Разряды токарей
С ростом профессиональной подготовки токарь может подтверждать свои умения сдает экзаменов для перехода в следующий разряд, чем выше разряд, тем больших теоретических знаний необходимо специалисту и, тем более, тонкое владение инструментов он должен демонстрировать
- токарь 2-го разряда владеет навыками работы на универсальных станках, с деталями 12-14 квалитета;
- токарь 3-го разряда подтвердил навыки по наладке универсальных станков, работы с плазмотроном, заточке резцов, готов обрабатывать детали 7-10 квалитета;
- токарь 4-го разряда выполняет плазменно-механическую обработку, управляет санками с тремя и более суппортами, нарезает двухзаходные резьбы;
- токарь 5-го разряда обрабатывает сложные детали до 6-7 квалитета точности, обрабатывать высоколегированные стали и накатывать многозаходные резьбы;
- токарь 6 разряда высшая ступень профессионального мастерства, специалист работает с 5 квалитетом и может выполнять настройку тонкого инструмента, с несколькими сопряженными поверхностями.

Токарь
Сдача экзаменов для перехода от разряда к разряду разделена периодом не менее года.
И иногда от специалиста с уникальными токарными навыками может полностью зависеть производственный процесс на предприятии. Сдача экзаменов по специальности токарное дело открыта во многих профессиональных обучающих центрах, обычно для экзамена потребуется дополнительно пройти обучающий курс и оплатить переподготовку и сам экзамен.
Электрическая обработка
Технология металлообработки с использованием электрических зарядов подразумевает под собой обработку материала с помощью специального оборудования. Они частично разрушают металлические заготовки.
Технологический процесс:
- На электрод, изготовленный из графита или латуни, подаётся высокое напряжение.
- Он соприкасается с обрабатываемой поверхностью.
- Появляется искра и металл начинает расплавляться.
Чтобы частицы металла не разлетались, в пространство, остающееся между электродом и обрабатываемой поверхностью, заливают специальное масло. Оно улавливает металлические частицы.
Принципы и технологии токарной обработки металлов
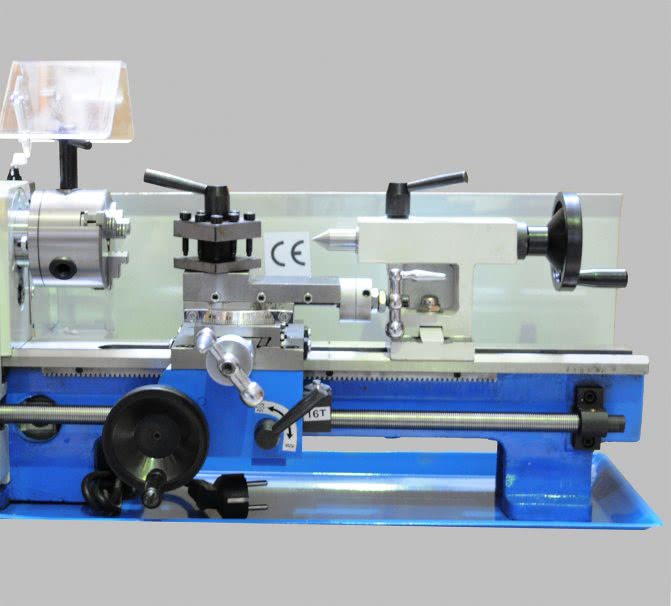
Чтобы освоить навык точения, следует ознакомиться со строением оборудования. Оно состоит из:
- Станины – это основа, она всегда прочная и выдерживает большие нагрузки.
- Передней и задней бабки – это зажимы-фиксаторы, которые крепят деталь и впоследствии отвечают за ее вращение.
- Суппорта с резцом.
Это только основные элементы, но одно действие машины объясняется слаженным взаимодействием сразу нескольких узлов. Электрический двигатель дает напряжение, чтобы затем все составляющие приходили в движение.
