Дефекты группы 3 — Твердые включения
Подобные включения ослабляют сечение шва, снижают его прочность и становятся зонами концентрации напряжений.
Места швов с твердыми включениями вырубают до здорового металла или удаляют строжкой и впоследствии заваривают.
Твердое включение
Твердое включение (300) — твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями
Шлаковое включение
Шлаковое включение (301; Ва) — шлак, попавший в металл сварного шва.
В зависимости от условий образования такие включения могут быть:
- линейными (3011)
- разобщенными (3012)
- прочими (3013)
Шлак, образующийся при плавлении электродного покрытия или флюса, всегда всплывает на поверхность сварочной ванны. Шлак может оставаться внутри металла только при нарушении техники и технологии процесса (большим скорость сварки, неправильный наклон электрода, плохая зачистка ранее выполненного валика). Чаще всего шлаковые включения остаются в шве в результате подтекания шлака при выполнении корневых валиков и глубоких разделках. Сварка под флюсом кольцевых швов сопровождается шлаковыми включениями из-за несоблюдения рекомендуемой величины смещения электрода (зенита).
При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Они уменьшают сечение шва и приводят к концентрации напряжений в нем.
Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке и переварке.
Флюсовое включение
Флюсовое включение (302; G) — флюс, попавший в металл сварного шва
В зависимости от условий образования флюсовые включения могут быть:
- линейными (3021)
- разобщенными (3022)
- прочими (3023)
Флюсовые включения образуются из-за флюса, не вступившего в реакцию с расплавленным металлом шва и не всплывшего на поверхность сварного шва. Причиной образования флюсовых включений является использование флюса с большой грануляцией, завышение скорости сварки, случайном попадании гранул флюса в сварочную ванну.
Оксидное включение
Оксидное включение (303; J) — оксид металла, попавший в металл сварного шва во время затвердевания.
Оксидные включения получаются в результате образования труднорастворимых тугоплавких пленок. Чаше всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Также окисные включения, могут возникать в металле шва из-за слабой их растворимости и слишком быстрого охлаждения.
Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения и могут привести к. его разрушению под приложенной в процессе эксплуатации нагрузкой.
Металлическое включение
Металлическое включение (304, Н) — частица инородного металла, попавшая в металл сварного шва
Различают металлические включения из:
- вольфрама (3041)
- меди (3042)
- другого металла (3043)
Вольфрамовые включения возникают при нарушении зашиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого, вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Характерные признаки образования вольфрамовых включений — замыкания треск и резкая вспышка дуги. Расплавленный конец электрода при этом разбрызгивается и попадает в расплавленным металл в виде мелких (или одного крупного) включения. Если в момент замыкания металл шва был достаточно затвердевшим, вольфрамовое включение останется на его поверхности. Чаще всего электрод замыкается при отделении капли присадочного металла во время сварки стыков в различных (неудобных для сварки) пространственных положениях шва. Отделившийся от электрода кусок вольфрама увлекается расплавленным присадочным металлом внутрь шва.
Вспомогательные знаки
Обозначение сварки на чертеже будет неполным и непонятным без вспомогательных знаков. В таблице ниже приведены знаки вспомогательного характера, указано что каждый из них значит при нанесении на схему.
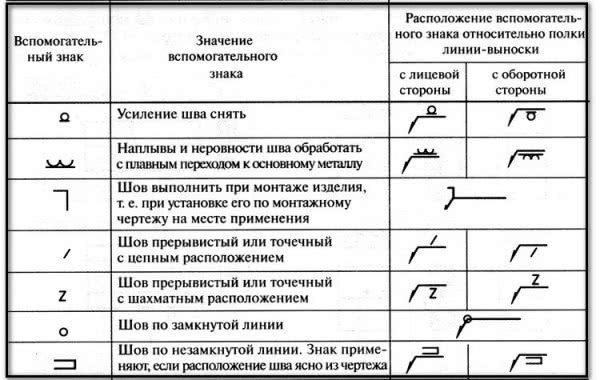
Используя вспомогательные знаки специалисты при составлении схем металлоконструкций указывают следующую информацию:
- Необходимость устранить на стыке выпуклость, возникшую при проведении сварочных работ.
- Потребность в обеспечении на основную поверхность плавного перехода. Осуществить это можно с помощью механической или ручной обработки всех существующих неровностей.
- Линия сваривания элементов должна оставаться незамкнутой.
- Контур сварочного стыка должен быть замкнутым.
- Вначале необходимо провести монтаж подготовленных деталей и только после этого приступать к сварочному процессу.
- Нужно выполнить точечный или прерывистый шов, расположение его при этом должно быть цепным.
- В шахматном порядке необходимо создавать соединительный стык.
Каждое дополнительное обозначение сварного шва регламентировано ГОСТом и указывает на уточнения, которые следует дополнительно провести на стыке.
