Особенности подключения разных проводов
Большинство людей, имеющих хоть какое-то отношение к проведению электромонтажных работ, известен факт, касающийся стыка медных и алюминиевых проводов: их соединять не советуется. Впрочем, многие люди об этом знают, однако все равно делают: авось как-нибудь продержится.
В результате получается, что медно-алюминиевая скрутка служит весьма и весьма недолгий век. В случае, когда соединение размещается на открытом воздухе или в комнате, где повышенная влажность, то срок службы подобной пары значительно сокращается.
А ведь ситуации, в которых требуется произвести соединение именно медных и алюминиевых проводов, далеко не редкость. В частности, подобное явление практически стало правилом при проведении ремонтных работ в помещениях с проложенной проводкой из алюминия.
В таких случаях решением проблемы станут специально изготовленные клеммники или соединения болтового типа, через которые и будет осуществляться контакт медного и алюминиевого проводов. За счет применения клеммного или болтового соединения устраняется прямой контакт между двумя металлами. Рассмотрим наиболее популярные варианты таких соединителей, не углубляясь в детали конструкции.
Пожалуй, один из наиболее ранних и протестированных способов – это использования клеммного соединения типа «орешек». Как нетрудно догадаться, причиной названия послужило внешнее сходство формы переходника с орехом.
Конструкция такого соединения представляет собой три пластины, которые зажимают провода между собой. Преимуществом такого вида соединений является отсутствие необходимости разорвать магистраль для установк отходящего провода. Нужно только открутить пару болтов, вложить между пластинами нужный провод, а затем вернуть болты на место. Отходящему проводу предназначено место между средней и третьей пластиной. После установки его на место соединение фактически завершено.
На втором месте по популярности размещаются пружинные клеммы экспресс-соединения. Как следует из названия, их использование предоставляет максимальную быстроту соединения. И в самом деле, для выполнения соединения потребуется лишь зачистить концы медного и алюминиевого проводов, а затем вставить их в отверстия и зафиксировать.
Внутри такого клеммника находится специальная смазка, препятствующая окислению проводов. Следует учесть, что подобные переходники наиболее подходят для цепей освещения или иных участках с небольшой нагрузкой. К примеру, использование его в силовой цепи может вызывать перегрев контакта и его разрыв.
Достаточно широкое применение нашли и клеммные колодки. Выглядит она как планка, на которой находятся клеммники. Для подключения к ней провода требуется выполнить зачистку проводника, а затем зафиксировать его в отверстии с помощью крепежного винта. Соответственно, другой провод вставляется в другое отверстие.
Допустим вариант, при котором провода из меди и алюминия будут соединяться болтовым соединением. Для этого необходимо на болте между проводниками из разных металлов поместить специальную анодированную шайбу, предотвращающую непосредственный контакт материалов.
Следует иметь в виду, что монтажными работами должны заниматься специалисты соответствующего профиля. В дальнейшем следует выполнять регулярную проверку винтовых и болтовых соединений: для провода из алюминия это два раза в год, для медных участков – один раз в 2 года.
Соединение проводов
Перед тем как соединять провода в распределительной коробке советуем вам изучить правила их монтажа
Ведь важно не только качественно соединить провода между собой, но и правильно завести их в распределительную коробку, а также удобно расположить для возможного осмотра или ремонта
Правила монтажа проводов в распределительной коробке
Прежде всего давайте рассмотрим правила, предъявляемые к обустройству и монтажу проводки в распределительной сети. Ведь именно с этого фактора начинается любой монтаж.
 Нормы монтажа проводки в распределительной коробке
Нормы монтажа проводки в распределительной коробке
- Прежде всего следует помнить, что в одной штробе, коробе или трубе допускается прокладка проводов не более восьми групп.
- Все соединения должны выполняться в соответствии с п.2.1.17 – 2.1.30 ПУЭ. Данные пункты предусматривают целый спектр ограничений. Прежде всего следует помнить, что провод перед любым контактом должен иметь запас, достаточный как минимум для одного повторного подключения.