Если обрабатываемая заготовка небольшая, то она крепится только к одной бабке, а если крупная, вытянутая, то зажимается с двух сторон. Фиксация происходит с помощью ручек управления, а вся конструкция передвигается по нижним полозьем. Также, помимо основных частей, есть дополнительные приспособления, они разделяются по функциям:
- крепеж режущего инструмента;
- переоснащение прибора для других технологических возможностей, на которые не было рассчитано оборудование.
Технология обработки заготовок на токарных станках предполагает соблюдение техники безопасности. С этого начинается обучение токаря в любом образовательном учреждении. В обратном случае можно поранить руку, прожечь одежду или получить горячую стружку в глаз. В ТБ входят правила:
- одежда должна быть по размеру, форма прилегает к телу, не топорщится;
- ботинки имеют металлический подносок;
- защитные очки всегда надеваются до начала манипуляций;
- любые предметы, которые в данный момент не касаются рабочего процесса, нужно убрать из зоны видимости;
- перед каждым подходом следует удостовериться в надежности крепежа заготовки и сверла;
- нельзя голыми руками (или в перчатках) производить движения над включенным агрегатом, в том числе убирать остатки, для этого есть специальная щетка;
- проблемы могут иметь электрический характер, необходимо проверять уровень охлаждающей жидкости, вовремя замечать, если проводка искриться.
Какие детали обрабатывают на токарном станке
В результате токарь может получить:
- гайки;
- валы;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса;
- подшипники;
- цилиндры и пр.
Также на все можно поставить резьбу, провести канавки или швы, просверлить отверстия, а также отрезать край или произвести шлифовку внешней поверхности с помощью быстрого движения резца.
Оборудование и инструмент
На токарных станках производят обработку заготовок при их вращении вокруг горизонтальной и вертикальной оси. Основной применяемый инструмент — резцы. Все токарное оборудование маркируется цифрой «1» и делится на 9 видов с учетом особенностей устройства.
Инструмент вращается с помощью специального приспособления на суппорте. На токарном станке производятся шлифовальные и фрезерные работы.
Виды токарных станков
Различают основные виды токарных станков, применяемых на производстве:
- токарно-винторезный;
- токарно-револьверный;
- токарно-карусельный;
- токарно-шлифовальный;
- лоботокарный.
Наибольшее распространение имеют токарно-винторезные станки. На них обрабатываются длинные детали типа вала и короткие цилиндрические.
Карусельные используют для изготовления втулок, колец и других крупных деталей, у которых диаметр больше высоты.
Классификация резцов
По расположению режущей кромки и направлению движения суппорта, резцы делятся на два типа:
- правые;
- левые.
По форме рабочей части:
- прямые — рабочая часть и корпус имеют общие боковые поверхности;
- отогнутые — режущая кромка выступает за плоскость корпуса и имеет переменное сечение.
Для обработки снаружи используют виды резцов, названные по производимым им операциям:
- проходные;
- канавочные;
- фасонные;
- резьбовые;
- расточные.
Токарное оборудование широко применяется для обработки торцов. При этом устанавливают торцовые и отрезные резцы на суппорт. Кроме этого на задней бабке крепятся:
- сверла;
- зенкера;
- метчики;
- расточные резцы.
Существуют определенные геометрические параметры резца, которые предъявляются к клину. Режущая кромка может располагаться под углом к направлению движения и перпендикулярно. У отрезных инструментов — параллельно оси вращения.
 Токарная обработка металла
Токарная обработка металла
Внедрение ЧПУ
С появлением станков с ЧПУ значительно упростилась обработка деталей со сложными поверхностями радиальной и эвольвентной формы. Повысилась производительность при изготовлении крупных партий.
На одной установке делается несколько операций, включая фрезеровку. Оборудование может иметь 2 подвижных суппорта и несколько револьверных головок.
Основные приемы работы со станком
Станок – вещь, требующая навыков работы по обработке древесины. Достаточно под неправильным углом установить резец и заготовку легко можно испортить, а в особо тяжелых случаях и травмироваться можно. Да и выбор заготовки имеет значение.
