Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Последовательность работ
Пайка алюминиевых проводов между собой должна выполняться в строгой последовательности:
в первую очередь осуществляется тщательная зачистка поверхности проводников, так как любой посторонний налет может сделать соединение ненадежным;
затем все зачищенные концы покрываются флюсом, который предотвращает окисление проводов во время эксплуатации;
при использовании паяльника выполняется расплавление припоя, который впоследствии наносится ровным, тонким слоем на концы проводников.
провода требуется аккуратно соединить с помощью пинцета или временной скрутки;
для предупреждения появления ржавчины под припоем дополнительно потребуется нанести флюс на стыковку;
после этого с помощью паяльника расплавить припой и равномерно распределить его вокруг состыкованных концов;
завершающим этапом является тщательная очистка паяльника, особое внимание стоит уделять жалу, которое впоследствии лучше всего обработать неактивным флюсом.
Особенности пайки
Изначально следует напомнить, что пайка представляет собой один из эффективных способов создания неразъемных, надежных соединений элементов, выполненных из металлов
Важно при этом учесть, что в течение достаточно длительного времени технология характеризовалась сравнительно низкой производительностью
Параллельно акцентировалось внимание на том, что прочность соединений оставляет желать лучшего. Именно с учетом этих ключевых факторов описываемый тип пайки не получил широкого применения в промышленных масштабах
На сегодняшний день существует мнение, сторонники которого утверждают, что паять и лудить рассматриваемый металл и его сплавы невозможно без использования специального оборудования. Доказательством подобных утверждений являются следующие аргументы.
- На поверхности любых алюминиевых деталей при их контакте с воздухом неизбежно формируется оксидная пленка, имеющая формулу AL2O3. Ее главные характеристики – это химическая устойчивость и тугоплавкость. Именно эти свойства создают существенные проблемы в процессе соединения алюминиевых элементов конструкций и ремонте изделий.
- Описываемый процесс также сильно осложняется из-за свойств самого металла. Все дело в том, что он начинает плавиться при температуре, достигающей 660 градусов Цельсия. При этом в ситуациях со сплавами на его основе температурный показатель варьируется в пределах от 500 до 600 градусов. Параллельно следует учесть, что при температуре металла 300 градусов, а сплавов – 250 градусов они существенно утрачивают свою прочность, что может в итоге крайне негативно отразиться на эксплуатационных показателях монтируемых конструкций.
С учетом всего перечисленного, можно сделать вывод, что стандартными методами выполнить качественную пайку алюминия практически невозможно.
Выбор способа соединения проводников
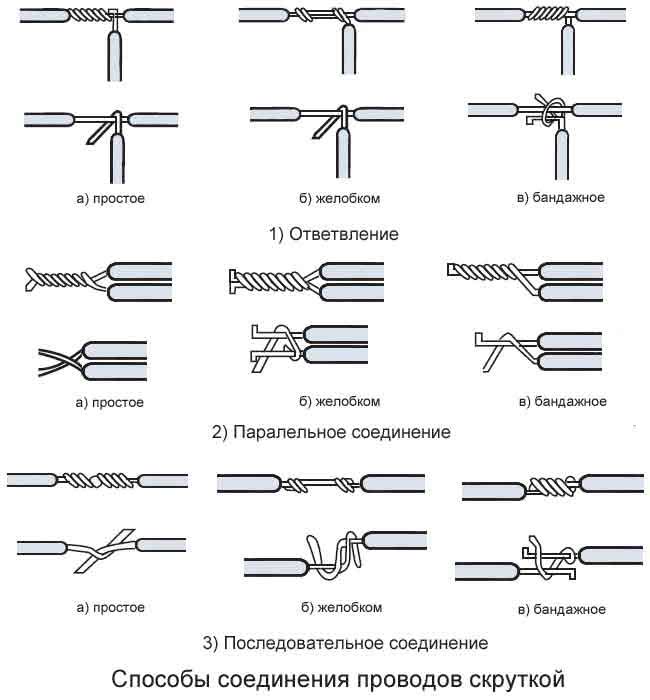
Способов соединения проводников немало. Выбрать возможный вариант нужно с учетом ситуации. Так при необходимости временного соединения можно использовать просто скрутку или зажим проводников между болтом и гайкой. Фасонные или обмоточные провода большого сечения лучше фиксировать сваркой или пайкой.
 Watch this video on YouTube
Watch this video on YouTube
Соединительные кабельные гильзы или муфты идеальны для сращивания кабелей. Соединительные изолирующие зажимы хорошо подойдут для фиксации проводов небольшого сечения и при наличии зажима нужного размера. Клеммники нужны для сборки схемы. Прокалывающие и ответвительные зажимы применяются для подключения дополнительной нагрузки к существующей сети.