- Перед тем как соединять провода в распаечной коробке следует убедиться, что они не имеют натяжения. Либо что это натяжение не возникнет при температурных перепадах.
- Любые места соединения проводов должны быть доступны для ремонта и осмотра. При этом эти места следует организовывать так, дабы осмотр не был затруднен элементами конструкции.
- Любое соединение должно иметь изоляцию. При этом эта изоляция должна соответствовать уровню основной изоляции. Для достижения данных параметров лучше использовать изоленту, либо термоусадку.
- Сами распределительные коробки должны изготавливаться из несгораемых или трудносгораемых материалов. как на видео. Особенно это касается монтажа проводки по сгораемым конструкциям, к которым предъявляться дополнительные требования.
Варианты соединения проводов в распределительной коробке
Прежде всего давайте рассмотрим способы соединения проводов в распределительной коробке. Ведь именно контактные соединения зачастую являются наиболее уязвимым местом любой электрической сети и любые недоработки проявляются очень быстро.
Согласно п.2.1.21 ПУЭ все соединения проводов и кабелей должны производится сваркой, пайкой, опрессовкой, винтовым или болтовым сжимом. Другие методы соединения, особенно это касается скрутки, не допускаются. Исходя из этого давайте рассмотрим каждый из возможных методов соединения по отдельности.
 Соединение методом сварки
Соединение методом сварки
Наиболее надежным считается соединение проводов методом сварки. Оно имеет наименьшие переходные сопротивления в результате чего, повышенный нагрев практически отсутствует. Кроме того, со временем такое соединение не теряет своих свойств.
Сварка проводов в распределительной коробке выполняется при помощи специального сварочного трансформатора и угольного электрода. Стоимость таких изделий достаточно велика для простой замена проводки в квартире, поэтому часто можно встретить самодельные устройства. Обычно это трансформаторы до 600 Вт и напряжением 9 – 36В.
На втором месте по надежности стоит соединение методом пайки. Этот метод более доступен для домашнего использования ведь не требует специального оборудования кроме обычного паяльника.
Соединение проводов методом пайки
Пайка проводов в распределительной коробке осуществляется по обычной технологии и не предъявляет особых требований
Единственным моментом, на который стоит обратить внимание — это качество таких соединений. Ведь в случае нагрева олово достаточно быстро нагреется и контакт пропадёт. Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки.
Опрессовка проводов в последнее время приобретает все большую популярность. Ведь на рынке появилось большое количество достаточно дешевого инструмента для опрессовки проводов, да и цена на расходные материалы для такого метода достаточно низка.
 Соединение проводов метод опрессовки
Соединение проводов метод опрессовки
Но наиболее распространенным все равно остается метод винтового или пружинного зажима жил. Огромное количество шин и клемм, представленных сейчас на рынке, позволяют осуществить достаточно надежное соединение проводов.
Обратите внимание! Винтовыми клеммами следует зажимать одножильный провод. Если вы используете многожильный медный провод, то вам необходимо приобрести специальные наконечники, которые не дадут винтам обломать нити многожильного провода при зажиме. Эти наконечники крепятся к проводу методом опрессовки
Эти наконечники крепятся к проводу методом опрессовки.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
 Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
 Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Особенности сварки алюминиевых проводов
Использование жил из алюминия запрещено действующим ПУЭ. Но в некоторых старых домах все еще можно встретить этот тип проводки. Полная замена влечет за собой денежные затраты и может занять много времени. Но для сварки алюминиевых проводов необходимо учитывать ряд специфических моментов.
Они заключаются в следующем:
- очистка контактных частей от оксидной пленки;
- применение специального флюса для сварки алюминия;
- обработка места сварки после остывания быстросохнущим лаком.
Использование механических типов соединений для алюминиевых проводов не рекомендуется. Также нельзя скручивать жилы из этого материала с медными. Для этого следует использовать специальные переходники.
Как самому сделать аппарата для сварки проводов?
