Отличие цекования от других металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и обычно перед развёрткой. В процессе устраняются незначительные дефекты предыдущей обработки. Мастер убирает шероховатости с поверхности отверстия и придаёт ему правильную геометрию. При цековании вырезаются конические и цилиндрические выемки под головки крепёжных элементов и получается гладкая поверхность для качественного контакта детали с ними.
Боковые поверхности цилиндрических углублений под болты должны соответствовать установленным чертежами размерам и требованиям по качеству. Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.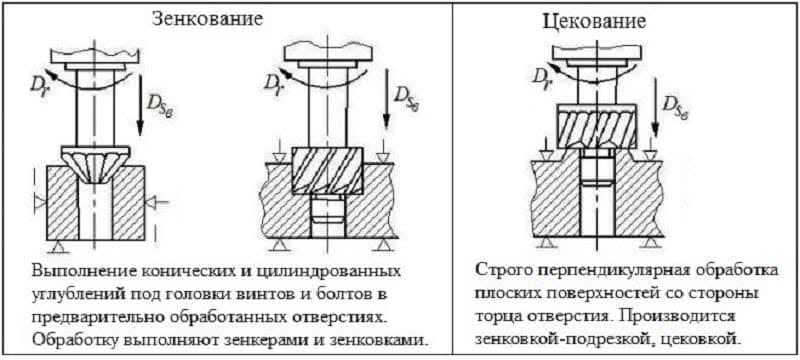 Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Цековка и зенковка: отличия
Цековка от зенковки имеет меньше отличий, чем кажется непосвященному человеку. А именно: цековками называют торцевые зенковки. Так что, если вам необходимо выровнять торцевые части уже сформированного углубления, требуется цековка. Для снятия фасок, удаления заусенцев и изменения конфигурации отверстий купите зенковку по металлу.
Правила работы инструментом
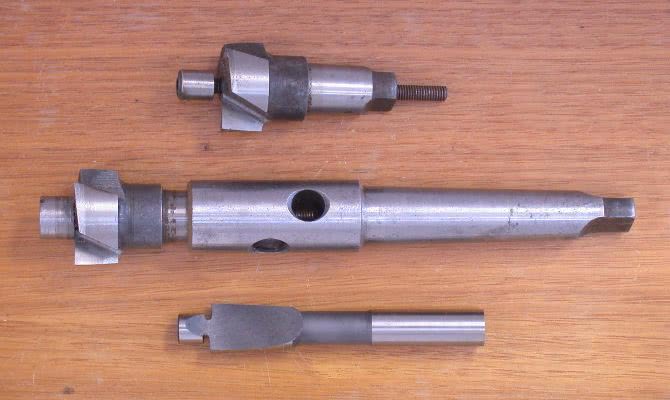
- Для каждого рода работы нужно выбирать подходящий для этого тип режущего элемента: для образования конуса с заглублением – зенковку с продолговатым телом и направляющей цапфой, для небольших углублений – обычную конусную зенковку, для твердых сплавов – инструмент с твердосплавными напайками.
- Диаметр режущего элемента должен соответствовать необходимому диаметру углубления. Если делать обработку инструментом с гораздо большим диаметром, это может привести к плохой центровке углубления относительно отверстия, несоблюдению угла конуса и точной глубины.
- При выборе скорости вращения резца нужно придерживаться тех оборотов, которые рекомендованы для конкретного данного инструмента. Завышение оборотов ведет за собой перегрев рабочей части и быстрый износ режущих кромок.
- При работе с чугуном или сплавами из твердого материала необходимо отводить тепло из рабочей зоны, для этого нужно применять специальные эмульсии.
- Зенковка должна быть точно отцентрирована относительно середины отверстия.
Цекование
Цекование производится цековками для зачистки торцовых поверхностей. Цековки обычно выполняют в виде насадных головок, имеющих торцовые зубцы.
|
Обработка отверстий. |
Цекование производится зенкерами ( цековками) для зачистки торцовых поверхностей. Зенкеры-цековки обычно выполняются в виде насадных головок, имеющих четыре торцовых зубца.
Цекование производится цековками для зачистки торцовых поверхностей. Цеков-ки обычно выполняют в виде насадных головок. Цековками обрабатывают бобышки под шайбы, упорные кольца, гайки.
|
Схема устройства для обработки канавок шлицевой фрезой. |
Цекование ( рис. 75, е) предусмотрено для подрезки торца бобышки заготовки или для получения ступенчатого отверстия. Эту операцию выполняют специальным инструментом — цековкой, которая имеет переставной резец 1, устанавливаемый по размеру диаметра обрабатываемой поверхности, и направляющую часть 2 для обеспечения соосности поверхностей ступенчатого отверстия.