Примечания к обозначениям
Чтобы увидев, как на чертеже обозначается сварной шов правильно прочитать всю техническую информацию, следует запомнить некоторые нюансы:
- сторона, с которой осуществляется сварка одностороннего стыка, является лицевой поверхностью;
- в двустороннем соединении, кромки которого одна относительно другой несимметричны, лицевой стороной считается та, с которой осуществляется выполнение основного шва;
- лицевой поверхностью двустороннего стыка, в котором кромки подготовлены симметрично может выступать любая из сторон.
Все дополнительные символы и знаки наносятся на схемы тонкими сплошными линиями
При создании чертежей следует обратить внимание на то, что все знаки должны иметь такую же высоту, что и цифры
В таблице ниже приведено несколько примеров того, как используются на чертежах дополнительные символы.
| Название | Как выглядит стык | Изображение на чертежах |
| Одностороннее плоское соединение, разделка кромок V-образная | ||
| Шов выпуклый двусторонний, кромки разделены в виде символа V | ||
| Угловой стык вогнутого типа | ||
| Стыковое односторонне соединение, кромки разделены V-образным способом с плоским подварочным швом | ||
| Стыковой шов односторонний, V способом выполнен раздел кромок с большим притуплением и подварочным швом | ||
| Односторонний плоский стык с V-образным разделением кромок. С помощью дополнительной обработки снято усиление | ||
| Угловое соединение с плавным переходом к основному металлу от самого шва |
Обозначение положений при сварке
Из приведенных выше определений понятно, что положения при сварке имеют общий подход в описании данного термина, но в условном обозначении есть кардинальные отличия и пора приступить к их рассмотрению.
Обозначение положений при сварке согласно требований НАКС
Для обозначений положений при сварке стыковых и тавровых соединений листов, а также стыковых и угловых соединений труб в НАКС (Национальное Агентство Контроля Сварки) принят собственный подход.
Нижнее положение Н1, вертикальное В1 (сварка снизу вверх) и В2 (сварка сверху вниз), независимо от типа свариваемых деталей (труба, лист) имеет одинаковое обозначение. Положение Н1 для сварки тавровых соединений листов в народе и в ГОСТ 11969 имеет название «в лодочку».
Сварка в потолочном положении стыковых соединений листов обозначается П1, а тавровых соединений листов и угловых соединений труб – П2.
Горизонтальное положение, которое обозначается буквой Г, используется только для стыковых соединений листов или труб
Для тавровых соединений листов и угловых соединений труб предусмотрено нижнее положение, которое имеет обозначение Н2. Отличие Н2 от Н1 для угловых соединений из труб заключается в том, что при Н2 сварка производится без поворота.
Самое используемое при аттестации сварщиков и технологии сварки в НАКС – переменное положение при наклонном расположении осей труб, свариваемых без поворота т.е. Н45. Положение Н45 чаще всего выбирают для проведения сварки образца, потому что у него самая большая область распространения аттестации. Сварка образца стыкового соединения труб в позиции Н45 дает сварщику право сваривать листы и трубы в любых пространственных положениях.
Положение при сварке по ГОСТ 11969
Наверное, каждый сварщик когда-либо слышал такие названия положений, которые употребляются только в книгах по сварке времен СССР и напрочь отсутствуют в современных стандартах:
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| . | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. |
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Типы швов и их расшифровка
Обозначение сварочного шва на чертеже и их расшифровка зависит от типа соединения. К основным способам соединения относят:
- Стыковой шов. Характеризуется торцевой стыковкой деталей. В случае необходимости, можно произвести предварительную подготовку кромок. На чертежах обозначается буквой «С».
- Нахлесточный шов. Данный тип подразумевает параллельную стыковку элементов с частичным заходом друг на друга относительно плоскости сваривания. Имеет обозначение «Н».
- Тавровый шов. В этом случае к плоскости одной детали под определенным углом приваривают торцевую часть второй заготовки. В технической документации маркируется как «Т».
Подавляющая часть деталей соединяется под углом 90º — это обеспечивает необходимую крепость.
- Угловой. Следуя из названия, детали сваривают под углом в 90º, с предварительной подготовкой кромок или без нее. Обозначается буквой «У».
- Торцовой. Данный метод соединяет элементы с соосным расположением. При этом торцевая часть является зоной наплавки присадочного материала.
Наплавку могут осуществлять только с одной стороны. В этом случае шов называют односторонним. Двустороннее соединение подразумевает сварку с двух сторон.
Расположение символов на чертежах
Если рассматривать полное условное изображение соединительного стыка, то содержащиеся в нем дополнительные и основные знаки составляют только часть обозначения. Кроме них изображение включает и другие элементы:
- линия с направляющей стрелкой;
- двойная выноска, которая состоит из двух (пунктирной и сплошной) параллельных друг к другу линий;
- дополняющая линию-выноску вилка, за которой размещается необходимая для качественного выполнения соединения дополнительная информация.