Если предстоит разовая, но объемная работа с проводами, то покупать магазинное устройство может быть невыгодно. Как сделать сварочный агрегат для этих целей своими руками? Для основы потребуется понижающий трансформатор, который можно намотать самостоятельно, или извлечь из старой техники. Главный критерий — это способность понижать входящее напряжение до 12-48 V, выдавая при этом силу тока от 40 до 150 А. Рассчитать число витков и требуемое сечение провода можно по соответствующим таблицам.
Хотя сварку проводки можно выполнять и на переменном токе, но лучше установить в свой самодельный аппарат диодный мост, для выпрямления напряжения. Это придаст электрической дуге характерный шелест, и она будет более стабильной. Сделанный агрегат требуется снабдить защитным корпусом для исключения поражения током.
Держатель под угольный электрод можно купить в магазине, а можно соорудить из зажима под контактор троллейбуса или иного прижимного устройства. Второй зажим для фиксации провода и подключения массы изготавливается из пассатижей. В одной из ручек необходимо просверлить отверстие под болт и клемму для контакта.
Соединение проводов соединительными изолирующими зажимами
Одним из популярных среди электромонтажников соединительных изделий является соединительный изолирующий зажим (СИЗ). Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10—15 мм и складывают в общий пучок После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. При этом пружина обжимает провода, создавая необходимый контакт. Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
В зависимости от размера СИЗы имеют определенные номера и подбираются по суммарной площади поперечного сечения скручиваемых жил, которая всегда указана на упаковке. При выборе колпачков СИЗ следует ориентироваться не только на их номер, но и на суммарное сечение проводов, на которое они рассчитаны. Цвет изделия не имеет никакого практического значения, но может использоваться для маркировки фазных и нулевых жил и заземляющих проводов.
Зажимы СИЗ в значительной степени ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому при прочих равных условиях предпочтение все-таки следует отдать последним.
Изоляция соединения
Важным требованием в процедуре соединения является их изоляция во избежание несчастных случаев. К изоляционным материалам следует отнести:
- полихлорвиниловые трубки;
- изоляционную ленту;
- термоусадочные трубки;
- специальные колпачки изоляторы скрутки.

Способы изоляции проводов
Способы изоляции проводов напрямую зависят от материала, который применяется. Они подразделяются на такие методы, как насаживание, наматывание и прогревание. В первом случае насаживают материал на скручиваемый сегмент. Во втором — выполняются простое наматывание с помощью изоляционной ленты. В третьем — изоляция термоусадочной трубкой предусматривает ее насаживание на токоведущую часть с последующим ее прогреванием.
На вопрос новичков «можно ли изолировать провода изолентой?» следует ответить однозначно положительно. Это один из самых распространенных методов. Основное требование – соблюдение срока годности материала и отсутствие видимых повреждений.
Несмотря на то, что с первого взгляда процедура скручивания электропроводящих жил кажется несложной, обязательно требуется ответственный подход к делу.
Скрутка проводов — один из методов, когда необходимо выполнить ответвление либо дополнительное соединение проводки. Однако по ПУЭ ее запрещено применять. Но зная, как правильно сделать скрутку проводов, реально избежать непредвиденных случаев, особенно замыкания, которое часто чревато возгоранием.

Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
Понижающие трансформаторы для изготовления аппарата
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
https://youtube.com/watch?v=hPfc3aqfxBk
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.
Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.
Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
Самодельные держаки для сварки
Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Различные варианты скруток
Непрофессиональное соединение. Это скрутка многожильного провода с одножильным. Такой вид соединений правилами не предусмотрен, и если такое соединение проводов будет обнаружено приемной комиссией, то объект просто не будет принят в эксплуатацию.
Однако скрутку все же применяют и тут нужно знать как выполняется правильная скрутка многожильных проводов. Она часто используется в экстренных случаях, когда нет возможности профессионально выполнить соединение, и срок эксплуатации такого соединения будет небольшим. И еще, скрутку временно можно применять только для открытых проводок, чтобы можно было всегда осмотреть место соединения.

Плохое соединение проводов
Почему же нельзя соединять провода скруткой? Дело в том, что при скрутке создается ненадежный контакт. При прохождении через скрутку токов нагрузки, место скрутки нагревается, а от этого увеличивается переходное сопротивление в месте соединения. Это в свою очередь способствует еще большему нагреванию. Таким образом, в месте соединения повышается температура до опасных значений, которая может вызвать пожар. Кроме того, нарушение контакта приводит к появлению искры в месте скрутки, что тоже может вызвать пожар. Следовательно, чтобы достичь хорошего контакта рекомендуется скруткой соединять провода сечением до 4 мм 2 . Подробно про о цветовой маркировке проводов.
Существуют несколько типов скруток. При скрутке необходимо добиваться хорошего электрического контакта, а также создания механической прочности на разрыв. Прежде чем приступать к соединению проводов их следует подготовить. Подготовка проводов осуществляется в следующей последовательности:
- с провода, в месте соединения снимается изоляция. Изоляция снимается таким образом, чтобы не повредить жилу провода. Если на жиле провода появится надрез, то в этом месте он может сломаться;
- оголенное место провода обезжиривается. Для этого оно протирается тряпкой, смоченной в ацетоне;
- для создания хорошего контакта, обезжиренный участок провода зачищается наждачной бумагой до металлического блеска;
- после соединения должна быть восстановлена изоляция провода. Для этого может применяться изоляционная лента или термоусаживающаяся трубка.
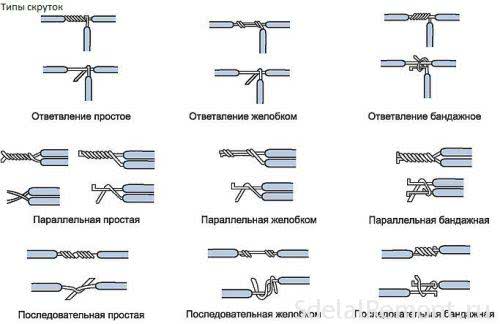
На практике применяются несколько видов скруток:
- простая параллельная скрутка. Это самый простой и распространенный вид соединения. При хорошей параллельной скрутке в месте соединения можно добиться неплохое качество контакта, но механические усилия на разрыв будут минимальными. Такая скрутка может ослабевать в случае возникновения вибрации. Чтобы правильно выполнить такую скрутку необходимо, чтобы каждый провод обвил друг друга. При этом должно быть не менее трех витков; Скрутка обычная двух проводов
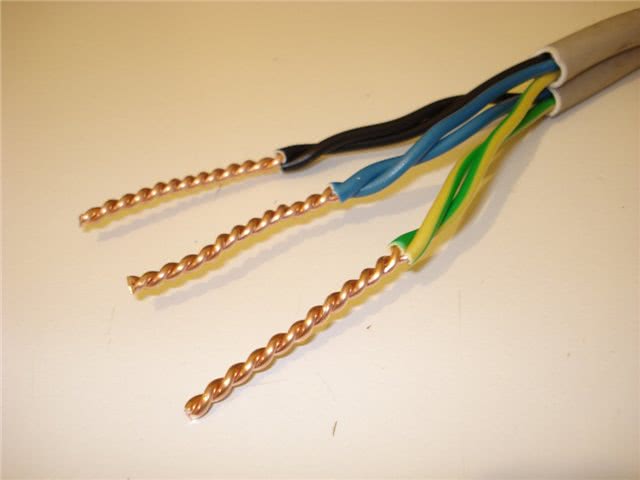
Многожильная скрутка трех проводов
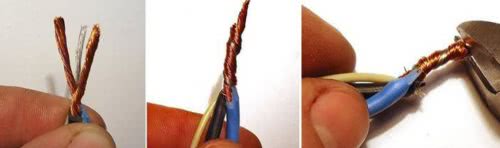
- метод «навивки». Этот метод применяется, если необходимо выполнить ответвление провода от основной магистрали. Для этого на участке ответвления снимается изоляция провода, и на оголенное место путем навивки подключается провод ответвления;
Присоединение провода к основному
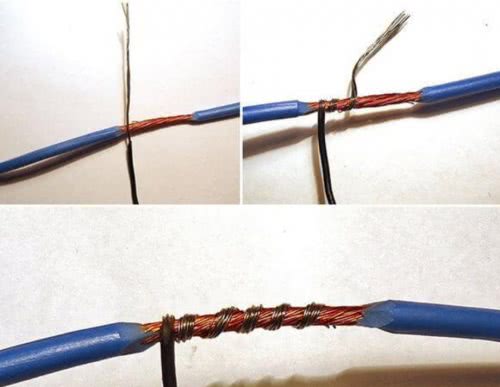
