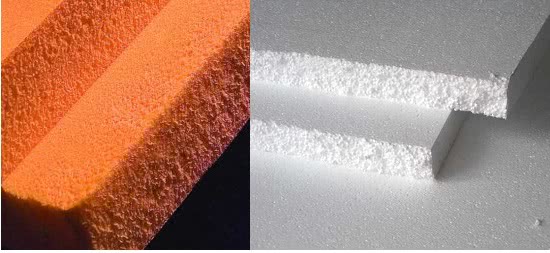
Почему к паяльнику не прилипает олово?
Причин скатывания припоя с паяльника немного, а, точнее, их всего две. Первая — грязное жало, вторая — окисная плёнка. Устранение обеих проблем даёт возможность полноценного паяния.
Самым распространённым для пайки в домашних условиях является оловянно-свинцовый припой (ПОС.) с температурой плавления от 190 до 300°C. Как правило, для паяльных работ этого достаточно. Если допустить более сильный разогрев паяльника, то припой и флюс элементарно сгорят, а продукты горения прилипнут к жалу.

Чаще всего жало паяльника изготавливается из меди, которая окисляется при повышенных температурах. Именно из-за плёнки оксида меди, покрывающей поверхность жала, к нему и не прилипает припой.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Это интересно: Как правильно варить вертикальный сварочный шов для начинающих: рассмотрим со всех сторон
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать.
Блог о электронике
Часто встречаю в интернете на разных форумах заявления вроде «не могу работать вечным жалом, припой не берет — медный паяльний форева» или «Вечное жало это хорошо, но вот только если оно от крутой фирмы, все остальное отстой». И в таком духе.
Я уже несколько лет пользуюсь исключительно необгораемым жалом, в начале в составе СТ-96
, потом пересел на паяльную станциюZD-929C которой орудую уже года три без особых нареканий. И на традиционный медный паяльник добровольно уже не пересяду. Ну нафиг, чистить его, лудить, затачивать, забыл как страшный сон. Тем не менее проблема есть и далеко не все знают как ее решать.
Текстовая версия Основная проблема:
Жало не берет припой, то есть припой плавится, но жало не смачивает. И либо не липнет на него, либо лежит на нем комком. В связи с этой особенностью возник даже миф, будто несгораемые (вечные, никелерованные, да как только их не называли) жала применяются только для пайки с прямой подачей припоя — то есть припой подается в точку пайки в виде тонкой проволочки, а паяльник ее лишь плавит и смачиваться припоем ему не обязательно. Ничего подобного! Для классического метода «паяльник в припой — паяльник в плату» вечное жало тоже подходит замечательно.
Итак, в чем же проблема? А проблема тут в том, что покрытие жала очень быстро окисляется при высокой температуре и перестает смачиваться. Оптимальная температура при которой и паять комфортно и жало не окисляется это порядка 250-300 градусов (для обычного 60/40 припоя, бессвинцовка не считается — это отдельный гемор), а обычный паяльник, без регулировки, жарит порой до 350-400 градусов.
Паяльник
Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов:
- 3-10 Вт. Это самые маломощные модели. Они предназначены для пайки самых маленьких и чувствительных микросхем
- 20-40 Вт. Относятся к категории «бытовых» или радиолюбительских. С их помощью можно как припаять провод, так и транзистор или другую деталь
- 60-100 Вт. Если провода, требующие пайки, очень толстые, подойдет именно этот тип. Он часто используется автолюбителями или профессиональными механиками
- 100 Вт и более. Таким паяльником можно спаять как толстый провод, так и кастрюлю или даже радиатор автомобиля. Они используются только профессионалами, и по понятным причинам неприменимы в быту
Если вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт и выше.
Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола
Важно следить за сетевым проводом
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Использование газового паяльника
Как паять оловом без паяльника в экстренных случаях
Запаять оловом без паяльника можно используя обычную металлическую скрепку или кусок медной проволоки. Также понадобятся пассатижи и какой-то источник тепла. Это может быть зажигалка, либо газовая горелка. В общем, что-то такое, чем можно было бы нагреть скрепку до определенной температуры.