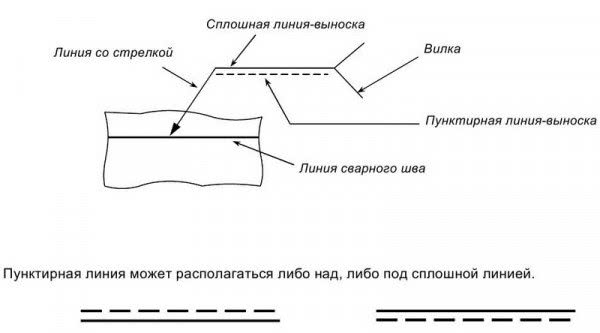
Пунктирная линия может находиться как под сплошной линией, так и над ней. Обозначающий шов знак в зависимости в какую сторону направлена стрелка наносится на сплошной или пунктирной линиях:
- когда на сплошной линии находится символ, значит на лицевую сторону показывает стрелка;
- знак нанесен на пунктирной линии – на противоположную стыку сторону направлена стрелка.
Если речь идет о стыках с несимметричной разделкой, то стрелка должна направляться на сторону с обработанной кромкой.
Что такое сварной стык
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.

Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.
- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т.д.
https://youtube.com/watch?v=GlL4Llm4Qgo
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Общие сведения о сварке
В современном машиностроении широко применяют соединения деталей, выполненные с помощью сварки. Сварка успешно заменяет поковки, отливки, клепаные соединения, упрощая технологию изготовления деталей и узлов, снижает трудоемкость и стоимость изготовления изделия, а также уменьшает его вес.
В зависимости от процессов, происходящих при сварке, различают сварку плавлением и сварку давлением.
Сварка плавлением характеризуется тем, что поверхности кромок свариваемых деталей плавятся, взаимно перемешиваются и, остывая, образуют прочный сварной шов неразъемного соединения. К такой сварке относятся газовая и электродуговая сварки.
При газовой сварке горючий газ (например, ацетилен), сгорая в атмосферном кислороде, образует пламя, используемое для плавления. В зону плавления вводится присадочный пруток, в результате плавления которого образуется сварной шов (рис. 2, а).
Газовая сварка применяется для сварки, как металлов, так и пластмасс (полимеров).
При электродуговой сварке источником тепла является электрическая дуга, которая возникает между кромками свариваемых деталей и электродом. Дуговая сварка может осуществляться неплавящимися (угольными или вольфрамовыми) электродами (рис. 2, б), либо плавящимися (рис. 2, в) электродами.
В случае использования неплавящихся электродов в зону возникающей дуги вводится присадочный пруток, который плавится и образует сварной шов.
Дуговая сварка плавящимися электродами не требует введения присадочного металла – сварной шов образуется в результате плавления самого электрода.
Электродуговая сварка применяется только для сварки металлов и их сплавов.
Сварка давлением осуществляется при совместной пластической деформации предварительно нагретых поверхностей свариваемых деталей. Деформация происходит за счет воздействия внешней силы, прижимающей участки поверхности свариваемых деталей друг к другу.
Сварка давлением осуществляется, как правило, одним из видов контактной электросварки: точечной (рис. 3, а), шовной – роликовой (рис. 3, б) и др.
Помимо упомянутых способов в современном машиностроении применяются и другие способы сваривания деталей (электрошлаковая, в инертном газе, ультразвуковая, лазерная, индукционная и др.).
По способу осуществления механизации технологического процесса различают ручную, механизированную (полуавтоматическую) и автоматическую сварку.
Для пояснения способов сварки и параметров сварных соединений на чертежах стандарты ЕСКД устанавливают соответствующие условные обозначения.
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.
Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
- Kompas;
- AutoCAD;
- SolidWorks.
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.
С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
Что представляют собой сварочные стыки, их разновидности
Особенности устройства сварочных креплений оказывают влияние на физико-механическое характеристики конструкции и расход материала электрода. При выполнении выпуклых швов практически во всех случаях необходима их дополнительная обработка в виде снятия неровности, которая производится механическим методом. Исходя из формы поверхности, различают сварочные швы и их дефекты.
Действующими стандартными определяется несколько видов стыков, для распознавания которых используются буквенные обозначения швов сварных соединений.
Обозначние сварных соединений
Стыковой вид
Для маркировки швов применяется буква «С». С помощью такого метода производится сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к наиболее прочным и долговечным, они нашли широкое применение при изготовлении конструкций из металла, относящихся к категории ответственных. Для выполнения крепления необходимо провести тщательную подготовку поверхности.
