3 Притирка и шабрение металла – схожие по назначению процессы
Притирка необходима для обеспечения герметичности и высокой плотности участков сопряжения заготовок, контактирующих между собой. Поверхность при проведении такой процедуры характеризуется точностью выравнивания до 0,0001 мм. Выполняют ее после шабрения следующими абразивами:
- Мягкими: алмазные пасты и пасты ГОИ. Такие составы рекомендованы для медных и алюминиевых листов, чугунных изделий, поверхностей из отожженной стали.
- Твердыми: кремень, наждак, монокорунд, алмаз, кварц, натуральный корунд, синтетический альбор, электрокорунд (белый, обычный, хромистый), карбиды кремния. Последние используются для обработки чугунов.
Притирка сопровождается охлаждением и смазкой поверхностей, которые выполняются содовой водой, бензином, керосином либо минеральными маслами. А главным инструментом выполнения процедуры является приспособление притир. Он изготавливается из натурального дерева, стекла, бронзы, чугуна, меди, имеет цилиндрическую, плоскую или иную конфигурацию, которая аналогична выравниваемой поверхности.

Схема притирочных работ такова:
- Абразивные составы помещают на притирочный инструмент (этап шаржирования). Шаржирование круглого притира выполняется между плитами, плоского – при помощи металлического бруска либо валика, которые прошли процедуру закалки. В некоторых случаях на инструмент наносят смазочный состав, который притягивает и удерживает зерна абразива.
- Производится непосредственно притирка. Конические детали обрабатывают посредством их вращения в одну и другую стороны коловоротом или воротком, плоские обрабатываются круговыми движениями на притирочных плоских плитах. А заготовки малой толщины рекомендуется собирать в пакет, а затем обрабатывать одновременно.
Функции и разновидности
 Шабрение — это довольно сложный процесс, который нередко нуждается в ювелирной точности, терпении, скрупулезности и навыках. В реальных условиях слесарные мероприятия, связанные с обработкой металла этим приспособлением, составляют примерно 20−30 процентов. Потому сейчас производится интенсивная механизация работ, и все чаще используются электрические инструменты и станки.
Шабрение — это довольно сложный процесс, который нередко нуждается в ювелирной точности, терпении, скрупулезности и навыках. В реальных условиях слесарные мероприятия, связанные с обработкой металла этим приспособлением, составляют примерно 20−30 процентов. Потому сейчас производится интенсивная механизация работ, и все чаще используются электрические инструменты и станки.
Суть процесса шабрения состоит в том, что с обрабатываемой заготовки устраняется едва заметный слой. После этой процедуры элементы могут полноценно друг к другу прилегать, эффективно смазываться и удерживать смазку. Кроме того, снятие шероховатостей позволяет подогнать деталь под необходимые размеры.
https://youtube.com/watch?v=1Q-rNQuGfuI
Составляющие устройства
Состав устройства для шабрения включает в себя следующие элементы:
- Особый винт;
- Корпус из прочного металла;
- Рабочий элемент из сменных пластин;
- Рукоять.
https://youtube.com/watch?v=ueDulPI0T9Q
Разновидности инструментов.
 Трехгранный инструмент бывает составным (с твердосплавными пластинами) и цельным. Устройства различаются формой кромки, которая бывает фасонной, трехгранной и плоской. Также инструмент делится на односторонний и двухсторонний. Они подбираются в зависимости от материала, из которого сделана заготовка, и типа обработки.
Трехгранный инструмент бывает составным (с твердосплавными пластинами) и цельным. Устройства различаются формой кромки, которая бывает фасонной, трехгранной и плоской. Также инструмент делится на односторонний и двухсторонний. Они подбираются в зависимости от материала, из которого сделана заготовка, и типа обработки.
Шаберы производятся из стали разной прочности и марок. Длина инструмента варьируется от 190 до 550 мм, ширина находится в прямой зависимости от методики шабрения и лежит в пределах 5−75 мм. Шабер трехгранного типа используется для работы с цилиндрическими поверхностями. Приспособления с твердосплавными пластинами отлично подходят для обработки самых разных тяжелых металлов. Фасонный инструмент применяется в основном для канавок, контуров (замкнутых) и иных поверхностей, до которых трудно добраться обыкновенным инструментом.