Какая древесина подойдет лучше всего
Часто можно встретить рекомендации поначалу работать с мягкими породами дерева (липа, тополь и т. д.). Такие породы дерева можно посоветовать, если изготавливать планируется что-либо декоративное, не воспринимающее серьезную нагрузку при эксплуатации. А вот для более-менее серьезных изделий нужна древесина потверже, например, деревянные точеные ножки для стола лучше изготавливать из дуба, подойдет и сосна, но не липа, осина или тополь.
Отдельно стоит остановиться на качестве заготовки – древесина должна быть целой, без намеков на дефекты
Также желательно исключить из работы те куски дерева, в которых есть сучки, причем неважно, насколько прочно они сидят в массиве, при вращении с большой скорость такой сучок может вылететь на большой скорости и даже защитные очки могут спасовать

Такой сучок гарантированно вылетит при обработке
То же можно скачать в отношении трещин. Ведь точно неизвестно, насколько глубоко она идет и как себя поведет заготовка. Вполне вероятно, что при обработке она просто треснет в самый ответственный момент.
Также желательно перед обработкой удалить кору. Если ее оставить, то на рабочем месте просто будет больше мусора, к тому же кора непрочная, из-за этого легко ошибиться при разметке заготовки.
Как работать со станком
В распоряжении человека несколько тел вращения (шар, конус, шар и цилиндр), комбинируя которые, он и создает свое творение на станке. Этого вполне достаточно, те же точеные балясины из дерева, как правило, используют лишь цилиндрическую поверхность, плавно изменяется только радиус.
Инструкция по работе будет выглядеть примерно так:
нежелательно в станке закреплять 4-угольную заготовку. Даже на низких оборотах удары по инструменты будут чувствительными. Лучше всего начерно топором обтесать углы и добиться формы, хотя бы отдаленно напоминающей цилиндрическую;
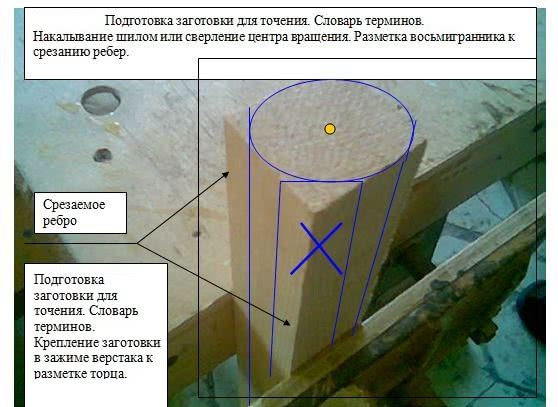
Ребро желательно стесать
при установке важно, чтобы заготовка не задевала сам станок. Для этого она просто проворачивается вручную на полный оборот;
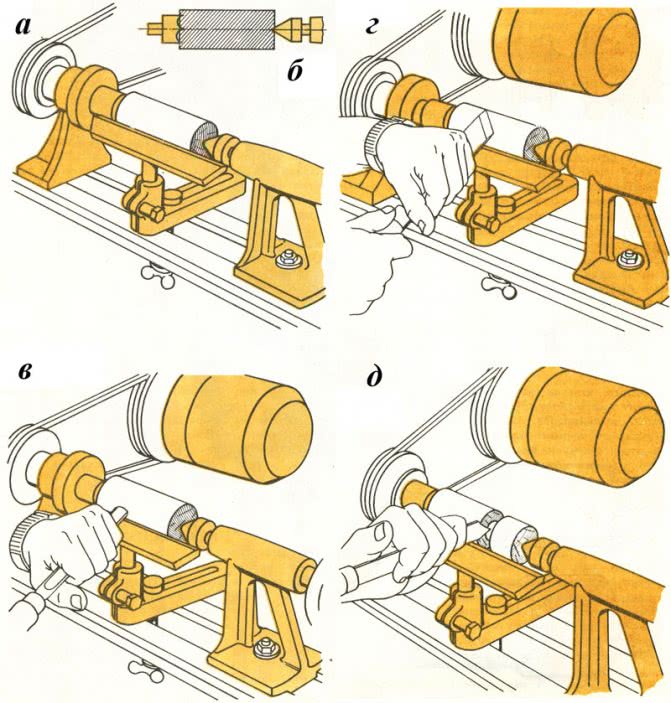
снятие стружки нужно проводить аккуратно, за несколько проходов с легким нажатием на резец
Важно соблюдать правильный хват – правая рука лежит на рукояти, а левая надежно прижимает металлическую часть его к подручнику. Его нужно немного наклонить по ходу вращения (угол до 30ᵒ);
Порядок действий при точении