бандажная скрутка. Этот вид скрутки часто применяется при соединении двух и больше одножильных проводов. При бандажной скрутке применяется дополнительный проводник из такого же материала, как и жилы провода. Сначала выполняется простая параллельная скрутка, а затем на это место накладывается бандаж из дополнительного проводника. Бандаж увеличивает механическую прочность на разрыв в месте соединения;
соединение многожильного и одножильного провода. Этот вид самый распространенный и простой сначала выполняется простая накрутка, а затем зажимается ;
Соединение многожильного и одножильного медного провода
другие различные варианты соединения.
Что потребуется
Для выполнения сварочных работ в распределительном электрическом щитке необходимо иметь сам аппарат. Большинство людей предпочитает приобретать инверторные сварочные аппараты. Они небольшие по размерам, удобные при транспортировке, не тяжелые. Также большинство моделей имеет закрепленный ремень для удобной переноски. Инверторные приборы потребляют умеренный объем электроэнергии, что не влияет на существенные перебои напряжения в электрической сети. Средняя мощность – 1 кВт.
Затем для работы понадобятся сварочные электроды. Обычно для сварки используют графитовые и угольные электроды. В основе электрода находится медный стержень. Также необходим флюс, который нужен для сварки конструкции. Обязательно нужно помнить, что при работе со сваркой, нужно надевать защитные очки и перчатки.
Дополнительно следует приготовить расходный материал, который может понадобиться при монтажных работах – изоляционная лента, шурупы. Для очистки и скрутки нужен нож и пассатижи. Сварочный аппарат можно заменить похожим по действию устройством. Иногда применяют трансформатор для сварки проводов. Если его нет, то люди, которые разбираются в электротехнике, могут его изготовить самостоятельно.
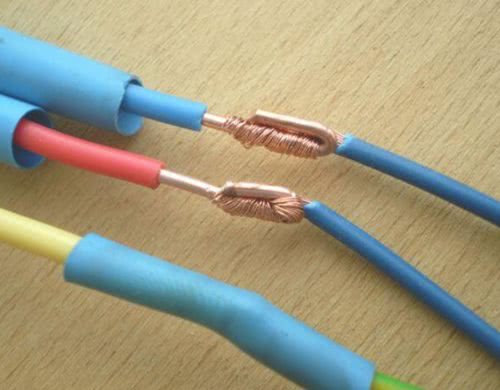
Сварка. Соединение проводов сваркой.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.

При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
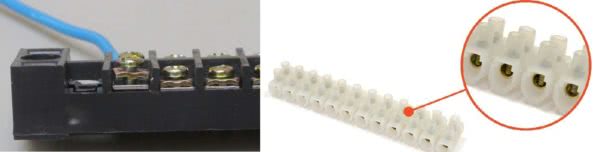
Клеммные колодки
Одно из самых простых и надежных соединений проводов — через клеммные колодки. Есть они нескольких типов, но практически везде используется винтовое соединение. Есть с гнездами разных размеров — под разные размеры проводников, с разным количеством пар — от 2 до 20 и больше.
Сама клеммная колодка представляет собой пластиковый корпус, в котором запаяно металлическое гнездо или пластина. В это гнездо или между пластинами вставляется оголенный проводник, зажимается винтом. После того, как винт затянут, надо хорошо подергать проводник — убедиться что он хорош зажат. Из-за того что места соединений остаются неизолированными, область применения клеммных колодок — помещения с нормальной влажностью.