Также встречаются дисковые модели, режущий элемент которых имеет вид диска и сделан из стали. К корпусу устройства он закреплен гайкой. Еще большей эффективностью обладает другой тип шаберов — шестигранный. Пластины у этого приспособления сделаны из высокопрочной стали, а их замена не требует большого количества времени.
https://youtube.com/watch?v=3X_Bp_T1PbQ
 Как уже говорилось, по конструкции инструменты делятся на составные и цельные. Составные модели весят гораздо меньше своих собратьев и характеризуются большим удобством в применении, так как при шабрении они пружинят, позволяя увеличить точность обработки.
Как уже говорилось, по конструкции инструменты делятся на составные и цельные. Составные модели весят гораздо меньше своих собратьев и характеризуются большим удобством в применении, так как при шабрении они пружинят, позволяя увеличить точность обработки.
Примечательно, что для шабера и этой разновидности обработки не предусмотрено никаких ГОСТов. Есть модели инструментов, которые считаются универсальными. В других ситуациях составные компоненты делаются по заказу для конкретной разновидности шабровки и потребностей производственных работников. Нередко мастера делают шаберы своими руками.
https://youtube.com/watch?v=iu2AI3nlYSI
СЛЕСАРНЫЕ РАБОТЫ
Шабрение металлических поверхностей механическими шаберами
При выполнении слесарных и слесарно-сборочных работ шабрение является одной из трудоемких операций. Для механизированного шабрения применяются пневматические шаберы и шабровочные головки, приводимые в движение от электродвигателя с гибким валом. Более совершенным механизированным инструментом является пневматический шабер, который плавно работает при изменении направления движения и имеет возможность регулирования числа двойных ходов шабера в минуту.
Механические шаберы применяются главным образом для предварительного (чернового) шабрения, а окончательное, точное шабрение выполняют ручным методом.
Перед началом работы механическими шаберами необходимо:
1) изучить требования безопасности труда, изложенные в гл. «Рубка» и «Резка»;
2) правильно организовать свое рабочее место;
3) выполнить общие требования по подготовке инструмента к работе, указанные для пневматических инструментов, а также для механизированных инструментов с приводом от гибкого вала.
Шабрение механизированными шаберами выполняют в следующей последовательности.
1. Протирают поверочную плиту и наносят на нее краску.
2. Тщательно очищают обрабатываемую поверхность.
3. Обрабатываемую плоскость детали, подлежащей шабрению, накладывают на окрашенную поверхность поверочной плиты; деталь несколько раз передвигают с небольшим нажимом вперед, назад и по кругу, в результате чего краска с плиты переносится на выпуклые места, которые необходимо шабрить.
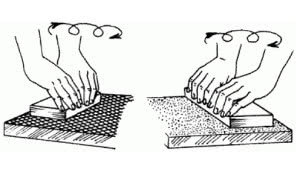
4. Пневматический шабер устанавливают в рабочее положение так, чтобы правая рука держала шабер за рукоятку, а левая рука — за передний выступ корпуса (рис. 213). Ось шабера должна быть расположена под углом 30—40° по отношению к обрабатываемой поверхности.
Рис. 213. Прием работы пневматическим шабером
5. Включают пневматический шабер и с небольшим нажимом левой руки поочередно шабрят окрашенные места, уменьшая нажим в конце шабрения каждого пятна. После шабрения окрашенных мест обрабатывают поверхность очищают щеткой и начисто вытирают тряпкой.
6. Попеременное шабрение в разных направлениях чередуют с проверкой на контрольной плите на краску до тех пор, пока вся поверхность будет равномерно закрываться пятнами краски. Шабрение заканчивают при появлении четырех—шести пятен на площади 25×25 мм. Прием обработки шабровочной головкой с приводом от гибкого вала по существу не отличается от работы пневматическим шабером (рис. 214).
Рис. 214. Прием работы шабровочной головкой с приводом от гибкого вала
7. После окончания шабрения инструменты и проверочную плиту протирают начисто, а плиту смазывают тонким слоем масла и накрывают деревянной крышкой.
