Рекомендации по применению флюса
Для достижения хороших результатов пайки следует отрегулировать технологические параметры и поддерживать их на нужном уровне. Для регулировки параметров нужно их измерить. Измерения времени и температуры на поверхности печатного узла производятся с помощью устройств измерения профилей температуры.
Влияние на результат оказывает топология печатной платы, в особенности если речь идет о многовыводных компонентах с большим количеством выводов, которые расположены близко друг к другу. В этом случае пайка волной проблематична, и следует применять пайку оплавлением. Если контактные площадки имеют оптимальную конструкцию, изоляционные расстояния между ними зачастую составляют менее 0,5 мм, что повышает вероятность возникновения перемычек припоя после окончания пайки.
При необходимости в начале сборки следует провести предварительную очистку печатных плат. Степень их ионных загрязнений на печатных платах не должна превышать 5 х 10^(-7) г/кв.см.
Основными технологическими параметрами процесса пайки волной являются:
- Температура при работе с жидкими флюсами. Рекомендуется наносить флюс для пайки при температуре окружающей среды 18-25 градусов Цельсия.
- Параметры конвейера. Рекомендуется устанавливать угол наклона конвейера в пределах 5-9 градусов. Оптимальным углом наклона, обеспечивающим стекание избытков припоя и препятствующим возникновению перемычек и сосулек припоя, является угол 7 градусов. При выставлении скорости конвейера учитывается конструкция и ритм работы всей производственной линии, а также температура предварительного нагрева и время контакта печатных плат с волной припоя. Обычно для достижения хорошего качества пайки рекомендуется скорость в диапазоне 90-130 см/мин.
- Требования к воздуху. Используемый в системе флюсования сжатый воздух, необходимо очистить от частиц масла и воды, и он должен иметь контролируемую температуру.
- Способы флюсования. Флюс обычно наносится распылением или методом пенного флюсования.
Нанесение флюса распылением
Флюсование методом распыления имеет следующие достоинства:
- снижение количества остатков после окончания пайки;
- точность контроля толщины флюса (1-2 мкм);
- пониженный расход флюса;
- уменьшение расхода растворителя;
- отсутствие капель флюса в зоне предварительного нагрева.
Применение флюсов на водной основе
Чистая вода плохо пенится из-за высокого поверхностного натяжения. Это делает флюсы паяльные на водной основе идеальным для нанесения методом распыления и в то же время подходящим для пенного флюсования. Стабильная пена достигается добавлением небольших количеств поверхностно-активных веществ в сочетании с высоким поверхностным натяжением. Благодаря присутствию ПАВ обеспечивается хорошая стабильность пены и высококачественное флюсование.
Для обеспечения высокого качества пайки необходимо обеспечить постоянный контроль качества и состава флюса посредством добавления растворителя. При необходимости можно корректировать уровень содержания твердых частиц путем добавления свежего флюса.
Температура предварительного нагрева определяется конструкцией печатных плат, температурой испарения растворителя и температурой, которая необходима для активации флюса. В таблице приведены общепринятые режимы для флюсов на спиртовой основе.
Выбирая температуру предварительного нагрева, следует руководствоваться температурами, рекомендуемыми производителем флюса для пайки. Эта информация содержится в техническом описании каждого конкретного флюса. Для флюсов на водной основе следует увеличить температуру нагрева до 130-140 градусов Цельсия, чтобы обеспечить полное испарение воды. Особого внимания требует работа с многослойными печатными платами, где тщательный предварительный подогрев должен обеспечить хорошее качество пайки сквозных отверстий.
Тугоплавкие флюсы
Твёрдые припои применяются для соединения тех швов, которые подвержены различным перепадам температурного режима, вибрациям, ударам и нагрузкам.
Плавиться они начинают при температуре более 400 градусов. Они имеют следующие разновидности:
- Чистая медь.
- Серебро.
- Фосфорно-медные сплавы.
- Медно-цинковые сплавы.
 Нужно заметить тот факт, что не очень часто применяются сплавы меди с цинком. Связано это с тем, что стоимость их высокая, а качество шва не очень надёжное. Такой вид припоя можно заменить бронзово-цинковым сплавом или латунью.
Нужно заметить тот факт, что не очень часто применяются сплавы меди с цинком. Связано это с тем, что стоимость их высокая, а качество шва не очень надёжное. Такой вид припоя можно заменить бронзово-цинковым сплавом или латунью.
Медно-фосфорный сплав можно применять для пайки элементов из латуни, бронзы или меди, которые нагрузкам подвержены не сильно. А ещё этим составом заменяют дорогостоящий серебряный припой.
Нельзя использовать твёрдые флюсы при пайке низкоуглеродистых сталей и чугуна, так как при нагревании железа с фосфором или медью образуются хрупкие элементы, вследствие чего шов разрушается.
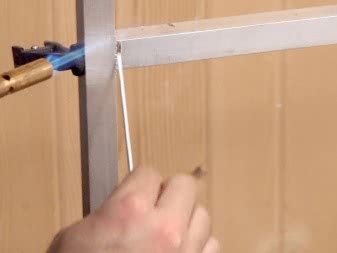
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.

Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
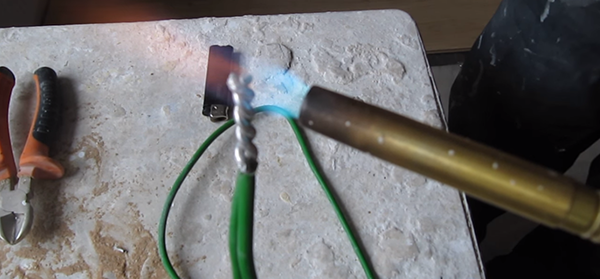
Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.
https://youtube.com/watch?v=QUqGYkwQn3w
Таблица режимов пайки
|
Диаметр провода, мм |
Расход материала, граммы |
Продолжительность пайки, сек |
|
|
припой |
бензин |
||
|
2,5-4 |
1 |
5,5 |
25 |
|
6 |
1,5 |
7 |
30 |
|
10 |
2 |
11 |
55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Вещества для изготовления
Паяльный флюс своими руками можно приготовить, используя такие вещества, как спирты, кислоты, масла различного происхождения. В них ценятся высокие антиокислительные свойства и хорошая растворяемость.
При выборе, как сделать флюс для пайки, предпочтение можно отдать самому простому веществу — ацетилсалициловой кислоте, или, как более привычно аспирину. Его без проблем можно найти в аптеке, или даже разыскать в домашней аптечке. Этот препарат имеет невысокую стоимость. Перед началом работы таблетку аспирина растворяют в небольшом количестве жидкости до исчезновения осадка.
Вместо аспирина допустимо использование гранул лимонной кислоты белого цвета. При использовании аспирина или лимонной кислоты происходит выделение значительного количества газа, поэтому помещение, где происходит пайка, должно обладать действующей вентиляцией.
Канифоль и глицерин
Жидкий флюс можно приготовить из канифоли. Прежде, как сделать флюс, необходимо с помощью деревянного молотка растолочь канифоль в мелкий порошок. От степени измельченности зависит время приготовления флюса.
Затем этот порошок, имеющий консистенцию пудры, растворить в этиловом или медицинском спирте, используя стеклянную посуду. После тщательного размешивания раствор следует оставить на некоторое время для полного растворения.

Далее для окончательного растворения канифоли в спирте следует поместить отстоявшийся раствор в горячую водяную баню, и нагревать до температуры 80 градусов. Во время нагревания раствор необходимо постоянно перемешивать, а затем дождаться охлаждения. Для пайки раствор удобно набирать шприцом.
Глицериновый флюс можно приготовить аналогическим образом, растворяя канифоль не в спирте, а в глицерине. Растолченная в порошок канифоль растворяться в глицерине будет дольше, зато сам раствор получится более густым, что сделает работу с ним более легкой. Качество состава улучшится, если сначала растворить растолченную канифоль в этиловом спирте, а смешать раствор с глицерином. Такую смесь после окончания пайки необходимо смыть.
На основе кислоты
В рекомендациях, как приготовить флюс для пайки на основе кислот, подразумевается соляная кислота, а также фосфорная. Соляную кислоту высокой концентрации необходимо развести пополам с водой. Этим раствором заливаются гранулы цинка, размещенные в стеклянной посуде.
Растворение цинка в соляной кислоте сопровождается бурной реакцией, заключающейся в значительном выделении водорода. Поэтому помещение должно быть хорошо вентилируемым. Рядом с местом работы должен отсутствовать открытый огонь.
Флюсом, полученным с применением соляной кислоты можно паять изделия из стали. При добавлении в раствор немного нашатыря появляется возможность для спаивания различных металлов и сплавов. Удачный флюс получается с применением фосфорной кислоты. Его можно применять, когда предстоит соединять изделия из нержавеющей стали.
Наносить на изделия жидкие флюсы можно тонкой кисточкой. Хранить следует в стеклянной посуде с узким горлышком, чтобы уменьшить возможность испарения.
Жировые смеси
Паяльный жир представляет интерес в основном для профессиональных сварщиков. Однако, и в этом случае возможно изготовить флюс пасту своими руками. Такое название паяльный жир получил из-за внешнего сходства с веществом животного происхождения.