Цекование ( рис. 136, е) предусмотрено для подрезки торца бобышки заготовки или для получения ступенчатого отверстия. Эту операцию выполняют специальным инструментом — цековкой, которая имеет переставной резец /, устанавливаемый по размеру диаметра обрабатываемой поверхности, и направляющую часть 2 для обеспечения соосности поверхностей ступенчатого отверстия.
Цекование ( рис. 70, е) предусмотрено для подрезки торца бобышки заготовки или для получения ступенчатого отверстия. Эту операцию выполняют специальным инструментом — цековкой, которая имеет переставной резец /, устанавливаемый по размеру диаметра обрабатываемой поверхности, и направляющую часть 2 для обеспечения соосности поверхностей ступенчатого отверстия.
Цекование ( рис. 138, е) предусмотрено для подрезки торца бобышки заготовки или для получения ступенчатого отверстия. Эту операцию выполняют специальным инструментом — цековкой, которая имеет переставной резец 1, устанавливаемый по размеру диаметра обрабатываемой поверхности, и направляющую часть 2 для обеспечения соосности поверхностей ступенчатого отверстия.
Цекование производится цековками для зачистки торцовых поверхностей. Цековки обычно выполняются в виде насадных головок, имеющих торцовые зубцы.
Цекование производится зенкерами ( цековками) для зачистки торцовых поверхностей. Цековками обрабатывают бобышки под шайбы, упорные кольца, гайки.
Цекование производят специальным инструментом — цековкой, которая имеет передвижной резец /, устанавливаемый по размеру диаметра обрабатываемой поверхности, и направляющую часть 2 для обеспечения получения соосной поверхности ступенчатого отверстия.
Цекование производится цековками для зачистка торцовых поверхностей. Цековки обычно выполняют в виде насадных головок.
Наружное и внутреннее цекование производится с направляющим штифтом в без него.
Цекованием ( рис. 14.11, ж, з) обрабатывают торцовые поверхности, являющиеся опорными плоскостями головок гаек, винтов, болтов.
Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
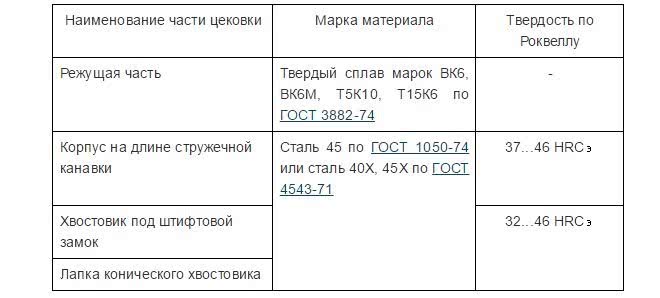
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
https://youtube.com/watch?v=1sSc-05FCIo
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.
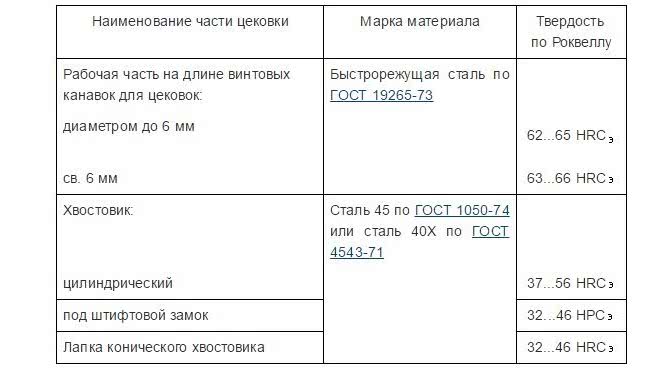
Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.
Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.
Требования к производству
Технология для выпуска цековок приводится в соответствие с положениями ГОСТ 26258-87. Согласно требованиям, инструменты с диаметром рабочей зоны, не превышающей 8 мм, и цилиндрической формой хвостовой части, а также насадной конструкции, изготавливаются сплошными. Цековки с наружным размером от 8 мм, независимо от вида хвостовика, выполняются сварными. Рабочая головка и зажимная часть в этом случае делаются из разной марки стали.