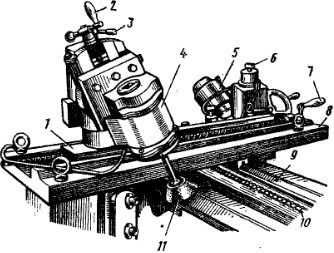
Рис. 215. Самодвижущаяся шлифовальная головка:
1 — верхняя плита; 2,3 — рукоятки суппортов для установки на угол; 4, 5 — электродвигатели; в — переключатель; 7 — рукоятка поперечного перемещения; 8 — плита; 9 — призматические направляющие; 10 — роликовая цепь; 11 — чашечный шлифовальный круг
Вместо шабрения применяют шлифование в специальных приспособлениях. На производстве, особенно при ремонте, широко используют самодвижущиеся шлифовальные головки (рис. 215). Их применение облегчает труд рабочего и повышает производительность труда.
Контрольные вопросы
- Что называется шабрением и где эта операции применяется?
- Как подготавливают поверхности под шабрение?
- Какие шаберы применяют для грубого и чистового шабрения плоских поверхностен? Как затачивают и заправляют эти шаберы?
- Каким способом определяют качество шабрения?
- В чем заключается метод шабрения «на себя»? Где применяется этот метод?
- Какие требования безопасной работы нужно соблюдать при шабрении, заточке и заправке плоских шаберов?
Шаберы
Шабер изготовляют из инструментальной стали У10 и У12А или ШХ15, с термообработкой до твердости 56–64 HRC.
Форма шабера в основном определяется формой обрабатываемой поверхности с соблюдением общих закономерностей.
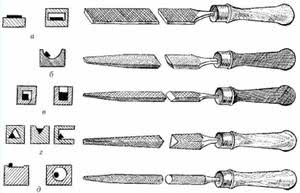
Для шабрения плоских поверхностей, а также открытых плоскостей, пазов, канавок и т.д, применяются плоские шаберы. По наличию режущих лезвий плоские шаберы могут быть двусторонними (рис. 1, а) и односторонними (рис. 1, б).

Рис. 1. Шаберы плоские: а — двусторонние, б — односторонние
Длина шабера (вместе с рукояткой) выбирается 500–600 мм, толщина лезвия 3–5 мм и ширина лезвия 20–25 мм (или с учетом ширины пазов или канавки). Большое значение имеет форма режущего лезвия шабера.
Весьма рациональной является выпуклая форма лезвия (рис. 2, а). Ее рекомендуют для получистового шабрения очерчивать дугой радиуса 30–40 мм или 40–55 мм — для чистового шабрения.
При отсутствии такого закругления лезвия (рис. 2, б) шабер применяют для тонкого чистового шабрения. Следует учитывать, что острые углы шабера при малейшем отклонении режущей кромки от обрабатываемой плоскости врезаются в металл и вызывают появление царапин. Этот шабер работает всем лезвием, что требует приложения больших усилий при предварительной обработке, но он эффективен при грубом шабрении. В целях повышения производительности режущее лезвие желательно делать по возможности более широким. При получистовом шабрении длину прямолинейного режущего лезвия несколько уменьшают, а также применяют шаберы с односторонней радиусной заточкой (рис. 2, в).
Рис. 2. Форма лезвия шабера
Для обработки стенок пазов, канавок и смежных плоскостей, а также мягких металлов (алюминия, цинка, баббита и др.) применяют шаберы с отогнутым концом (рис. 3).
Рис. 3. Шаберы плоские с отогнутым концом: а — двусторонний, б — односторонний
Трехгранные шаберы выполняются прямыми и изогнутыми. Они применяются для шабрения криволинейных поверхностей, например, отверстий во вкладышах подшипников (рис. 4).
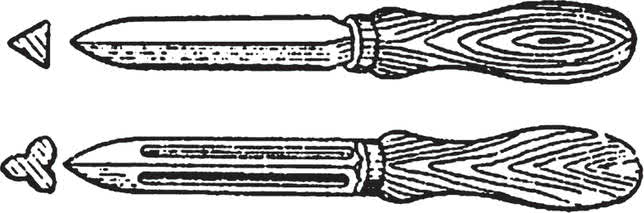
Рис. 4. Трехгранные шаберы
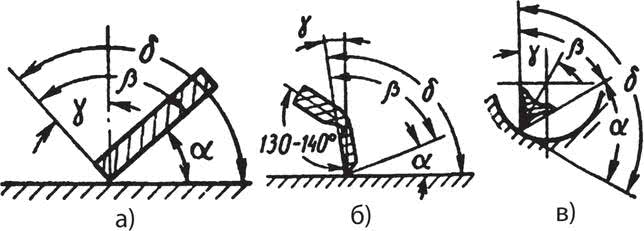
Рис. 5. Основные геометрические параметры шаберов: а — плоского; б — с изогнутым концом; в — трехгранного
Производительный труд при шабрении обеспечивают заточкой шабера и нужным уклоном шабера при работе.