Соединение многожильных и одножильных проводников
Данное соединение начинается с подборки сечения многожильного провода к одножильному. Многожильный проводник не должен быть меньше сечения одиночного, иначе он прогорит в месте их соединения. Фиксируют их пайкой или сваркой, или методом обжима при использовании кабельных гильз.
При пайке провода очищаются от изоляции, затем многожильный провод накручивается на одножильный, а после производится пайка. Затем место пайки защищается изоляцией. При обжимке места контактов зачищаются, надевается гильза, которая обжимается обжимными пресс клещами в нескольких местах.
Соединение проводов с сечением разного диаметра
Соединение проводов с сечением разного диаметра возможно при расчете плотности тока на участках, если плотность на участках допустима, то их можно соединять путем пайки, скрутки, клемм или болтовых соединений. Технологии соединения не отличаются от процесса соединения проводов с одинаковым сечением и были рассмотрены выше.
Соединение проводов большего сечения
Данный способ соединения достаточно сложен большой площадью контакта. При слишком большом сечении прямоугольных проводов, фиксация возможна только сваркой и зачастую её невозможно произвести в домашних условиях из-за необходимости прогрева проводников до высокой температуры. После сварки проводников необходимо обязательное испытание полученного контакта.

При соединении многожильных проводов или кабелей большого сечения можно воспользоваться соединительной кабельной муфтой, уже упомянутой выше.
Соединение перебитых в стене проводов
Нередко в быту возникают ситуации, когда происходит пробой электропроводки в стене. Часто это происходит при ремонтных работах. Первоначально электропроводку необходимо обесточить и демонтировать штукатурку на месте проведения ремонтных работ.
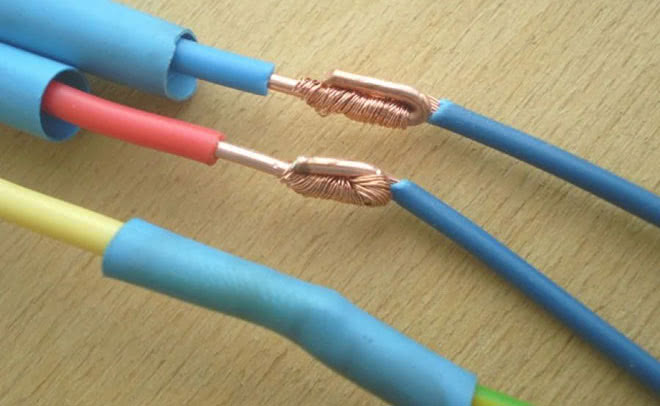
После зачищается изоляция с каждого конца поврежденного провода, а концы покрываются расплавленным свинцово-оловянным припоем при помощи обычного паяльника. Сразу продумывается изоляция для места пайки. Хорошо использовать термоусаживаемую трубку с учетом размера ремонтируемого участка. Трубка надевается на один из концов проводников.
Дальше подбирается провод сечением не меньшим перебитого провода, он отрезается и припаивается сначала к одному концу провода, затем к другому. При этом, длина наращенного проводника должна обеспечить прочность контактов. Он не должен быть слишком маленьким или длинным. В заключении на участок одевается трубка, которая при нагреве феном плотно обхватывает спаянный участок.
Соединение меди и алюминия
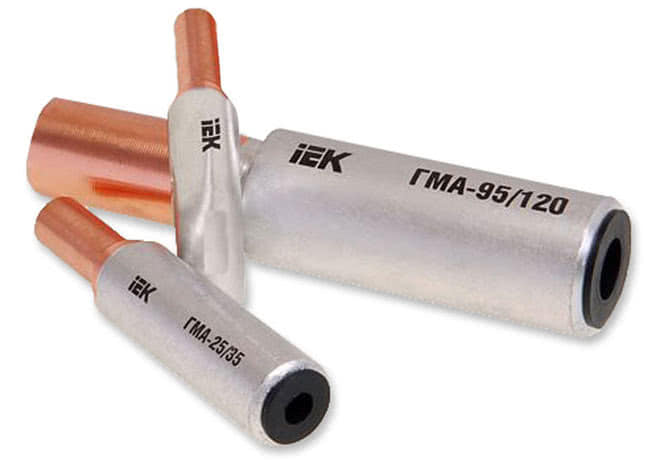
Как соединить медный и алюминиевый провод подробнее рассмотренно в нашей статье. Соединение разноименных проводов возможно болтовым соединением рассмотренным ранее. Однако, чаще всего фиксация производится с помощью медно-алюминиевых гильз (ГАМ) под опрессовку. С одной стороны, гильза выполнена из алюминия, со второй из меди. Алюминиевая сторона гильзы большего размера, поскольку плотность тока у алюминия меньше, чем у меди. Гильза надевается на концы проводов с одинаковым металлом и обжимается прессом.