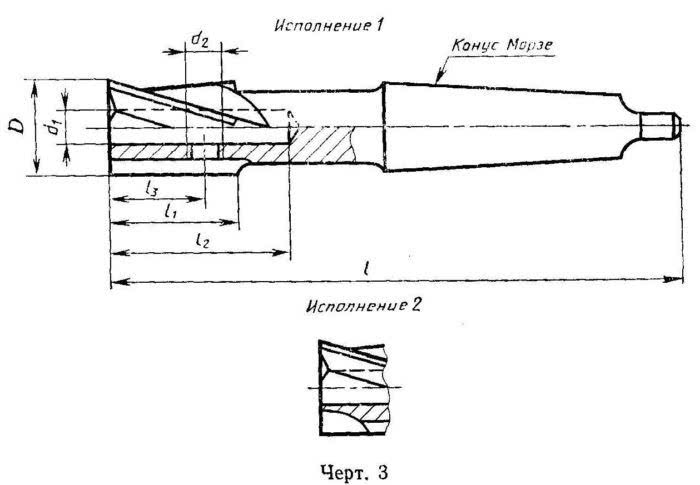
Цековки цилиндрические для обработки опорных поверхностей под крепежные детали по ГОСТ 26258-87
К качеству наложения соединительного шва при сварке предъявляются повышенные требования. Наличие пустот, трещин, окислов, пористости и прожогов недопустимо.
На гранях исключены дефекты в виде окислов, трещин и зазубрин. Отшлифованные участки не должны содержать повреждений и надрывов, сколов и прижогов.
Контроль геометрии включает проверку на наличие обратной конусности у инструмента, когда происходит уменьшение диаметра в сторону хвостовой части. У цековки должен быть равномерный диаметр по всей длине режущей части у быстрорежущего инструмента. Допускаемое отклонение – менее 0,08-0,16 мм на 100 мм длины. А также должен быть одинаковый размер по высоте пластин на цековках с напайными пластинками, допуск для которых — 0,05-0,1 мм на размер пластинки.
Геометрические параметры
Чтобы правильно подобрать зенкер под конкретную задачу, нужно знать, с каким металлом он будет работать и что за параметры имеют основные элементы зенкера. Для цельнометаллических элементов цилиндрической формы предусмотрены следующие стандарты на геометрические параметры при обработке конкретных материалов:
- У деталей, выполненных из стали конструкционного назначения с отверстиями до 40.0 мм в диаметре, обработку последних проводят инструментом с диаметром рабочей части от 40 до 10 мм и количеством режущих кромок 3–4 единицы. Если диаметр достигает 80 мм, то резец должен быть в пределах 32–80 мм.
- У деталей, выполненных из металла, который был подвержен закалке, отверстия обрабатывают 4- и 3-лезвийными зенкерами с размером поперечного сечения от 50 до 14 мм.
- У деталей из чугуна либо металла цветного операцию зенкерования для глухих отверстий проводят перовым инструментом.
Это интересно: Особенности сварки алюминия полуавтоматом. Технология и необходимое оборудование
Рекомендации по применению конических элементов к типу металла, что должно соответствовать определенной геометрической форме конуса (имеется в виду угол), следующие:
- От 20 до 15 градусов угол можно применять, когда необходима обработка мягких марок стали и сплавов.
- От 10 до 8 градусов угол подойдет для работы, что предполагает зенковку металлов с твердостью средней величины либо деталей для отливок стальных.
- Угол в 5 градусов и ниже применим для зенковки заготовок из чугуна либо сталей высоколегированных.
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап
Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.
Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и закаленных сталей при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Зенкерование – намного более производительный процесс, чем обработка резцами. Скорость резания для зенкера из быстрорежущей стали близка к процессу сверления, а подачи – выше в 2,5–3 раза. Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.
Применение цековки
Металлорежущая торцевая зенковка применяется для обработки уже готовых отверстий в металлических изделиях. Рабочая часть торцевой зенковки может иметь различное количество лезвий, но наибольшее распространение получил инструмент с тремя лезвиями. Насадная часть применяется при диаметрах свыше 0,8 см.
Для обратной цековки (развертывания) применяется режущая часть с количеством лезвий до 14. Обратная цековка позволяет довести выемку цилиндрической формы до требуемой точности, снимая доли миллиметров. Не путайте развертку и зенкер. Зенкер делает лишь заготовку, которую разверткой доводят до требуемой точности. Также, помимо цилиндрических обратных цековок, применяются конусные развертки для обработки конических отверстий.