При шабрении шабером следует различать следующие углы (рис. 5).
- α — угол установки шабера, определяемый положением рук слесаря;
- β — угол заострения шабера, получаемый при заточке;
- δ — угол резания, равный сумме двух указанных углов;
- γ — передний угол.
Значения углов для чугуна и стали приведены в табл. 1.
Таблица 1. Значения геометрических параметры шаберов
| Шабер | Углы, град. | |||
| α | β | δ | γ | |
| Плоский | 20-30 | 75-100 | Св.90 | 0 до -40 |
| С отогнутым концом | 30-40 | 70-90 | Св.90 | 0 до -40 |
| Трехгранный | 60 | 60 | 120 | 0 до -40 |
Это интересно: Профессия вальцовщика – требования и умения
Как научиться скоблить
После вышеприведенных манипуляций с красителем подготовьте инструмент, произведите заточку. Под углом 30-40 градусов делайте движения вперед и назад, снимая тонкий слой. Сперва длинные штрихи – до 2 см, затем короткие – не превышающие 5 мм. Следы не должны быть параллельными, они могут перекрещиваться до угла в 45 градусов. По завершении, промойте поверхность, произведите повторное окрашивание и финальное шабрение плоского элемента.
Нюансы и приемы
Раскроем несколько хитростей:
- с пастой ГОИ процедура пойдет эффективнее;
- черновая металлообработка больших объемов может производиться диском, затем нужно пройтись вручную;
- разборное приспособление многофункционально, но цельное – более долговечно.
Как выполняется притирка абразивами
В начале процесса на рабочую часть притира наносят абразивные материалы. При работе на станках процесс шаржирования полностью автоматизирован.
Притиры с плоской поверхностью рабочей части шаржируют стальным валиком или бруском. Круглые и цилиндрические притиры шаржируют, расположив инструмент между двумя брусками.
Плоские детали притираются круговыми движениями на притирочных плитах или станках. Притирку цилиндрических деталей производят вручную с помощью воротка или коловорота. Для механизации работ все чаще применяются специальные притирочные станки.
Модернизация станкового оборудования и постоянное развитие технологии шабровки является одной из главнейших задач развития металлообрабатывающей промышленности нашей страны на ближайшие годы.
Техника шабрения
После выполнения подготовительных обрабатывающих действий первым делом на рабочую поверхность наносится специальная краска. Ее задача заключается в обозначении притирочного рисунка, а также в выявлении наиболее выдающихся на поверхности участков. Иногда большие площади зонируют на отдельные участки в зависимости от сложности их доведения до нужного состояния. Так или иначе, по сформированному рисунку и производится шабрение. Это означает, что обработка ведется не по сплошной площади, а в некотором смысле точечно. Эффективность и качество получаемого среза определяются и частотой, с которой производится зачистка. После того как запланированный объем среза был выполнен, мастер производит еще одно покрытие поверхности краской, которая вновь выявляет выпуклости и неровности. Таким образом производится контроль качества шабрения. К слову, цикл операции может повторяться несколько раз в зависимости от того, насколько каждый сеанс приближает поверхность заготовки к образцу.
Что такое шабрение?
Шабрением называют высокоточную слесарную операцию по плотной подгонке деталей изделий или выравниванию различных поверхностей. Эта операция производится высококвалифицированными специалистами и производится как окончательная (финишная) отделка изделий или поверхности и после того, как было проделано предварительное шлифование, опиливание, фрезеровка или резание конкретной детали. Для шабрения используется специальная шабровочная краска. Она наносится на поверхности сопрягаемых деталей для уточнения степени шабрирования одной части детали к другой. В результате шлифования происходит срезание мельчайших частиц металла с сопряжённых поверхностей, они «разбиваются» и, в идеале, получается сетка — наибольшее соприкосновение поверхностей изделия.