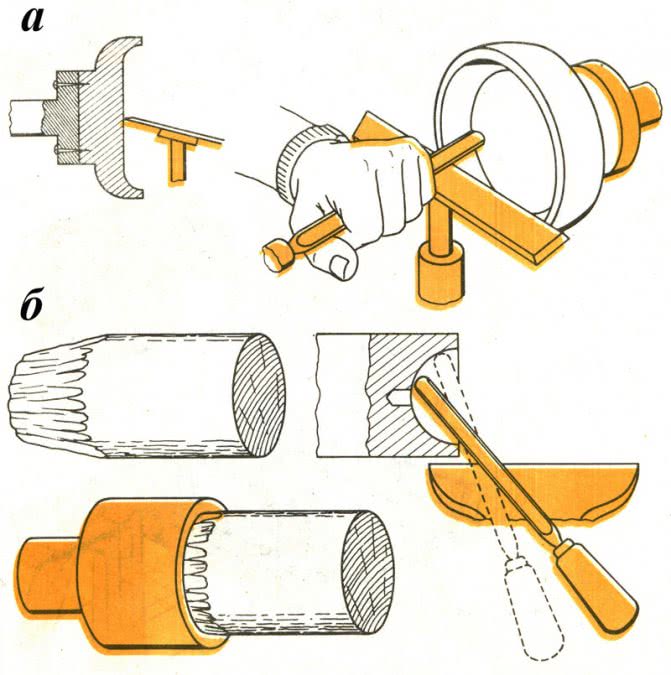
- обработку начерно проводят до тех пор, пока величина припуска не станет равной 2-3 мм. После этого можно переходить к чистовой обработке, сменив резец;
- если нужно выбрать полость, то это делается до наружной обработки с постоянным контролем толщины стенки;
- после придания нужной формы уже готовое изделие отрезается отрезным резцом, шлифуется.
Завершающим этапом можно считать пропитку защитными составами. Это позволяет достичь 2 цели – проявить текстуру и защитить дерево. Например, деревянные точеные лавочки будут подвергаться воздействию дождя, снега, отрицательных температур, так что пропитка антисептиками лишней не будет.
Обработка цилиндрических поверхностей
относится к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки. Точение — это комбинация двух движений — вращения заготовки и перемещения инструмента. В случае обработки цилиндрических поверхностей подача инструмента производится вдоль оси вращающейся заготовки, таким образом производится съем припуска металла, то есть обработка диаметра заготовки. Разновидностью наружного точения являются обработка ступенчатых валов с помощью проходных упорных и подрезных резцов.
На станках с ЧПУ оптимизация процесса точения происходит в направлении повышения скорости и возможности проведения обработки несколькими инструментами за один установ, что позволяет в одном цикле производить как черновую, так и чистовую обработку
Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы
При токарной обработке цилиндрических поверхностей на станках с ЧПУ высокая точность точения достигается благодаря жесткости системы, современному режущему инструменту и различным системам контроля процесса обработки.
Для обеспечения жесткости системы станок-инструмент-деталь применяют следующие способы крепления заготовки:
1. при обработке в патроне — уменьшение вылета заготовки (современные токарные станки имеют увеличенное отверстие в шпинделе)
2. при обработке длинных и тяжелых деталей — фиксация в центрах передней и задней бабки. В пиноль, как правило, вставляют вращающийся центр и им поджимают заготовку. Поводковая планшайба передает крутящий момент от шпинделя токарного станка изделию.
2.Закрепление деталей со сравнительно небольшой длиной в трех- или четырехкулачковом токарных патронах. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
3.Применяют комбинированное (1 и 2) закрепление обрабатываемых изделий.