Для приготовления нейтрального паяльного жира применяется смесь канифоли и стеарина. Она успешно растворяет имеющуюся оксидную пленку. Пайка с ее применением осуществляется с меньшими проблемами. У припоя увеличивается текучесть, что дает возможность его попадания в различные щели и неровности поверхностей. Благодаря хорошей растворимости такую пасту легко удалить с поверхности после окончания процесса.
Сущность нейтрального паяльного флюса заключается в том, что после того, как паяльное жало осуществляет его нагрев, он переходит в жидкую форму, и, выгорая, образует защитную пленку, функцией которой является препятствие окислению поверхности.
Другая форма пасты — активный паяльный жир. В его состав входят такие вещества, как вазелин, цинк, хлориды аммония и парафин. Такой флюс находит применение при пайке значительно окисленных поверхностей, а также металлов, которые с трудом подвергаются этому процессу.
Применение активных паяльных жиров не рекомендовано для работы с электроникой и другими деликатными видами, поскольку агрессивные вещества могут разрушить тонкие детали.
Особенности легкоплавких флюсов
Мягкие паяльные флюсы могут плавиться до температуры 400 градусов. Благодаря им шов становится эластичным, мягким и прочным. Флюсы легкоплавкие можно разделить на следующие категории:
- Сверхлегкоплавкие.
- Специальные.
- Свинцово-оловянные.
- С минимальным количеством олова.
Самым оптимальным вариантом припоя можно считать олово, но из-за дороговизны материала он практически не применяется в чистом виде. В основном используют соединения свинца и олова. Из них получаются прочные соединения.
 В маркировке пишется, какой процент олова содержится в припое. В незначительном количестве в состав этого припоя входит сурьма. Поэтому такой вид припоя можно применять для соединений, которые не будут подвергаться вибрации или нагрузкам.
В маркировке пишется, какой процент олова содержится в припое. В незначительном количестве в состав этого припоя входит сурьма. Поэтому такой вид припоя можно применять для соединений, которые не будут подвергаться вибрации или нагрузкам.
При температурном режиме 60−145 градусов флюсы сверхлегкоплавкие могут переходить в жидкое состояние и использоваться для ручного спаивания деликатных изделий. Но при этом соединение не очень прочное.
Специальные припои необходимы в том случае, если нужно получить совместимость характеристик припоя и основного материала. Для этого применяются составы, не поддающиеся пайки. К таковым относят:
- Чугун.
- Низкоуглеродистая сталь.
- Никель.
- Алюминий.
Для того чтобы спаять деталь из алюминия, необходимо сделать припой почти полностью состоящий из олова. А для того чтобы диффузия была лучшей, в него добавляют незначительное количество кадмия, буры и цинка.
https://youtube.com/watch?v=tJQRMjNW7KA
Марки флюсов для пайки алюминия
Флюс Ф59А — предназначен для низкотемпературной пайки алюминия, а также сплава АМц с медью и сталью, при температуре от 150 до 320 градусов.

Флюс Ф61А — кроме пайки алюминия предназначен для спаивания деталей из оцинкованного железа, меди и бериллиевой бронзы. Температура работы с флюсом, как и в предыдущем случае, составляет 150-320°С.
Флюс Ф54А — состоит на 82% из триэтаноламина. Данный флюс также предназначен для пайки алюминия и его сплавов в домашних условиях.
Флюс Ф64 — подходит для пайки алюминия и дюралюминия.
Данный вариант флюса для алюминия чем-то напоминает паяльный флюс ЛТИ-120, который предназначен для пайки меди, никеля и углеродистой стали. При нанесении флюса Ф-64 на поверхность алюминиевых деталей, и под воздействием высоких температур, он способен разрушить прочную плёнку оксида алюминия, очистив тем самым металл для нормального растекания припоя.