Краску для шабрения наносят ровным тонким слоем. На хорошо подготовленную поверхность она должна ложится равномерно, с равной степенью насыщенности, а на плохо подготовленную — неравномерно, с проплешинами. При визуальном осмотре становится очевидным: белые пятна означают — очень углублённые места, тёмные пятна на поверхности — углубление незначительное, серые пятна — это выступающие места, где слой краски самый тонкий.
В результате шабрения производится постепенное срезание мельчайших частиц металла с участков, где образовались сначала серые, а затем тёмные пятна, доведя тем самым поверхность детали до идеально ровной. Сам процесс шлифования производят в несколько этапов: предварительное (или черновое), точечное и, наконец, отделочное (или чистовое) шабрение.
Общие сведения о технологии
Операция чаще всего используется применительно к металлу, но в некоторых случаях схожими методами обрабатывают пластиковые и деревянные поверхности. Суть технологии заключается в ликвидации выраженных выпуклостей на изделии.
То есть с помощью специального инструмента обеспечивается притирка неровностей. Для понимания степени точности стоит отметить, что высота снимаемого слоя рассчитывается в микронах.
Особенностью метода является то, что он используется и в работе с нестандартными округлыми поверхностями, где требуется учет уклона радиальности. К примеру, это могут быть криволинейные и цилиндрические изделия.
Технологические особенности
Шабрение обладает рядом технических особенностей:
- Высокая точность обработки. Инструмент-шабер является очень точным, а с его помощью можно снимать слой металла толщиной от 0,01 до 0,5 миллиметров. Если рабочему нужно срезать более широкий слой, то он либо использует более грубый инструмент, либо просто повторяет операцию несколько раз, пока не получит нужные результаты.
- Возможность работы с деталями сложной формы. Лезвия шабера разной формы, что позволяет работать как плоскими объектами, так и различными сложными объектами (скажем, с подшипниками или деталями автомобилей). Это делает технологию универсальной, простой в использовании.
- Невозможность механизации. Шабровка является достаточно тонкой сложной процедурой, а для ее проведения необходимым соответствующий опыт. По очевидным причинам шабрение нельзя автоматизировать, что снижает популярность технологии (хотя шабер можно подключить к пневматическим устройствам).
Назначение шабровки
Применяется для финишной металлообработки, когда объекты должны взаимодействовать с минимальным трением, отлично дополняя друг друга. Операция позволяет достигнуть максимальной гладкости даже при миниатюрных размерах заготовки. Обычно этот этап обязателен при производстве:
- измерительных и контрольных приборов, так как у них должна быть высокая точность;
- подшипников скольжения – при наличии неровностей будет появляться трение, деформирующее вал, а также риск быстрого износа и перекоса оси;
- направляющие любых станков;
- автомобильные двигатели и некоторые другие запчасти на авто.
В этот перечень также могут попасть все узлы, для работы которых важна точность и отсутствие любых дефектов.
https://youtube.com/watch?v=87TqSNFJOko
https://youtube.com/watch?v=8eMJ2u8SceA
https://youtube.com/watch?v=hTmXBH8G9PI
Несколько рекомендаций по использованию шаберного инструмента
Чтобы инструмент для выполнения шабрения прослужил вам как можно дольше и позволял получать качественные поверхности, необходимо соблюдать несложные рекомендации по его эксплуатации. Основной из таких рекомендаций, конечно, является правильный выбор инструмента.
У многих специалистов слесарного дела имеются целые наборы шаберов, из которых они выбирают оптимально подходящий для решения конкретной технологической задачи. Можно поступить иначе и приобрести универсальный инструмент со сменными пластинами, которые быстро заменяются на необходимые в определенной ситуации.
Самодельная голова для шаберных пластин
Не следует сразу приступать к шабрению, если на поверхности детали, которую требуется обработать, имеются крупные царапины и другие дефекты значительной величины. Такую деталь необходимо предварительно подвергнуть более грубой обработке, для чего можно использовать фрезерный станок или другое оборудование.
После того как поверхность подготовлена к шабрению, необходимо выявить на детали участки, которым следует уделить особое внимание. Для этого надо нанести тонкий слой специальной краски на поверочную плиту и провести по ее поверхности обрабатываемую деталь
В результате такой несложной манипуляции все имеющиеся на поверхности обрабатываемой детали выступы окрасятся. С них и следует начать шабрение. Использовать поверочную плиту с краской нужно неоднократно, после окончания каждого цикла обработки.