Метод пайки радиодеталей на плату
Монтаж элементов микросхемы выполняют так:
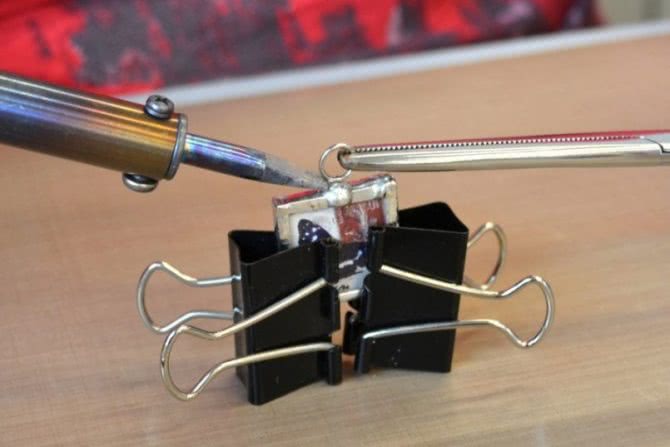
- Очищают выводы от оксидной пленки, лудят их. Сопоставляют места контакта, закрепляют пинцетом.
- Проводят жалом паяльника с припоем и флюсом по обрабатываемому месту. Убирают инструмент, удерживая спаянные детали в неподвижном состоянии.
- Удаляют пинцет после остывания припоя.
Воздействие высокой температуры должно быть кратковременным. При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.
Соединение алюминиевых и медных проводов
Одноразовые клеммные колодки позволяют соединять одножильные проводники сечением в пределах 1,5-2,5 мм 2. Если верить производителям, такие колодки разрешается использовать для соединения кабелей в системах с током вплоть до 24 А. Однако профессиональные электрики относятся к такому заявлению скептически и не рекомендуют подавать на клеммы нагрузки выше 10 А.
Используем современные колодки с пружинными зажимами
Многоразовые же колодки оснащаются специальным рычажком (обычно он окрашен в оранжевый) и позволяют соединять кабели с любым количеством жил. Допустимое сечение соединяемых проводников – 0,08-4 мм2. Максимальный ток – 34А.
Для выполнения соединения с помощью таких клемм делаем следующее:
- снимаем с проводников 1 см изоляции;
- поднимаем рычажок клеммы вверх;
- вставляем провода в клемму;
- опускаем рычажок.
Клеммы без рычажков просто защелкиваются.
Они рассчитаны для соединения любых видов одножильных проводов, в том числе и медных с алюминиевыми проводами сечением от 1,5 до 2,5 мм2
В результате кабели будут надежно зафиксированы в колодке. Затраты на выполнение такого соединения будут более существенными, зато вы потратите на работу гораздо меньше времени и избавите себя от необходимости использования каких-либо дополнительных инструментов.
В плоско-пружинном зажиме провод с зачищенной изоляцией просто вставляют в отверстие клеммы Wago до упора
Электрические соединители с врезным контактом
Инструменты и принадлежности
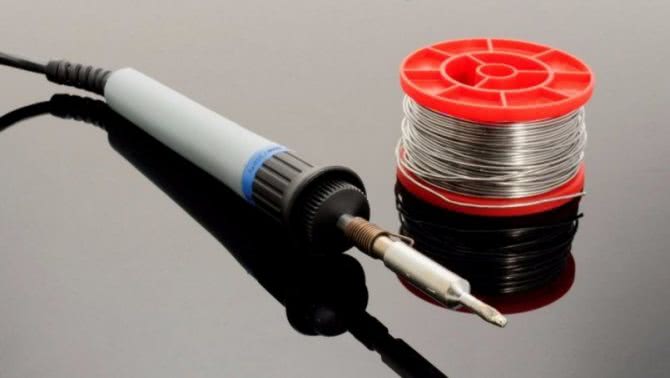
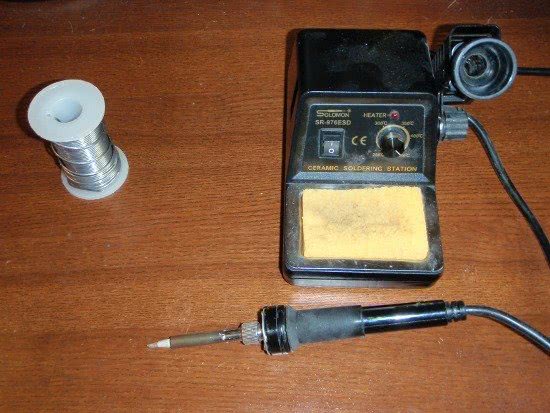
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.
Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.
Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Особенности пайки проводов
Выше мы рассказали о лужении проводов. Надо добавить несколько слов о процессе прочной их спайки. Она несколько отличается от обычной с другими материалами.
Тонкие провода подвижны, их нужно прижимать плотно, а потом паять. Способы соединения и пайки проводов различные, расскажем о некоторых.
Можете скрутить два медных провода, если они тонкие, предварительно очистив и залудив, затем спаять.
Если проводка многожильная, то очищать надо все нитки, затем пальцами сжать плотно и прокрутить по часовой стрелке, насколько можно плотнее. Затем окунуть в канифоль и жалом залудить.
Вместо плоскогубцев можно сделать так. Очистите несколько сантиметров медного нетолстого провода, залудите его, а затем туго намотайте на один конец скрутки, зафиксируйте, так же выполните и на другом конце.
А затем окунайте в расплав олова, пока на скрутке не будет видна медь. Выньте из ванны и дайте застыть.
Желательно предварительно надеть на один конец провода термоусадочную трубочку, после спайки продвиньте её и покройте всю оловянную часть.
https://youtube.com/watch?v=udzayPc9mME
https://youtube.com/watch?v=qdbrQO4x9i0
https://youtube.com/watch?v=OGjmg11aY7U
Скрутка
Алюминиевые провода зачастую соединяют между собой при помощи скрутки. Это наиболее простой, но и самый опасный метод соединения проводов между собой.
Последовательность действий при использовании данной технологии будет следующий:
- Сначала, с проводов снимают изоляцию приблизительно по 4-5 см с каждой стороны. Удобнее всего здесь применять специальный инструмент, предназначенный именно для этой цели.
- Теперь контакты следует обезжирить. Для этого их придется протереть тряпкой, предварительно смоченной в ацетоне.
- Наждачной бумагой удаляют оксидную пленку с поверхности металла, то есть зачищают его до получения металлического блеска.
- Провода скрещивают друг с другом, после чего одна из жил максимально плотно накручивается на другую при помощи пассатижей.
- Второй провод таким же способом накручивается на первый.
- Скрутку теперь следует заизолировать при помощи изоляционной ленты. Профессиональные электрики также рекомендуют воспользоваться специальной термоусадочной трубкой или кембриком. С его помощью можно качественно предохранить оголенную область от негативного воздействия внешней среды.
В принципе, технология довольно-таки простая. Надо лишь помнить о том, что жилы требуется оголять минимум на 4-5 см, а скрутку производить не вручную, а только при помощи пассатижей, чтобы провода прилегали к другу максимально близко.
Если этого не сделать, то в результате получится неплотный контакт, из-за чего участок может сильно нагреваться. В свою очередь, такой эффект вызывает короткое замыкание, а в некоторых случаях даже пожар.
https://youtube.com/watch?v=JpL51XghKrg
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).

Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.

«Aluminium-13» производства компании Chemet
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.

Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.

Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.
https://youtube.com/watch?v=xE1syEn2xeo
https://youtube.com/watch?v=qhEUDNTRMig
https://youtube.com/watch?v=W3IzjLH5FOM
Необходимые инструменты
Есть разные методы соединения проводов, и для каждого из них понадобятся свои инструменты.
Для механических соединений
Если применяют механический способ, используют:
- пассатижи;
- нож или приспособление для очистки проводов от изоляции;
- устройства, с помощью которых выполняется соединение (клеммы, зажимы, колпачки СИЗ и т.д.).

Если используют метод опрессовки, то понадобятся пресс-клещи или пресс (механический или гидравлический).
Для сварки
В этом случае понадобятся:
- горелка;
- осциллятор;
- средства защиты (маска, перчатки, резиновые сапоги);
- аргонно-дуговой сварочный аппарат.
Для пайки
Для выполнения соединения проводов готовят следующее:
- паяльник мощностью 60-200 Вт в зависимости от толщины соединяемых жил;
- припой, например ПОС40;
- флюс (ФИМ, Ф-64, ФТБф);
- наждачную бумагу.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Пайка алюминия самостоятельно
Пайка алюминия в домашних условиях – процесс крайне сложный. Дело в том, что после зачистки поверхность металла обрастает оксидной пленкой, которая усложняет процесс работы. Однако если при пайке ее разрушить, все не будет так сложно.Механическим способом удалить эту пленку не получится, поскольку если поверхность алюминия соприкоснется с водой или кислородом, она станет еще больше, а флюсы окислы не растворяют.