Виды стыковых соединений
Торцевое крепление
И они обозначаются буквой «С». Формирование этих соединений производится по торцам заготовок. Торцевой стык часто применяется для сварки изделий из тонкого металла. При помощи такого крепления обеспечивается надежная фиксация деталей.
Нахлесточный вид
Стыки маркируются литерой «Н». При проведении сварочных работ с использованием таких приемов к качеству работы предъявляются менее строгие требования. Но прочностные характеристики и нагрузочная способность стыков гораздо хуже, чем у двух предыдущих вариантов. Для проведения крепления детали располагаются параллельно, со смещением относительно друг друга и частичным перекрытием.
Тавровое крепление
Для обозначения швов сварных соединений используется буква «Т». Стыковка при помощи таврового метода относится к категории наиболее долговечных и жестких, но она плохо переносит нагрузку на изгиб. Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.
Типы тавровых соединений
Угловой вид
Стыки обозначаются литерой «У». Эти виды применяются реже остальных. Они надежны и долговечны. В зависимости от необходимости, детали располагаются относительно друг друга под разными углами.
Сварочные соединения всех типов могут выполняться односторонними, когда сварка производится только с одной стороны заготовки (обозначающимися «SS»), и двусторонними, маркирующимися «BS». В последнем случае детали свариваются с двух сторон.
Обработка кромок
При проведении сварочных работ необходимо выполнить раздел кромок. Правильная их подгонка позволяет добиться:
- минимального расхода материалов;
- оптимального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим характеристикам основному металлу.
Применяется множество вариантов, различающихся углами, величиной зазора и т. д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.
Разделка кромок может быть выполнена:
Под прямым углом.
Такой вариант используется при проведении односторонней сварки металла толщиной не более 3 мм, двустороннего крепления металла, имеющего толщину не более 8 мм, и для стыковки стали толщиной 4…8 мм.
- В V-образной форме (односторонний скос). Толщина металла может быть 4…26 мм.
- В X-образной форме (двусторонний скос). Эта разделка применяется при креплении деталей толщиной 12…40 мм.
- Под углом 45 градусов. Такой вариант используется для металлов толщиной от 2 см.
Виды кромок
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
Сварной стык подразделяется:
Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка — это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение — прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка — это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 — это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 — значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 — показатель чистоты поверхности лицевой стороны, Rz80 — обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод — расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Нестандартные случаи
Как обозначается сварочный шов на чертеже, если его габариты не укладываются в рамки ГОСТов? В такой ситуации в конструкторскую документацию следует вписать размеры всех его элементов. 
Тогда исполнитель, в процессе непосредственного решения задачи, сможет добиться нужного качества результата даже с учетом действия остаточных напряжений. Последние появляются из-за деформации укорочения (которая возникает из-за неравномерного нагрева поверхностей) и распределяются в зависимости от выбранного режима, геометрии и других факторов. Толщину заготовок тоже нельзя сбрасывать со счетов, ведь она способна спровоцировать плоские или объемные напряжения.
Вспомогательные знаки
Без них маркировка сварных швов может оказаться недостаточно информативной – они дополняют картину, вносят важные пояснения. С их помощью конструкторы говорят о необходимости:
- снять появившуюся выпуклость;
- оставить линию стыка незамкнутой;
- реализовать плавный переход к основной поверхности – путем обработки имеющихся неровностей;
- закольцевать контур;
- обеспечить монтаж деталей и только после него приступать к наплавке;
- выполнить соединение в шахматном порядке или сделать его прерывистым или точечным, с цепным расположением.
При этом важно использовать только разрешенные ГОСТами пиктограммы – тогда все уточнения будут максимально понятными
Примечания к обозначениям
Как на чертеже показать сварку так, чтобы не возникло ошибок при прочтении? Придерживаясь следующих правил:
- поверхность, на которой проводятся односторонние работы, считается лицевой;
- при несимметричных кромках за главную принимается та, где и будет непосредственно расположен стык;
- при одинаковом срезе на торцах любая из сторон может выступать в качестве наружной.
И, отдельно: наносить пиктограммы на схемы необходимо сплошными и тонкими линиями, следя за тем, чтобы их высота была такой же, как у букв и цифр артикула.
Как обозначают типы сварок
Огромное количество возможностей перед мастером открывают современные разновидности сварки, позволяющие любые задумки воплощать в действительности. Но чтобы применять на практике какую-либо сварочную технологию необходимо понимать обозначение сварки и научиться составлять чертежи.
В зависимости от технологии условное обозначение сварки на чертежах следующее:
- Э – электродуговая;
- Kт – контактная;
- Г – газовая;
- З – выполняемая в среде защитных газов.
В чертежах содержится вся информация, которая может понадобиться мастеру в процессе сваривания металлоконструкций, поэтому обязательным условием для каждого профессионального сварщика является умение читать и составлять сварочные чертежи.