Все вышеперечисленные флюсы — подходят для пайки алюминия. Ну а о том, как паять провода, всегда можно узнать на сайте samastroyka.ru.
Порядок применения
Перед тем как начинать пайку флюсом, необходимо разобраться с тем, как его применять. Процесс применения будет зависеть от того, какая разновидность легкоплавкого состава применяется:
- При использовании твёрдых припоев (оловянный прут) требуется окунуть паяльник в тело реагента и зацепить небольшое количество припоя.
- Если используется жидкая готовая смесь, её можно наносить с помощью кисточки.
- При работе с пастой требуется наносить её на место соединения палочкой, зубочисткой.
Также нельзя забывать про зачистку поверхности от окисления.
Весь процесс применения легкоплавкого вещества можно разделить на несколько этапов:
- Изначально поверхности зачищаются.
- После зачистки наносится слой флюса.
- С помощью паяльной станции разогревается соединяющий состав и детали.
Далее необходимо дождаться застывания шва и дополнительно обработать его.
Без специального состава соединить контакты не получится. Опытные мастера предлагают новичкам выполнить работу без флюса и посмотреть результат — работа займет гораздо больше времени, шок быстро отвалится. Наилучшим дополнительным материалом для спайки считается чистое олово. Однако это не дешёвый металл и его используют в соединении со свинцом.
Флюс и его особенности
Флюс – это сплав определенных материалов. У него особая структура, легко поддающаяся плавке, что позволяет применять флюс для пайки разнообразных деталей. Сплав можно произвести в промышленных условиях, а можно создать собственноручно. Артикул в магазинах для подобных сплавов – 040053.

Чтобы посредством флюса соединить два материала, нужно выдержать определенную температуру во время создания шва. Показатели температуры находятся в пределах от 50 до 500 градусов.
Стоит сразу отметить, что у флюса есть несколько видов, поэтому при выборе подходящего сплава стоит обратить внимание на следующие факторы:
- вид металла и температуру его плавления;
- прочность;
- устойчивость к образованию ржавчины.
В зависимости от определенных моментов определяется возможность использования выбранного флюса.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Как приготовить флюс для пайки своими руками
Чтобы соединять элементы радиотехники, можно изготовить флюс для пайки своими руками. В качестве подручных средств для замены канифоли можно использовать жир или смолу. Чтобы не покупать состав для работы, необходимо знать, как сделать флюс для пайки:
- Заранее нужно подготовить одинаковое количество свинца и олова.
- Расплавить два металла в тигле.
- Снять плёнку побочных отложений, которая образуется на верхней части остывшей смеси металлов.
- Перелить смесь олова и свинца в подготовленные заранее формы.
Нужно помнить о том, что после спайки любых контактов или деталей необходимо обрабатывать готовый шок. Для этого используется ацетон или спирт. Однако в магазинах появились припои, которые не требуют дополнительной обработки после завершения работ. Они обладают некоторыми преимуществами:
- являются диэлектриками;
- не подвержены воздействию коррозийных процессов;
- не требуется дополнительная зачистка.
Из-за того что такие припои не проводят ток, их не используют для соединения контактов и проводов.
Также можно самостоятельно изготовить паяльную пасту. Для этого необходимо растереть твёрдый флюс с помощью крупнозернистого напильника. Порошок, который получился после измельчения, нужно смешать со спиртом и канифолью. Далее нужно перелить получившуюся пасту в герметичную ёмкость и плотно закрыть. Она портится при взаимодействии с влагой и требует соблюдения правил хранения. Опытные мастера рекомендуют наносить пасту с помощью шприца.
Флюс для пайки — обязательное вещество при ремонте электроники и радиотехники
Важно знать, какие разновидности этих составов бывают и как правильно с ними работать, чтобы не повредить платы и контакты
https://youtube.com/watch?v=nTd7omPSQL8
Как пользоваться?
Начинающим мастерам пайка может показаться довольно сложным процессом, на самом же деле это не так. Главное, запастись терпением, иметь под рукой соответствующий инструмент и флюс, который обеспечит пайке высокое качество. Схема использования флюса во многом зависит от того, из какого металла детали нужно соединить между собой. Если применять оловянный прут, то придется вначале окунуть паяльник в реагент и зацепить им немного припоя. При работе с готовой жидкой смесью рекомендуется использовать кисточку, а с пастой – понадобится наносить материал на поверхность пайки при помощи зубочисток.
Поверхность, где планируется выполнить спайку, необходимо тщательно очистить от окисления, нанеся на нее тонкий слой флюса. После этого применяя паяльную станцию, разогреть деталь и соединяющий состав до нужной температуры. Затем нужно подождать, когда шов полностью застынет, и повторно его обработать.