4. К технологическим приемам часто относят возможности управления шпинделем станка на околорезонансных частотах (управляемый колебательный разгон-торможении шпинделя).
Эффективное выполнение различных токарных операций требует применения специально разработанного инструмента. Подробно о токарном инструменте рассказано в статье:
К наиболее известным и распространенным системам контроля процесса обработки можно отнести станочные датчики контроля режущей кромки инструмента. Учет времени резания каждым инструментом и автоматическая смена на резервный инструмент.
https://youtube.com/watch?v=Rkrd3WZ9X5Y
https://youtube.com/watch?v=cycHXGhdRvc
https://youtube.com/watch?v=2LLRQX-HRlE
Какие используются резцы?
Широкий спектр токарных работ обеспечивается разнообразием обрабатывающих инструментов. Наиболее распространенным инструментом являются резцы.
Ключевое отличие всех резцов — форма режущей кромки, влияющей на тип обработки.
Видео:
Все режущие приспособления изготовлены из металлов, прочность которых превышает прочность обрабатываемого изделия: вольфрама, титана, тантала.
Также можно встретить резцы керамические и алмазные, использующиеся для обточки, требующей высокой точности.
На эффективность работы оборудования влияет глубина и скорость обработки, величина продольной подачи заготовки.
Данные параметры обеспечивают:
Скорость резки зависит от вида металла, типа и качества режущего приспособления. Показатель обточки и скорость рассекания устанавливают частоту вращения шпинделя.
Геометрические размеры режущего приспособления позволяют срезать малые и большие площади слоя. По направлению движения резцы делятся на правые и левые.
По размещению лезвия и форме резцы бывают следующих видов:

По назначению режущие приспособления подразделяются на:
- резьбовые;
- расточные;
- фасонные;
- проходные;
- канавочные;
- подрезные;
- отрезные.
ВАЖНО ЗНАТЬ: Резка нержавеющей стали
Эффективность токарной обработки значительно увеличивается при грамотном подборе геометрии резца, влияющей на качество и скорость обработки.
Для правильного выбора нужно знать про углы, представляющие собой углы между направлением подачи и кромками режущего инструмента.
Углы бывают следующих видов:
- вспомогательные;
- главные;
- при вершине.
Угол при вершине выставляется в зависимости от расточки резца, а главный и вспомогательный – от установки резца.
При больших показателях главного угла снизится стойкость резца, так как в работе будет только небольшая часть кромки.
Для тонких деталей средней жесткости главный угол выставляется в значении 60-90°, для деталей с большим сечением выставляется угол в 30-45°.
Вспомогательный угол для создания деталей должен составлять 10-30°. Большое значение угла ослабит вершину резца.
Для торцовых, сферических и цилиндрических поверхностей деталей одновременно используются упорные проходные резцы.
Видео:
Для наружных поверхностей используются отогнутые и прямые резцы, отрезные резцы применяются для обточки канавок и отрезания определенных частей изделия.
Обточка фасонных поверхностей, у которых образуется линия длиной до 4 см, осуществляется фасонными резцами круглыми, стержневыми, тангенциальными и радиальными по направлению подачи.
Разновидности операций
Программируемые и ручные токарные станки позволяют мастеру (оператору) выполнять следующие операции:
Обтачивание цилиндрической поверхности — используется для придания нужной формы внешней части заготовки.
Обтачивание конической поверхности — резец размещается под углом к изделию, следовательно, при съёме металла образуется коническая форма.
Создание резьбы (например, метрической, дюймовой, многозаходной и пр.) – выполняется при помощи режущего резца. Он двигается по окружности, нарезая последовательные борозды на детали. Резьба может быть и внутренней, причём, изготавливают её не только при помощи резцов, но и метчиками.
Подрезка торца — уменьшение торцевой части детали
При настройке важно учитывать ориентацию инструмента, которая напрямую зависит от типа используемого резца.
Растачивание — выполняется при помощи резца расточного типа. Применяется, когда необходимо увеличить внутренний диаметр заготовки.
Отрезание и точение канавок — отрезным резцом мастер может врезаться в тело детали и может либо отрезать необходимую её часть, либо изготовить канавку заданной глубины.