Итак, чтобы паять оловом без паяльника потребуется разогнуть скрепку и зажать её пассатижами. Потом понадобится нагреть скрепку, после чего можно приступать к пайке оловом. Способ, конечно же, экстренный, но он может выручить в определённых ситуациях. Также, в качестве скрепки можно использовать и что-то другое, например, кусочек медной проволоки.
Изготовление паяльника своими руками
Может произойти такая ситуация, когда необходимо сварить какие-то детали, но отсутствует электричество, тогда можно изготовить аналог паяльника своими руками. Для этого используем медный стержень, который имеет диаметр примерно 5 мм и длину 10 см. Конец стержня делаем в виде отвёртки, а другой закрепляем на деревянной ручке. Эту ручку в круглой форме вырезаем из ветки любого дерева.
Нагрев этого паяльника производится при помощи открытого огня. Процесс пайки мало чем будет отличаться от использования электрического настоящего паяльника. Необходимо только приспособить термостойкую подставку, в которую можно класть устройство, которое сильно нагреется. Установка производится довольно быстро при помощи движения одной руки. Припой и канифоль кладём в плоскую ёмкость. Саму пайку производим в непосредственной близости от источника нагревания.
Полезная информация при использовании самодельного паяльника:
- Пайка — это соединение нескольких деталей при помощи расплавления какого-либо металла. Этот металл называется припоем, и он должен заполнить пространство между двумя соединениями, а также схватить их при помощи соединяемого материала.
- Для припоя обычно используют оловянно-свинцовый сплав, который имеет различное содержание олова. Чем больше олова, тем меньше температура плавления. Распространённым припоем является ПОС-40, где содержится 40% олова. Он плавится, когда достигает температуры в 230 градусов. А ПОС-60 — при 180 градусах. Меньшую температуру плавления имеет свинцово-оловянный сплав, в который добавляют висмут. Это марка припоя называется ПОСВЗЗ. Температура плавления — 130 градусов. Если необходимо сплавить алюминий, тогда применяют специальный сплав, где температура плавления равна 400 градусам.
- Пайку нельзя начинать, пока деталь полностью не будет очищена в зоне соединения. Для этого используем флюс, то есть вещество, которое во время пайки не даёт образоваться оксидной плёнке. Чтобы соединить медные детали, в качестве флюса используют канифоль. Поверхность можно очистить паяльной кислотой или другим видом кислоты, например, ортофосфорной. Если осуществляется пайка стального изделия и оцинкованной детали, то канифоль не справится со своей задачей, и необходимо будет использовать паяльную кислоту. Современные проволочные припои обычно содержат в составе канифоль, а потому могут обеспечивать пайку меди без использования флюса. Чтобы соединить стальные и нихромовые элементы, необходимо использовать флюс, который выполняется из аспирина.
- Механизм пайки всегда выглядит одним образом. Сначала детали прижимаются друг к другу, после этого на зону пайки наносится флюс и припой. Участок должен быть разогрет до необходимой температуры, когда припой расплавится и будет затекать в зазоры между металлами. Обычно этот процесс выполняется при помощи специального паяльника, но, как оказалось, паять можно и без него. Для этого необходимо только найти альтернативный источник нагрева, который не использует электроэнергию.
Необходимые инструменты
Если вы попали в ситуацию, когда приходится паять металлические изделия без паяльника, необходимо использовать следующие инструменты:
- пассатижи;
- плоскогубцы;
- ножик;
- ножницы;
- наждачную бумагу;
- напильник;
- кисточку;
- надфиль.
В качестве источника нагревания можно использовать лампу на сухом спирте, спиртовку или турбогорелку.
Многим кажется, что паять без паяльника — это абсурдное дело. Но это весьма осуществимый процесс, если обладать необходимой информацией. Ведь никак нельзя предугадать момент, в который резко отключится свет, а работу нужно завершить. По таким технологиям можно правильно произвести спайку плат, заменить части проводов. Но нужно быть аккуратным, ведь есть вероятность, что материалы могут просто сгореть.
Иногда возникает вопрос, как припаять без паяльника, ведь пайка — самый распространенный способ соединения небольших деталей в домашних условиях. Но что делать, когда надо срочно соединить провода, а паяльник сломался.
Паяльник — это удобный и простой инструмент. С ним можно соединять небольшие изделия в домашних условиях.
Паяльник — это простой и удобный инструмент. Как с его помощью соединять металлы, знает, наверное, каждый. А вот как припаять без паяльника, когда нет электричества — это вопрос, который следует рассмотреть подробнее.
Паяльный флюс
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:

Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
- пассивные;
- активные.
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.

Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.

Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
https://youtube.com/watch?v=9aw5TLot96k
Ошибка №3 Работа без очков.

При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.

Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.



Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Подготовка паяльника к работе
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
- Подготовка деталей к пайке.
- Обработка флюсом или лужение.
- Разогрев спаиваемых деталей до необходимых температур.
- Внесение в зону пайки припоя.
Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
strannik_boxПытался я вести рукодельный ЖЖ, скажем так, обезличенно, но что-то надоело. Как от магазина, толку от него ровно ноль, давайте хоть общаться, что ли.Итак, с медью я вожусь уже больше года. Конечно, мечтаю о серебре, но пока медь и латунь моя суровая реальность. Не все получается, не все получалось сразу, и не обо всем можно найти информацию.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.

После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.
Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.

К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.

Заплатка своими руками на кузов автомобиля (стеклоткань, пайка, сварка)

Хорошо если у вас есть возможность менять автомобили как перчатки. А если такой возможности нет? То видимо их предстоит «штопать»! Как и тем, у кого нет возможности менять эти самые перчатки. В общем, мы не хотим проводить аналогии о материальном благосостоянии автолюбителей, и тем более затрагивать их личное «я» в материальных вопросах, дело это житейское и не подлежит обсуждению.
А вот на счет практической информационной помощи в вопросах ремонта автомобилей, в этом мы вполне можем помочь. Итак, сегодняшняя наша тема о заплатках на машине. Такие заплатки нужны тогда, когда кузов имеет сквозную ржавчину и ничего более чем латать уже не остается. На самом деле существует несколько способов того, как можно заделать дыру в кузове. Именно о таких способах мы и поговорим.
Заплатка своими руками на кузов автомобиля из стекловолокна
Первый вариант, предложенный нами, это использование стекловолокна. Действительно, данный материал используется автолюбителями уже часто и успешно. Плюсов тому много, это и универсальность изготовления форм, и коррозионностойкость, и простота работы, и относительная дешевизна. Для фиксации стекловолокна и формирования форм используется эпоксидная смола. А теперь о том же, но с частным примером. Место установки будущей заплатки зачищается от ржавчины и грязи.
Далее наносим слой эпоксидной смолы и накладываем стекловолокно пропитанное ей же.
В итоге, после подсыхания наносим еще несколько слоев стеклоткани пропитанной эпоксидкой. Как мы говорили метод этот вполне доступный для автолюбителей, но и не лишен недостатков. Во-первых, это не достаточно высокая адгезия, а значить вероятность того, что ваша заплатка оторвется.
Разве что эпоксидку и стеклоткань после затвердевания лучше всего пропитать битумом или чем-то аналогичным, то есть покрасить.
Заплатка своими руками на кузов автомобиля припаянная с помощью припоя и паяльника
Второй вариант установки заплатки можно отнести еще к эре советских автолюбителей, когда в ходу было лужение чайников и тому подобные вполне бытовые процедуры на первый взгляд.
Сварочные автоматы тогда были редкость, да и обычные трансформаторные сварочники были не у всех, а дырки образовывались с незавидной частотой. Так что выход искать надо было, и он был найдет.
Пайка металла с помощью мощного паяльника и припоя, вот что может ликвидировать отверстия в кузове прогнившего авто. Как и для пайки, здесь нам необходим будет флюс для пайки.
Его роль заключается в создании вокруг места для пайки защитной пленки, которая будет препятствовать быстрому окислению, тем самым улучшая качество соединения припоя и металла, который мы паяем. Для этого прекрасно подойдет паяльная кислота. Последнюю можно приобрести в радиомагазинах. Теперь о паяльнике.
Мощности обычного паяльника вроде 25-40 Ваттного паяльника явно не хватит для того чтобы разогреть металл и припой. Здесь нужен паяльник на 1 КВатт или около того. Можно использовать паяльник разогреваемый на паяльной лампе или вовсе газовую горелку. Припой лучше взять твердоплавкий, работать с ним будет несколько сложнее, но зато его стойкость тоже будет повыше.
Отверстия очищаем от ржавчины и грязи. а края до металла.
Если отверстия маленькие, то их просто можно постепенно «затянуть» припоем, от краев к центру. Вначале припой наносится на края, а потом наращивается к середине отверстия.
Далее зачистить и шпаклевать.
Если отверстие большое, то можно использовать жестяную пластину, например от консервы. Пластина припаивается к краям отверстия.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.
Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию
Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник — так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.