Специалисты рекомендуют новичкам начинать паять без использования флюса, после чего посмотреть, что получится в итоге. Две части детали быстро отвалятся. Выполняя пайку впервые, лучше всего использовать чистое олово, но данный материал стоит дорого.
Флюс нужно также уметь правильно смывать по завершении работ. Смыть с плат материал можно с помощью специальной жидкости или спирта. А также для этого понадобится тряпка из микрофибры и зубная щетка. Отмыть плату от остатков флюса можно так: спирт нанести с помощью щетки на участок, где выполнялась пайка и аккуратно удалить все остатки материала. Затем используя микрофибру, аккуратно убрать растворившийся в спирте флюс, ни в коем случае нельзя это делать обычной тряпкой, так как за нее будут цепляться компоненты. Что же касается канифоли, то ее лучше всего очищать ацетоном, данное средство быстро испаряется, эффективно и не оставляет разводов.
Когда влажная губка для снятия припоя не поможет
Губка или тряпка смоченные водой не помогут снять нагар с вечного жала. Эти поверхности и вода даже наоборот, ухудшают ситуацию.
Запомните важное правило — жало паяльника всегда должно быть с припоем. Исключение только одно — когда с платы или детали надо убрать лишний припой
Например, для качественного использования медной оплетки нужно чистое жало без припоя.
Всегда на паяльнике должен быть припой. Он защищает поверхность жала от окислов, пока вы не пользуетесь паяльником и заняты другим делом. Когда же вам понадобится паяльник и свежий припой вы просто чистите жало от старого окисленного припоя со шлаками об смоченную водой губку или тряпку, и берете свежий припой.
Если все-таки на жале имеется большой нагар, из-за которого прибой не берется, то этот нагар можно удалить тремя способами.
Медная или металлическая тонкая стружка
Металлические стружки одновременно удаляют припой с поверхности жала и стирают слой нагара. Лучше всего подойдет медная стружка, которая продается в радиомагазинах, но также подойдет и бытовая металлическая губка.
Разница между ними в размерах стружки и в качестве. Медная стружка лучше удаляет припой и щадяще удаляет окислы с жала.
Использовать стружку очень просто. Достаточно окунуть жало в стружку и провести им несколько раз по всей площади. Окислы и припой останутся там.
Купание в припое и флюсе
Можно выжечь окислы при помощи большого количества припоя. Нужно «искупать» жало в большом количестве припоя и флюса. В безвоздушном пространстве внутри припоя окислы сгорят и поверхность жала очистится.
Скрутите несколько прутков припоя в один комочек и добавьте флюс или паяльную кислоту.

Теперь окуните паяльник в этот комочек и купайте его в нем. И делайте все это на деревянной дощечке или ненужной плате, чтобы температура не уходила от паяльника и помогала удалять окислы.

Спустя пару минут почистите жало об губку.

Если остались окислы — повторите процедуру вновь.
Активаторы для жал
Этот способ понадобится, когда уже все остальное не помогает и окислы ничем больше не удалить. Если жало вам еще понадобится, то вы можете попробовать активатор для жал. Он продается в интерне-магазинах для радиолюбителей или на AliExpress.
Достаточно окунуть жало в активаторы, и оно будет снова чистым. (инструкция может быть разной) Но не стоит злоупотреблять этим. Активаторы выделяют много вредных веществ, да и зачем его постоянно использовать, когда металлическая губка прекрасно удаляет небольшие окислы.
Вопросы и ответы
Вопрос: Как и из чего можно сделать канифоль?
Ответ: Умельцы, проживающие поблизости хвойных лесов, собирают смолу с елей и сосен в баночки из жести. Затем ее медленно нагревают и убирают иголки и частицы дерева. Получается материал, максимально приближенный по составу к канифоли.
Вопрос: Можно ли паять без флюса?
Ответ: Без флюса припой сложно прицепить к металлу (а иногда и невозможно совсем). Скорее всего, пайка будет долгой и непродуктивной, а качество работы оставит желать лучшего. Как вариант, можно попробовать паять на губке, пропитанной подкисленной водой.
Заменить покупной флюс не составит труда. Его можно сделать из аспирина, лимонной кислоты, машинного масла и даже сала. Каждый паяльщик знает несколько таких рецептов. Они отлично подходят для решения мелких задач. В сложной и ответственной работы, естественно, нужно использовать специальный флюс. Приведенные способы – это «скорая помощь» для паяльщика. Не меньше и не больше того.
Похожие записи:
 Руководство по правильной пайке труб из полипропилена
Руководство по правильной пайке труб из полипропилена
 Естественная вентиляция в частном доме
Естественная вентиляция в частном доме
 Из какого материала и какую ванну лучше выбрать? обзор предложений на рынке сантехники
Из какого материала и какую ванну лучше выбрать? обзор предложений на рынке сантехники
 Проточный и магистральный фильтр для воды: разновидности и модели
Проточный и магистральный фильтр для воды: разновидности и модели
 Ножки для чугунной ванны. как выбрать и правильно установить?
Ножки для чугунной ванны. как выбрать и правильно установить?
 В какой пропорции разводить плиточный клей
В какой пропорции разводить плиточный клей