Точение спиральных канавок — данный метод оптимально подходит для нарезания спиральных канавок на торце заготовки
Подача резца в процессе обработки производится в радиальном направлении. Используется операция при изготовлении ступенчатых валов.
Обработка фасонной поверхности — осуществляется при помощи поступательных движений режущего инструмента (фасонного типа) в противоположном направлении к движущейся детали. Чаще всего используется для взаимодействия со сложными поверхностями: сферическими, бочкообразными и пр.
Токарные станки могут применяться и для сверления, зенкерования или развёртывания. В этом случае крепление инструмента (сверла, метчика, зенкера) выполняется на заднюю бабку станка.
Используется токарное оборудование и для отделочной обработки поверхностей. Для этого подходит процедура накатывания, осуществляемая при помощи специальных роликов.
https://youtube.com/watch?v=5uk1dxkaKO8
https://youtube.com/watch?v=o0n9jQQ8IMw
https://youtube.com/watch?v=-AEKDS0NjAA
Токарная обработка на заказ
Наша компания выполняет работы по токарной обработке металлов на современном высокотехнологичном оборудовании. Вы можете заказать изготовление любых типовых изделий без ограничения объемов партии или представить собственный проект для его осуществления. Наш уровень производства и подготовка работников позволяют выполнять токарные работы любой сложности с предоставлением гарантий и без завышения цены готовых изделий. Стоимость работ учитывает уровень сложности изготовления, трудоемкость и общий объем изготовления деталей одного типа.
Изготовление металлических деталей на заказ это одно из основных направлений деятельности нашей компании. Для выполнения токарных работ мы используем в производстве традиционные станки с ручным управлением, а так же универсальное и программируемое оборудование. Для изготовления деталей больших габаритных размеров применяются станки токарно-карусельного типа, на которых производится расточка, подрезка, сверление и другие виды обработки заготовок. Наличие программируемого оборудования позволяет выполнять заказы с самыми высокими требованиями к качеству изготовления изделий.
При необходимости услуг по токарной обработке металлов и получения дополнительной информации свяжитесь с нашими представителями по телефону. Менеджеры компании расскажут вам о видах выполняемых работ и определят возможность выполнения вашего заказа. Наши цены не высоки и полностью оправданы технологическими расчетами. Мы всегда сможем найти взаимно выгодное решение с нашим заказчиком.
Особенности художественной обработки
Основы металлообработки включают в себя не только изменение формы и размеров заготовки, но и их декоративную обработку. Мастер может создавать отдельные изделия, или украшать уже готовые металлические конструкции. Существует 4 процесса металлообработки, позволяющих изменить внешний вид детали:
- литье;
- ковка;
- чеканка;
- сварка.
Все виды декоративной работы с металлом подразумевают под собой изначальное разогревание заготовки. Чем выше пластичность, тем проще работать с деталями.
Сварочная технология считается новой в сравнении с остальными. Её активное развитие начинается со второй половины 20 века. С помощью сварочного аппарата можно разрезать металлические листы и соединять детали между собой.
Металл является твердым материалом, работая с которым нужно использовать специальное оборудования и разогревать заготовку. Обработка позволяет изменить размер и форму детали, а также улучшить её технические характеристики. С помощью методов декоративной работы с материалом можно украшать изделия, улучшая их внешний вид.
https://youtube.com/watch?v=fMwNcGP_e1U
https://youtube.com/watch?v=lxXB2qW0Isc
Какие используются резцы?
Широкий спектр токарных работ обеспечивается разнообразием обрабатывающих инструментов. Наиболее распространенным инструментом являются резцы.
Ключевое отличие всех резцов — форма режущей кромки, влияющей на тип обработки.
Видео:
https://youtube.com/watch?v=R8X9rT9pB0A
Все режущие приспособления изготовлены из металлов, прочность которых превышает прочность обрабатываемого изделия: вольфрама, титана, тантала.
Также можно встретить резцы керамические и алмазные, использующиеся для обточки, требующей высокой точности.