Черновое (обдирочное) шабрение служит для снятия с плоскости нагортованного верхнего слоя
Для выполнения шабрения деталь надежно фиксируется в тисках, а крупногабаритные изделия обрабатываются по месту. Сам инструмент при этом держат двумя руками в средней части рукоятки и перемещают по направлению к себе
Очень важно выдерживать угол наклона шабера по отношению к обрабатываемой поверхности (он должен составлять порядка 800)
Fitter’s tools. Acceptance rules
Дата введения 1987-01-01
Ограничение срока действия снято по решению Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
* ПЕРЕИЗДАНИЕ (январь 1996 г.) с Изменениями 1, 2, 3, утвержденными в ноябре 1986 г., в августе 1987 г., в июне 1990 г. (ИУС 2-87, 12-87, 11-90)
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности**
ИСПОЛНИТЕЛИ**
Г.А.Астафьева, А.М.Краснощекова**
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности**
Зам. министра В.М.Воеводин**
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 января 1986 г. N 202** ________________ * Информационные данные приведены из официального издания, М.: Издательство стандартов, 1986. — Примечание изготовителя базы данных.
Настоящий стандарт распространяется на слесарно-монтажный металлообрабатывающий немеханизированный инструмент, изготовляемый для нужд народного хозяйства и для экспорта.
Виды шаберов по конструкции и форме режущей кромки
Изначально существует два типа по назначению – это строительный, которым можно работать по различным мягким материалам, а также металлический. Он изготовлен из прочной стали и предназначен для металлообработки. Конструктивно он отличается по ряду элементов.
Поверхность под разные типы и принципы шабрения
Режущая часть ножа может быть:
- Плоской – оптимально подходит под ровные плоскости. Лезвие может иметь одну сторону или две, второй вариант долговечнее. Длина – 25-40 см. Ширина от 5 мм до 3 см – чем уже грань, тем точнее и тоньше шабрение.
- С несколькими гранями – хорошо проникает в щели, углы, внутренние стороны цилиндрических объектов. Есть прямой или загнутый кончик.
- Специальной конфигурации под определенную задачу – их нужно разумно применять, когда идет потоковая обработка. Часто бывает разборным – в рукоять можно установить несколько различных наконечников.
Ручка и рабочая часть шабера
Для разных целей требуется различная заточка. Чтобы не путаться в массе изделий и не затачивать их каждый раз по-новому, можно воспользоваться сменными пластинами. Такое универсальное орудие имеет несколько составляющих:
- рукоять;
- корпус из металла;
- держатель-зажим с винтом;
- набор вставок.
Крепление рабочей части происходит с помощью поворота ручки.
Степени автоматизации
Существует электрический шабер. Но шабровщик – это слесарь, который много работает руками, потому что электрошабер может обрабатывать только прямые поверхности или производить первичную обработку, а финишная остается обычному инструменту. Строительный автоматизированный прибор является многофункциональным, он снимает остатки клея, шпатлевки, других стройматериалов, но для металла абсолютно не подходит.
Техника проверки поверхности
Контрольный квадрат помогает определить глубину шабровки поверхности детали или заготовки. В середине рамки, приложенной к поверхности детали, выделяется контрольный участок и производится подсчет количества окрашенных пятен. Тип неровностей можно определить числом выпуклостей:
- Если количество пятен достигает 6 — шабровка грубая;
- Если насчитывается до 10 пятен — шабровка чистая;
- Когда число пятен не менее 14 — обработка точная;
- Когда число окрашенных пятен составляет 22 — зачистка ювелирная.
Операция выравнивания лицевой части деталей, инструмент и применяемый способ шабрения зависит от типа поверхности. Для обработки краев используется приспособление прямого типа, гнутые детали шабровщик зачищает фасонным лезвием, твердые материалы обрабатываются узким лезвием, скобление мягких материалов и плоских поверхностей осуществляется широким шабером и лезвием радиусного типа.