Что избавить поверхность от окисла, зачистите металл под масляной пленкой, при этом масло должно быть целиком обезвоженным. С этой целью его предварительно прогревают в течение какого-то времени при температуре до 200 градусов. Масло лучше брать минеральное или вакуумное.
Также поверхность можно зачищать грубыми железными опилками, которые следует растереть по ней под слоем канифоли или масла. Для этого берут жало паяльника и припой. Опилки в данном случае выступают абразивом, и вместе с чисткой происходит процесс обслуживания. Чтобы пайка алюминия была более надежной, металл следует обрабатывать по медному подслою, нанесенному на поверхность электролитическим способом.
Прослой может быть и цинковым, а пленку окисла можно надежно удалить специальными активными флюсами. Очень эффективно будет удаление с помощью активного флюса и механической обработки.
Флюсы для пайки алюминия
Выбирать флюс для алюминия нужно в зависимости от ряда факторов. Например, «бинарный» флюс в виде концентрированной фосфорной кислоты. Безотмывочный флюс не требует после пайки дополнительной промывки, также с его помощью можно производить пайку не только алюминия, но и меди и прочих металлов.
Припои для пайки алюминия
Чтобы запаять алюминий с помощью припоя, нужно покрыть поверхность металла его слоем. А детали паяются после облужения припоем. Залуженные таким образом алюминиевые детали можно не только паять друг с другом, но и с другими материалами или сплавами.
Для пайки алюминия лучше всего подходят легкоплавкие припои, в основе которых содержатся:
- цинк;
- олово;
- кадмий.
Также используются и алюминиевые тугоплавкие припои, но они не такие удобные в плане свойств. Но тугоплавкие более надежные и обеспечивают более прочное соединение. Тугоплавкие припои включают в себя:
- медь;
- цинк;
- кремний.
Наиболее простой припой – это сплав кремний и алюминия. Пайка происходит при помощи простого паяльника, жало которого нужно прогреть до 350 градусов, а также флюса в виде смеси йодида лития и олеиновой кислоты.
Пайка алюминиевых сплавов
С помощью припоев и флюсов определенного вида можно паять не только алюминиевые детали, но и изделия на основе сплавов алюминия. Наиболее легкие в плане пайки такие сплавы, как:
- Авиаль;
- АМц.
А наиболее сложные – это:
- В95;
- АК4;
- дуралюмин;
- литейные сплав с минимальной температурой плавки.
Использовать припой типа 34А для перечисленных сплавов можно только для создания мелких изделий и с максимальной осторожностью, поскольку высок риск пережога и расплавления металла. Поскольку пайка сильно нагревает сплав, дуралюмин и некоторые другие его виды, переходят в отожженное состояние, а потери при этом имеются не менее 30 процентов прочности в паяльной области
А при пережоге прочность теряется более чем наполовину
Поскольку пайка сильно нагревает сплав, дуралюмин и некоторые другие его виды, переходят в отожженное состояние, а потери при этом имеются не менее 30 процентов прочности в паяльной области. А при пережоге прочность теряется более чем наполовину.
Учитывайте при нагревании риски коробления материала, поэтому нельзя допускать пайку крупных деталей из сплавов посредством горелки. А мелкие изделия на основе дуралюмина лучше всего изготавливать печным методом, где можно точно производить регулировку температуры.
А чтобы снять устойчивые окислы со сплавов, нужно брать особо активные флюсы. Чаще всего для этой цели используют флюсы на основе алюминия. Однако некоторые из них, в частности, 34А, могут спровоцировать коррозию, именно поэтому после пайки нужно удалить то, что останется от флюса.
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
https://youtube.com/watch?v=GtlDb9v7PLg
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
https://youtube.com/watch?v=UIxPlva4ED8
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.
Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.
Необходимые инструменты
Перед тем, как паять алюминиевые провода, следует позаботиться о наличии паяльника, припоя и флюса. Лучше всего, если все работы будут осуществляться на деревянной подставке, которую нужно заблаговременно приготовить, чтобы не нанести ущерб поверхности стола.
Перед тем как приступить к работе, провода необходимо тщательно зачистить. Для этого следует подготовить и использовать наждачную бумагу (лучше всего подойдет бумага крупной фракции). Перед тем как начнется пайка алюминиевых проводов, их требуется обезжирить с помощью спиртового раствора.
Для удобства нужно подготовить защитные очки и пинцет. Они помогут аккуратно состыковать тонкие элементы и предупредят травмы глаз.