Недостаток такого соединения: из-за пластичности металлов — особенно алюминия — со временем контакт ослабевает, что может привести к повышению степени нагрева и ускорению окисления, а это снова ведет к снижению контакта. В общем, периодически соединение проводов в винтовых клеммных коробках необходимо подтягивать.
Соединение проводов в клеммных колодках
Достоинства — быстрота, простота, невысокая стоимость, не требует никаких навыков, разве что умение пользоваться отверткой
Еще одно важное достоинство — можно без проблем соединять провода разных диаметров, одножильные и многожильные, медные и алюминиевые. Непосредственного контакта нет, потому нет рисков. Сначала о технологии пайки
Соединяемые проводники очищаются от изоляции, очищаются от оксидной пленки до чистого металла, скручиваются, потом лудятся. Для этого проводники разогреваются паяльником, прикладываются к канифоли. Она должна покрыть место соединения полностью. Залуженные провода скручивают сначала пальцами, затем дожимают, используя пассатижи. Вместо лужения можно использовать паяльный флюс. Им хорошо смачивают провода, но уже после скрутки
Сначала о технологии пайки. Соединяемые проводники очищаются от изоляции, очищаются от оксидной пленки до чистого металла, скручиваются, потом лудятся. Для этого проводники разогреваются паяльником, прикладываются к канифоли. Она должна покрыть место соединения полностью. Залуженные провода скручивают сначала пальцами, затем дожимают, используя пассатижи. Вместо лужения можно использовать паяльный флюс. Им хорошо смачивают провода, но уже после скрутки.
Затем, собственно, начинается процесс пайки: разогревают паяльником или узкофакельной горелкой место соединения. Когда канифоль или флюс начинают кипеть, берут на жало паяльника некоторую часть припоя, вносят в зону пайки, прижимая жало к проводникам. Припой растекается, заполняя промежутки между проводами, обеспечивая хорошее соединение. При использовании горелки, припой просто вносят понемногу в факел.
Далее, после остывания места пайки, по технологии необходимо смыть остатки флюса (они ускоряют окисление), просушить соединение, покрыть его специальным защитным лаком, после чего изолировать при помощи изоленты и/или термоусадочных трубок.
Теперь о достоинствах и недостатках данного метода соединения проводов. В слаботочных системах пайка — один из самых надежных способов соединения проводов. Но, при разводке электропроводки в доме или квартире, ее критикуют нещадно. Все дело в том, что припой имеет невысокую температуру плавления. При периодическом прохождении через соединение больших токов (бывает, если неправильно подобраны или неисправны защитные автоматы) припой постепенно расплавляется, испаряется. Раз за разом контакт становится все хуже, греется соединение все больше. Если данный процесс не обнаружится, вполне может дело закончится пожаром.
Второй негативный момент — низкая механическая прочность пайки. Дело снова в олове — оно мягкое. Если проводов в паянном соединении много, да если еще они жесткие, при попытке упаковать их, часто проводники вываливаются из пайки — слишком велика сила упругости, которая вырывает их. Потому соединение проводников пайкой при разводке электричества и не рекомендуют использовать: неудобно, долго и рискованно.
Похожие записи:
 Плиты перекрытия (жби, жб, железобетонные): размеры, монтаж, технические характеристики, серия
Плиты перекрытия (жби, жб, железобетонные): размеры, монтаж, технические характеристики, серия
 Устройство отмостки и дренажа фундамента
Устройство отмостки и дренажа фундамента
 Изготовление ферм из профильной трубы своими руками
Изготовление ферм из профильной трубы своими руками
 Диапазон размеров ламинатной доски
Диапазон размеров ламинатной доски
 Проекты гаражей с хозблоком: варианты и способы их реализации + фото
Проекты гаражей с хозблоком: варианты и способы их реализации + фото
 Плесень в бане: как избавиться
Плесень в бане: как избавиться