Форма лезвия устройства подбирается по типу поверхности, выявить который можно с помощью прокатки детали по окрашенной пластине. Выявленные неровности удаляются приспособлением с длинной заточенной кромкой. Используемые виды шаберов начинают движение от краевой части заготовки. После завершения операции проводится контрольная проверка чистоты обработки, для доводки которой шабровщик использует слесарный сборный инструмент и ферритная кромка
Чтобы режущий инструмент прослужил долго и помогал качественно подготовить материалы, рекомендуется уделить особое внимание выбору устройства. Все виды шаберов по форме режущей кромки приспособлены для выполнения технологических задач
Оптимальным вариантом является выбор снаряжения универсального типа, конструкция которого позволяет быстро заменять пластины в соответствии с требованиями техпроцесса.
Разные виды шаберов из-за технических особенностей не могут применяться на поверхностях с крупными дефектами и глубокими царапинами. Деталь должна пройти грубую обработку на фрезерном станке или другом шлифовальном оборудовании. Все циклы выравнивания поверхности должны заканчиваться проверкой контрольной пластиной с пигментным красителем.
— это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев материала с поверхности заготовки с помощью режущего инструмента — шабера. Шабрение применяется в тех случаях, когда необходимо обработать поверхности с очень малой шероховатостью. Как правило, шабрению подвергаются сопрягаемые поверхности, перемещающиеся друг относительно друга (трущиеся поверхности). С его помощью достигается плотное прилегание сопрягаемых поверхностей, надежное удерживание смазки между трущимися поверхностями и точные размеры деталей.
Шабрением обрабатываются как плоские, так и криволинейные поверхности (например, направляющие станков), поверхности подшипников скольжения, детали приборов, а также поверхности различных инструментов и приспособлений (например, поверочные плиты, угольники, линейки). За один проход шабер может удалить с поверхности заготовки очень тонкий слой металла толщиной не более 0,7 мм. При средних усилиях, прикладываемых к инструменту, толщина снимаемой стружки составляет 0,01 …0,03 мм.
Шабрение является весьма трудоемкой операцией
и требует чрезвычайно высокой квалификации слесари. В практике слесарных работ шабрение занимает около 20%, поэтому большое значение имеют механизации труда и замена ручного шабрения станочными методами обработки.
Как выбрать тот самый шабер из огромного набора?
Как видим, выбор велик, но как же определиться, какой из предложенных инструментов взять для работы? Если перед вами стоит задача выровнять поверхность плоского предмета или детали, то вполне подойдет прямолинейное приспособление, количество режущих кромок может быть любое, приложитесь той, которая вам больше понравится. Если нет прямолинейного, то для этой задачи сойдет и криволинейный. Основная составляющая успешной работы – правильная заточка режущей кромки, геометрия в таких случаях определяется тем, насколько грубой планируется обработка, т.е. сколько нам надо снять миллиметров материала, также от твердости этого материала и от угла расположения режущей кромки относительно поверхности, которую обрабатываем.
Обычно угол заточки равняется 90-100°, работать так легче всего. Но если вам предстоит только черновая стадия обработки, то угол может составить от 75°, когда же производится уже отделочная стадия, угол берется максимальный – 100°. Что же касается материалов, то для мягких металлов можно заточить инструмент даже на 35-40°, а вот для стали нужен угол 75-90°, а если перед вами чугун или бронза, то приготовьте приспособление с заточкой под 90-100°. Выбирая ширину и радиус скругления для вашего режущего приспособления, опирайтесь также на твердость обрабатываемого материала и на требование к чистоте работы. Правило такое: при высокой твердости и чистоте шлифовки режущая кромка должна быть узкой (черновая стадия – до 3 см, а отделочная – 1,2 см) и с малым радиусом закругления.
Для особых случаев, например, для криволинейной работы по обработке подшипников, берут трехгранный инструмент, причем затачивают его на 60°. А если работы предстоит много, и она довольно разномастная, то потребуется очень много приспособлений в наличии, тогда проще использовать составной инструмент для шабрения. В нем можно просто менять пластины, причем делается это элементарно, лишь открутив зажимной винт. В некоторых случаях слесари делают не совсем стандартный вид такого инструмента – в виде кольца. Им намного удобнее шлифовать круглую деталь.
Виды инструмента
Типов приборов для создания гладкой поверхности металла много и все они подразделяются на два основных:
- Цельные.
- Составные.
Затем делятся по формам:
- Простые – состоят из пластины.
- Фасонные — имеют форму детали, которую предстоит обрабатывать.