Материал для изготовления инструмента
Для базового стержня цековки используется конструкционная сталь марки 45, 40Х и 45Х. Изготовление режущей зоны возможно из следующих материалов:
Длина стержня
- монолитная режущая область изготавливается из быстрорежущего сплава, отвечающего рекомендациям ГОСТ 19265.
- Материал для твердосплавных режущих пластин подбирается из сплава ВК8, ВК6, ВК6М, Т15К6, Т5К10.
- Свойства материала и требования к нему изложены в ГОСТ 3882. Соблюдение геометрии и размерных параметров контролируется ГОСТ 25400.
Крепление к державке твердосплавных пластин производится припоем марки МНМц 68-4-2, латуни типа Л63 и Л68. Толщину припоя необходимо обеспечить не меньше, чем 0,2 мм.
Дерево, пластик и мягкие металлы обрабатывают зенковками из инструментальной стали. Твердосплавные зенковки имеют высокую стойкость и выдерживают значительные усилия резания, возникающие при обработке на станке прочных стальных деталей.
Твердость режущей поверхности зенковок из инструментальной стали не ниже 62..66 HRC, хвостовика – 36…45 HRC. Твердость на корпусе по всей длине зенковки с твердосплавными пластинами 35…46 HRC.
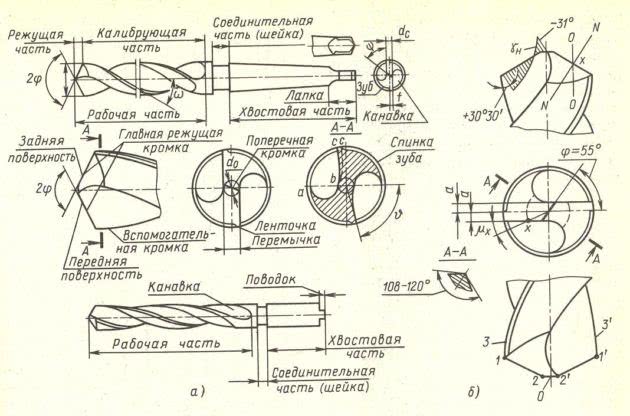
Схема режущей поверхности зенковок
3 Основные правила контроля и приемки сверл
Принципы приемки инструмента, с помощью коего выполняется цекование, изложены в ГОСТ 23726 (он является единым для дерево- и металлорежущих приспособлений). Анализ сверл на стойкость выполняют каждый год (установленный период) и каждые три года (средний период).
 Анализ сверл на стойкость
Анализ сверл на стойкость
Внешний вид инструмента исследуется путем осмотра, а наружные параметры проверяются на соответствие геометрическим характеристикам, которые содержит чертеж. Твердость сверл анализируют по Госстандарту 9013, шероховатость – по стандарту 9378 (выполняется сравнение контрольных образцов со значениями изготовленных изделий, при этом используется лупа).
 Внешний осмотр инструмента
Внешний осмотр инструмента
На стойкость и работоспособность инструмент проверяется на сверлильных агрегатах, которые отвечают заданным стандартам жесткости и твердости. Обязательным требованием при таком исследовании является применение специального охлаждающего и смазочного состава, в количестве пяти и более литров в минуту. Указанный состав представляет собой водный раствор эмульсола (его содержание в жидкости – пять процентов).
Особенности зенкерования
 Эта процедура похожа на сверление, ведь она тоже производится с уже сделанным отверстием. Разница лишь в том, что зенкерование характеризуется высочайшей точностью. При этом устраняются различного рода недостатки и дефекты, появляющиеся при сверлении, отливке или штамповке. Кроме того, происходит улучшение таких показателей, как точность и чистота поверхности, а также получается высокий уровень соосности.
Эта процедура похожа на сверление, ведь она тоже производится с уже сделанным отверстием. Разница лишь в том, что зенкерование характеризуется высочайшей точностью. При этом устраняются различного рода недостатки и дефекты, появляющиеся при сверлении, отливке или штамповке. Кроме того, происходит улучшение таких показателей, как точность и чистота поверхности, а также получается высокий уровень соосности.
Нередко бывает так, что при создании отверстия с помощью сверла происходит отклонение от центральной точки. Это обуславливается недостаточной жесткостью режущего инструмента. Зенкер характеризуется большей жесткостью, чем обыкновенное сверло, так как у него больше зубчиков.
Более высокоточной операцией считается развертывание, которое представляет собой уже чистовой процесс обработки.