На эффективность работы оборудования влияет глубина и скорость обработки, величина продольной подачи заготовки.
Данные параметры обеспечивают:
Скорость резки зависит от вида металла, типа и качества режущего приспособления. Показатель обточки и скорость рассекания устанавливают частоту вращения шпинделя.
Геометрические размеры режущего приспособления позволяют срезать малые и большие площади слоя. По направлению движения резцы делятся на правые и левые.
По размещению лезвия и форме резцы бывают следующих видов:

По назначению режущие приспособления подразделяются на:
- резьбовые;
- расточные;
- фасонные;
- проходные;
- канавочные;
- подрезные;
- отрезные.
Эффективность токарной обработки значительно увеличивается при грамотном подборе геометрии резца, влияющей на качество и скорость обработки.
Для правильного выбора нужно знать про углы, представляющие собой углы между направлением подачи и кромками режущего инструмента.
Углы бывают следующих видов:
- вспомогательные;
- главные;
- при вершине.
Угол при вершине выставляется в зависимости от расточки резца, а главный и вспомогательный – от установки резца.
При больших показателях главного угла снизится стойкость резца, так как в работе будет только небольшая часть кромки.
Для тонких деталей средней жесткости главный угол выставляется в значении 60-90°, для деталей с большим сечением выставляется угол в 30-45°.
Вспомогательный угол для создания деталей должен составлять 10-30°. Большое значение угла ослабит вершину резца.
Для торцовых, сферических и цилиндрических поверхностей деталей одновременно используются упорные проходные резцы.
Видео:
https://youtube.com/watch?v=Lf_NN3lUHz4
Для наружных поверхностей используются отогнутые и прямые резцы, отрезные резцы применяются для обточки канавок и отрезания определенных частей изделия.
Обточка фасонных поверхностей, у которых образуется линия длиной до 4 см, осуществляется фасонными резцами круглыми, стержневыми, тангенциальными и радиальными по направлению подачи.
Особенности процесса
Токарная обработка металла проходит следующим образом:
- установленные в шпиндель заготовки вращаются вокруг своей оси;
- точение проводится путем подвода резца. подобные инструменты имеют различную форму, могут быть изготовлены из инструментальной стали или иметь твердосплавные режущие кромки;
- точение происходит путем создания поперечного усилия суппортом, в котором закреплены резцы: из-за большой силы трения и разного показателя твердости, которой обладают резцы и заготовка, происходит снятие с поверхности металла обрабатываемой заготовки;
- технология, по которое проводится точение, может быть самой разной: совмещение продольной и поперечное подачи или использование только одной.
https://youtube.com/watch?v=Wo_jodq41hY
Учитывая то, как происходит резание на токарном станке по металлу, все они имеют схожую конструкцию.
Сувениры на токарном станке по дереву
В прошлом году свекровь подарила мне деревянную декоративную тарелку. Так получилось, что с коробки ценник она отодрала, а на самой тарелке, точнее на подставке для нее. Так вот цена этой простой тарелки – 200 зеленых. Куплена была на выставке, так как свекровка моя – человек искусства (гончар), на выставках она бывает часто. Я дерево и все, что из него сделать можно – очень люблю. Материал, от которого исходит какое-то необъяснимое тепло и уют. Жалею, что стены дома – не деревянные, и по возможности использую дерево для ремонтов и обустройства.
Недавно смотрела вечером передачу на общественном телевидении “Simple Living”. В этой программе рассказывается о людях, зарабатывающих себе на хлеб любимыми занятиями, в основном творческие люди, но и фермеры, огородники -тоже. В последней программе показывали две семьи, где, в одной из поколение в поколение передается опыт работы со стеклом (уникальные штуки делают), в другой – о потомственных токарях, которые отошли от производства мебели и лестничных балясин, и занялись настоящим творчеством. Тут его называют wood turning (это если кто инфу искать будет), в дословном переводе – деревовращение.
Токарный станок, набор резаков и стамесок, шлифовальные принадлежности, фантазия – и в итоге получаются шедевральные вещи – предметы интерьера и отличная посуда.