- Шабер трехгранный.
Прибор для работы с металлом делится и по граням. Например, бывают двухсторонние и односторонние. Все зависит от того, сколько режущих металл граней имеет устройство.
Помимо вышеописанных разновидностей шаберы различаются по другим критериям. На сегодняшний день в строительных магазинах можно увидеть не только ручные для снятия шероховатостей с металлических деталей, но пневматические и электрошаберы для работы по металлу.
Обычно поверхность таких электроприборов изготавливается из твердой углеродистой стали. Шаберы по металлу трехгранные применяются для обработки цилиндрической и вогнутой поверхности. В то время, как плоские инструменты работают только с канавками и пазами, образующимися на изделии из металла.
Если трехгранные используются для работы над широкими поверхностями металла, то плоские предназначены для круглых форм.

Самыми долговечными приборами считаются двусторонние шаберы. Такой шабер хорош тем, что имеет две рабочие части и медленнее приходит в негодность.
Сейчас в магазина можно приобрести любой набор шаберов. Однако, если не позволяет бюджет, можно изготовить инструмент в домашних условиях.
Что такое шабрение?
Шабрением называют высокоточную слесарную операцию по плотной подгонке деталей изделий или выравниванию различных поверхностей. Эта операция производится высококвалифицированными специалистами и производится как окончательная (финишная) отделка изделий или поверхности и после того, как было проделано предварительное шлифование, опиливание, фрезеровка или резание конкретной детали. Для шабрения используется специальная шабровочная краска. Она наносится на поверхности сопрягаемых деталей для уточнения степени шабрирования одной части детали к другой. В результате шлифования происходит срезание мельчайших частиц металла с сопряжённых поверхностей, они «разбиваются» и, в идеале, получается сетка — наибольшее соприкосновение поверхностей изделия.
Краску для шабрения наносят ровным тонким слоем. На хорошо подготовленную поверхность она должна ложится равномерно, с равной степенью насыщенности, а на плохо подготовленную — неравномерно, с проплешинами. При визуальном осмотре становится очевидным: белые пятна означают — очень углублённые места, тёмные пятна на поверхности — углубление незначительное, серые пятна — это выступающие места, где слой краски самый тонкий.
В результате шабрения производится постепенное срезание мельчайших частиц металла с участков, где образовались сначала серые, а затем тёмные пятна, доведя тем самым поверхность детали до идеально ровной. Сам процесс шлифования производят в несколько этапов: предварительное (или черновое), точечное и, наконец, отделочное (или чистовое) шабрение.
Похожие записи:
 Плиты перекрытия (жби, жб, железобетонные): размеры, монтаж, технические характеристики, серия
Плиты перекрытия (жби, жб, железобетонные): размеры, монтаж, технические характеристики, серия
 Устройство отмостки и дренажа фундамента
Устройство отмостки и дренажа фундамента
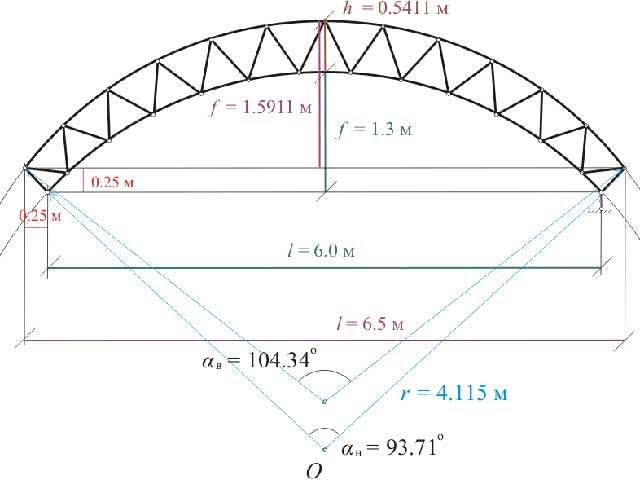 Изготовление ферм из профильной трубы своими руками
Изготовление ферм из профильной трубы своими руками
 Диапазон размеров ламинатной доски
Диапазон размеров ламинатной доски
 Проекты гаражей с хозблоком: варианты и способы их реализации + фото
Проекты гаражей с хозблоком: варианты и способы их реализации + фото
 Плесень в бане: как избавиться
Плесень в бане: как избавиться