Зенкерование часто путают с зенкованием, для которого предусмотрено совершенно другое приспособление — зенковка. Этот инструмент обладает иной конструкцией и предназначен для других технологических операций.
https://youtube.com/watch?v=vmrhKDaUMcE
Зенковка используется для устранения фаски с отверстий, а также при создании конических углублений. Существуют и цилиндрические зенковки, но эти приспособления называются цековками.
https://youtube.com/watch?v=f_A28_RQTSM
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Материал и твердость основных частей зенкеров должны соответствовать указанным в табл. 1.
|
Таблица 1 |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
Примечание. Твердость рабочей части хвостовых зенкеров, насадных и ножей сборных зенкеров из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1—2 единицы HRC3, указанной в таблице 1. |
По согласованию с потребителем допускается изготовление зенкеров из легированной стали марки 9ХС по ГОСТ 5950.
Твердость зенкеров из стали марки 9ХС должна быть HRC3 62…65.
Допускается изготовление зенкеров и ножей к ним из других марок быстрорежущей стали, обеспечивающих работоспособность и стойкость зенкеров, не ниже стойкости зенкеров, изготовленных из быстрорежущей стали по ГОСТ 19265.
(Измененная редакция, Изм. № 1, 2).
1.2. Зенкеры хвостовые должны изготовляться сварными.
В месте сварки не допускаются раковины, непровар, поджог и пережог металла, кольцевые трещины и свищи.
Издание официальное Перепечатка воспрещена
★
Издательство стандартов, 1975 ИПК Издательство стандартов, 2000 Переиздание с Изменениями
Допускаются другие методы соединения рабочей части зенкера с хвостовиком, обеспечивающие качество соединения не ниже сварного.
(Измененная редакция, Изм. № 1).
1.3. Твердость рабочей части зенкеров должна соответствовать указанной в табл. 1 на длине винтовой канавки, уменьшенной на длину не более 1 х/2 диаметра зенкера от сварного шва, но не менее 1 2 3/3 длины винтовой канавки.
Твердость лапок хвостовиков зенкеров с коническим хвостовиком должна быть HRC, 32…47.
(Измененная редакция, Изм. № 1, 2).
1.4. Параметры шероховатости поверхностей зенкеров по ГОСТ 2789 не должны быть более указанных в табл. 2.
|
Таблица 2 |
||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
|
* Для шлифованных канавок. ** Для фрезерованных канавок. |
ГОСТ 1677-75 С. 3
1.14. Зенкеры должны иметь на рабочей части только равномерную обратную конусность (уменьшение диаметра по направлению к хвостовику).
Обратная конусность на 100 мм длины должна соответствовать указанной в табл. 4.
|
Таблица 4* мм |
||||||||
|
1.15. Допуск радиального биения ленточек по всей длине рабочей части зенкера относительно оси зенкера или оси посадочного отверстия, а также биение главных режущих кромок при проверке в центрах не должно превышать величин, указанных в табл. 5.
Таблица 5
|
Номинальный диаметр зенкера, мм |
Допуск биения, мм |
|
|
направляющих ленточек |
режущих кромок |
|
|
До 18 |
0,032 |
0,040 |
|
Св. 18 до 30 |
0,040 |
0,050 |
|
Св. 30 |
0,050 |
0,063 |
(Измененная редакция, Изм. № 1, 3).
1.16. Допуски конусов Морзе — по АТ8 по ГОСТ 2848.
(Измененная редакция, Изм. № 1).
1.17. Предельные отклонения посадочного отверстия и шпоночного паза для насадных зенкеров — по ГОСТ 9472.
1.18. Комплект изготовленных сборных зенкеров должен состоять из зенкера в собранном виде и набора запасных ножей.
1.19. Средний и установленный периоды стойкости зенкеров из стали марки Р6М5 должны быть не менее указанных в табл. 5а при условиях испытаний, приведенных в разд. 3.
|
Таблица 5а |
|||||||||||||||||||||
|
1.20. Критерий затупления зенкеров — допустимый износ по задней поверхности, значение которого не должно быть более указанного в табл. 56.
|
Таблица 56 мм |
||||||||||||
|
||||||||||||
|
1.19, 1.20. (Введены дополнительно, Изм. № 3). |
Операция цекования
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
https://youtube.com/watch?v=2CeiHeCllnM
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.

Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
-
При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
-
При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
-
Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
-
Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
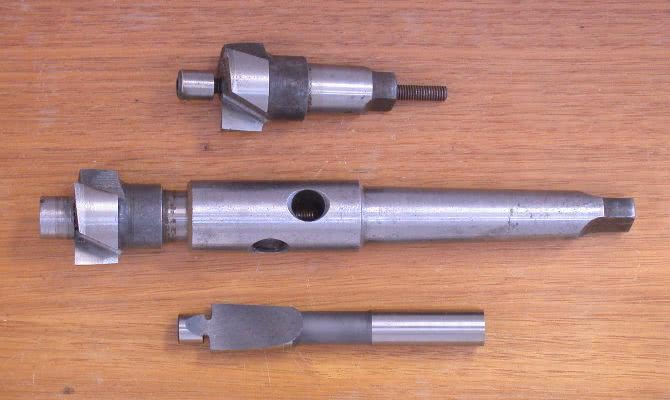
Зенкер торцовый сделает отверстие точным
Цекование выполняется на станках с минимальным рабочим ходом. Цекование осуществляется в режимах, сходных с зенкерованием на сверлильных, токарных, расточных и других станках. В некоторых случаях допустимо применение комбинированных инструментов, позволяющих одновременно выполнять несколько операций – сверление, зенкерование, зенкование, цекование и т. д. Все эти операции являются частями сверлильного процесса, выполняемого на специальном оборудовании.
После сверления в отверстии образуются незначительные дефекты, которые можно устранить , а также цекованием или расточкой. Цекование является заключительным процессом в обработке отверстий. С помощью этой операции отверстию придается необходимая геометрическая форма, а с его поверхности устраняются деформации, шероховатости, которые остаются после сверления.
Для цекования применяются торцевые зенкеры, имеющие зубья на торце. В ходе цекования создаются углубления под шляпки метизов, обеспечивающие в дальнейшем их надежную фиксацию. В зависимости от вида используемого инструмента, создаются конусные и цилиндрические углубления.
Параметры режима резания при цековании:
- Скорость резания. Параметр определяется исходя из диаметра металлорежущего инструмента и частоты его вращения. При определении необходимой скорости резания обязательно должны учитываться поправочные коэффициенты. На основе расчетных данных вычисляется частота вращения шпинделя.
- Подача. Это значение равно расстоянию в миллиметрах, на которое за один полный оборот переместится режущая часть инструмента по отношению к оси заготовки. Рассчитывается по табличным данным, исходя из обрабатываемого материала, паспортных данных и технических параметров станка.
- Глубина резания. Параметр рассчитывается как половина диаметра режущего инструмента минус диаметр предварительного отверстия. Для сравнения – при сверлении глубина резания определяется равной половине диаметра сверла.
- Мощность резания (эффективная и потребная). При определении потребной и эффективной мощности резания рассчитывается коэффициент рациональности выбранных режимов резания. Расчет коэффициента осуществляется по формуле – потребная мощность, деленная на мощность двигателя станка. Наиболее рациональными показателями является К = 0,85–0,9. Если расчетные показатели будут отличаться от рациональных, определение режимов резания нужно повторить.
Такой расчет параметров применяется для определения режимов работы с цековками по ГОСТ 26258-87.
Просверлить отверстие – дело, казалось бы, очень простое, но недостаточно просто просверлить отверстие, при работе с металлом часто необходима точность, которую нельзя получить, применяя обычное сверло.
Также возникает необходимость «спрятать» головки болтов, которые торчат над поверхностью изделия. Дополнительные операции над отверстиями проводят с помощью зенковки и цековки. Цековка, по сути, является разновидностью зенковки за исключением характера работы, поэтому процесс цековки иногда называют торцевым зенкерованием. Процесс цековки обратной часто называют разверткой.
Похожие записи:
 Руководство по правильной пайке труб из полипропилена
Руководство по правильной пайке труб из полипропилена
 Естественная вентиляция в частном доме
Естественная вентиляция в частном доме
 Из какого материала и какую ванну лучше выбрать? обзор предложений на рынке сантехники
Из какого материала и какую ванну лучше выбрать? обзор предложений на рынке сантехники
 Уклон в процентах (%, единицы уклона) → град (grad, общеупотребительные единицы)
Уклон в процентах (%, единицы уклона) → град (grad, общеупотребительные единицы)
 Холодная сварка для бензобака какая лучше?
Холодная сварка для бензобака какая лучше?
 Какое напольное покрытие выбрать для кухни?
Какое напольное покрытие выбрать для кухни?