Дизайн – самый разнообразный, материалы тоже. Так как у нас тут с деревом напряженка (в смысле дерево есть, но стоит не дешево), используют “деревовращатели” в основном упавшие после ураганов деревья, поваленные деревья в лесу. Болванка (полено) может быть не идеального качества, а наоборот ценится дерево с изъянами – дупла, изменение цвета, необычный рисунок, сучкИ.
Изделия есть простые, есть с резьбой и выжиганием
Можно использовать различную древесину, склеенную в одну болванку.
Кроме чисто дерева, используют комбинацию дерева (как правило небольшого диаметра, ветки, верхушки) и специального эпоксидного состава – эти, пожалуй, мои любимые
Комбинацию черной отвердевающей смолы и дерева используют не только для “вращения” но и создают интересную мебель – очень стильную и современную

.

Вариантов для вращения – сколько позволит фантазия. У нас на портале – очень много талантливых, “рукастых” людей. Мне кажется, что данное искусство – неплохой способ заработать в деревне. Деревенским оно, конечно, может и не надо (хотя, почему нет), а вот продавать через инет, или в город. Такой бизнес должен быть вполне успешным. Во всяком случае, тут у нас очень ценятся любые вещи сделанные руками, даже если стоит это ого-го.
Похожие записи:
 Картриджи для фильтров воды: виды, нюансы выбора и рекомендации по эксплуатации
Картриджи для фильтров воды: виды, нюансы выбора и рекомендации по эксплуатации
 Проект бани 3 на 3 метра. выбор строительных материалов и планировка
Проект бани 3 на 3 метра. выбор строительных материалов и планировка
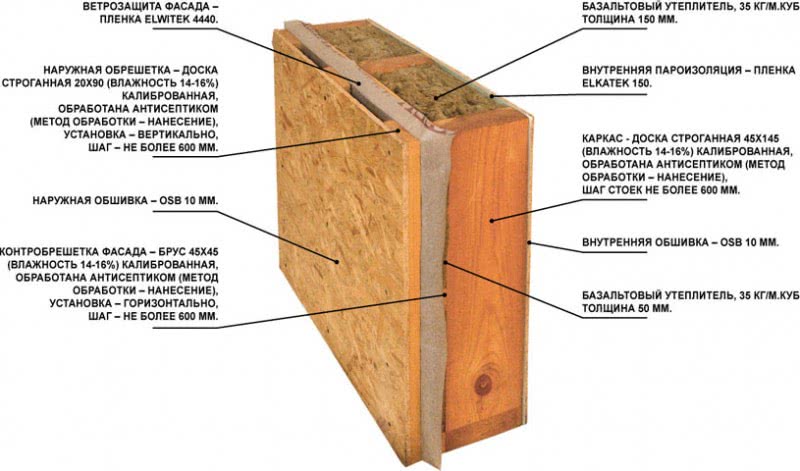
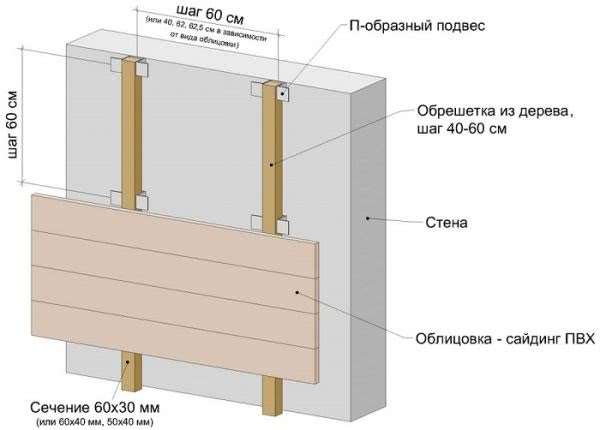 Как выбрать утеплитель для стен дома снаружи под сайдинг?
Как выбрать утеплитель для стен дома снаружи под сайдинг?
 Какую декоративную штукатурку выбрать для балкона
Какую декоративную штукатурку выбрать для балкона
 Как из старого дома сделать новый: план работ, советы
Как из старого дома сделать новый: план работ, советы
 Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров
Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров