изготовить самостоятельно);
- емкость с водой или машинным маслом (для охлаждения сверла в ходе заточки);
- маркер, обрезок металлического уголка с полкой 30 — 40 мм + маленькая струбцина;
- круг из мягкого камня для доводки режущих кромок, защитные очки или маска.
Внимание: согласно правилам техники безопасности, при работе на точильном оборудовании не используются перчатки
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Сверла по нержавейке — какие стоит брать, а какие нет?
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.
При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.
Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
Как сделать устройство для заточки?
Изготовить самодельную установку, сверяясь по самостоятельно разработанному или чужому чертежу, можно на основе гаечно-болтовых элементов, в качестве насадки на болгарку или дрель.


Из дверных петель
Процесс получения в домашних условиях вспомогательного инструмента для заточки свёрл, собранного из дверных петель, состоит в следующем. Разрежьте надвое одну из петель. Приварите стальной уголок к ней. Нарежьте резьбу под болт в просверленных отверстиях. Приварите к болту барашек для поворачивания упорной части. Зафиксируйте нижнюю часть петли рядом с ручкой болгарки. Верхнюю используйте для перемещения заготовки.
Данное приспособление позволяет подавать сверло по направлению вниз. Задняя грань делается плоской, что приведёт к перегреву сверла. Сориентировать сверло легко, но качество подтачивания затупленной кромки сомнительное.Достоинством такого приспособления является возможность улучшить его конструкцию.
О том, как сделать устройство для заточки сверла из дверной петли, вы можете узнать из видео ниже.
Из гайки
Чтобы сделать насадку для заточки сверла на основе гайки, мастеру нужен лишь минимальный набор расходных материалов.
- Отберите две разные по размеру гайки. На меньшей пропилите 9-миллиметровые разрезы с граней, чьи рёбра располагаются друг по отношению к другу под углом в 120 градусов.
- При помощи сварочного аппарата приварите вторую гайку к первой таким образом, чтобы образовались треугольно расположенные отверстия.
- Вкрутите в меньшую гайку болт, одинаковый по диаметру винтовой канавки с меньшей гайкой. Данный болт зажмёт обрабатываемое сверло.
- Проденьте заготовку в такой держатель. Она жёстко зафиксируется при помощи зажима.
Приспособление на основе гаек для заточки свёрл готово. Оно не даст сточить больше, чем вы хотите. Сверло после затачивания обретёт требуемую остроту и вновь станет работать штатно, как и до затупления. Гайки не дают выставленному углу отклониться от своего изначального значения. Недостаток – сплав, из которого изготовлена гайка, при соприкосновении со шлифовальным кругом частично сточится, так как гайки и болты изготавливают из низкоуглеродистой стали.
Из болгарки
Инструмент для заточки, приобретаемый в магазине, в основном изготовлен из пластиковых комплектующих. У них присутствуют стандартные технологические отверстия и зазоры. Собственноручно изготовленное приспособление – из металла, а не пластиковое. Оно прослужит не месяцы, а едва ли не всю жизнь мастера. Рекомендации заключаются в следующем:
- если применяется болгарка или дрель в качестве привода – затачивающий круг (вращающуюся наждачку) соединяют посредством кольца;
- наждачный конус изготавливается при помощи токарного станка;
- основа с отверстиями под свёрла разных диаметров выполняется из металлического бруска, но можно использовать и деревянный.


Перед изготовлением приспособы полезно ознакомиться, из каких деталей собран промышленный его аналог. Приспособление для болгарки является более лёгким вариантом – заточка и шлифовка болгарочным приводом происходит в штатных, естественных условиях. Закрепить сверло под требуемым углом легко.
Прикрепите к корпусу болгарки стальной уголок, служащий направляющей для инструмента. Отрегулировать угол подачи (наклона) можно вручную. Недостаток – неравномерное стачивающее воздействие на шлифовально-отрезной диск. Подтачивая свёрла в одном и том же положении, пользователь рискует срывом диска на полном ходу из-за постоянной проточки абразивного материала, из которого сделан отрезной круг. Трудоёмкость изготовления данного варианта значительно выше, чем у предыдущего.

Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
https://youtube.com/watch?v=65S1VqlKwBw
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
https://youtube.com/watch?v=Zy0727Rn7Vs
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
https://youtube.com/watch?v=YrOhVOKpv5c
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
https://youtube.com/watch?v=ssFuVSX8mSQ
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально
Каким образом осуществляется классификация свёрл по металлу?
Основным параметром классификации является форма части, осуществляющей резанье.
Стандартным вариантом являются обычные цилиндрические спиральные сверла, данный вид применяется для простых бытовых нужд. Чаще всего их изготавливают из быстрорежущей стали, они имеют угол заострения равный 120 градусов. Спиральные свёрла снабжены двумя главными режущими кромками, которые образованы путем пересечения передних винтовых поверхностей канавок, служащих для схода стружки, с задними поверхностями, обращёнными к режущей поверхности.
Они в свою очередь подразделяются на разновидности:
- С цилиндрическим хвостовиком – имеют диаметр не более 12 мм;
- Квадратные;
- С коническим хвостовиком – имеют диаметр от 6 до 60 мм;
- С шестигранным хвостовиком – самый редкий вариант.
Реже встречаются корончатые свёрла по металлу, которые используются для сверления отверстий, имеющих большой диаметр. Внешне инструмент похож на сверло по бетону, но отличается от него отсутствием твердосплавных напаек. Корончатые изделия имеют частые мелкие зубчики и изготавливаются из высокопрочной стали.
Более современными являются ступенчатые свёрла. Их преимуществом является то, что благодаря своеобразной форме, они могут использоваться для сверления диаметров от 6 до 30 мм. Ограничением по их использованию является только применимость лишь для листового материала толщиной не более 2-х мм.
Также следует обратить внимание на такие типы сверл как:
- Плоские или перовые — являются прочными и недорогими, но не имеют отвода стружки. Имеют режущую кромку, которая выполнена в виде лопаты. Она может образовывать как цельную часть вместе с хвостовиком, так и прикрепляться с помощью специального держателя;
- Удлиненные спиральные, имеющие винтовые каналы, проходящие через тело изделия;
- Для изготовления глубоких отверстий глубиной более 5 диаметров самого сверла. Для этих целей берется удлиненный инструмент, имеющий два винтовых канала, по которым поступает специальная эмульсионная жидкость, способствующая охлаждению инструмента в процессе работы.
- Свёрла для одностороннего резанья – применяются при необходимости просверлить отверстие, имеющее особо точные размеры. Такие изделия имеет опорную плоскость, а две кромки для резанья расположены с одной стороны относительно центральной оси инструмента;
- Центровочные – необходимы для того, чтобы проделать в детали центровое отверстие;
- Кольцевые, полые внутри – используются для высверливания в материале узкого колечка;
- Конические – для работы с листовым металлом, имеющим толщину не более 4 мм.
Что еще можно сказать о классификации?
Кроме формы режущей и хвостовой части, инструменты различаются по целому ряду параметров. К самым основным относят способ упрочняющей обработки:
- Наиболее дешевое покрытие – пленка оксида, имеющая черный цвет, ее целью является сохранение инструмента от действия коррозии и предотвращения перегрева, что, естественно, удлиняет срок его использования.
- Очень прочное керамическое покрытие из соединения азота с титаном. Оно способно удлинить время работы инструмента более чем в три раза. Однако, такое сверло нельзя подвергать заточке, потому что она стирает защитный слой.
- Наиболее качественное покрытие титано-алюминиевым нитридом и карбонитридом титана, инструмент с таким покрытием прослужит в пять раз дольше.
При частом использовании инструмент изнашивается и требует заточки.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Похожие записи:
 Имитация кирпича для внутренней отделки своими руками
Имитация кирпича для внутренней отделки своими руками
 Стык между плиткой и ламинатом: правила комбинирования, пошаговая инструкция стыковки без порожка
Стык между плиткой и ламинатом: правила комбинирования, пошаговая инструкция стыковки без порожка
 Аппарат для сварки полипропиленовых труб: рейтинг лучших 2021 года
Аппарат для сварки полипропиленовых труб: рейтинг лучших 2021 года
 Как сделать бабочку из бумаги
Как сделать бабочку из бумаги
 Плитка фасадная, какие варианты сейчас рекомендуются и почему
Плитка фасадная, какие варианты сейчас рекомендуются и почему
 Выберем водородный генератор для отопления частного дома
Выберем водородный генератор для отопления частного дома