Как осуществляется пайка
Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.
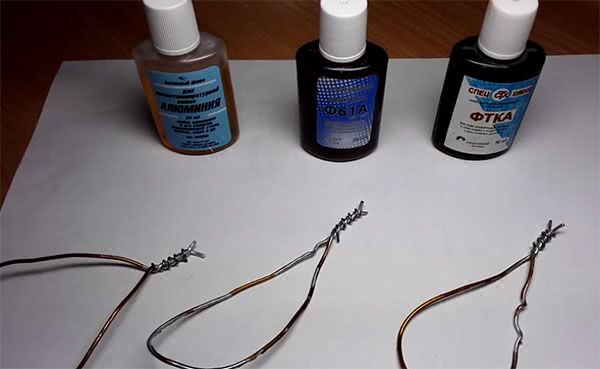
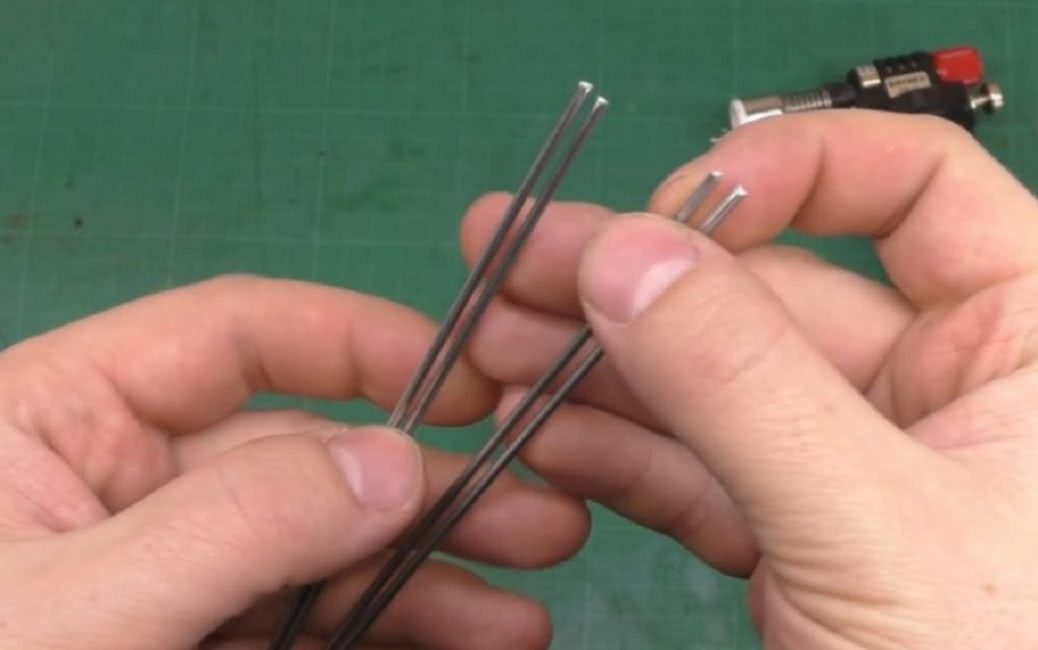
Специальный припой для пайки
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.
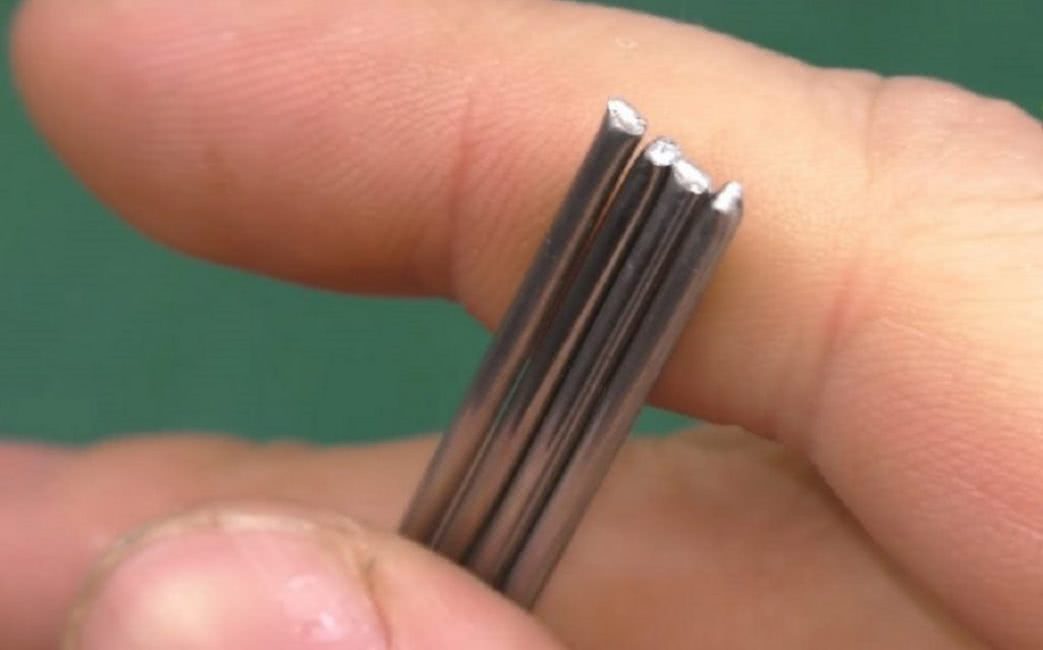
Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
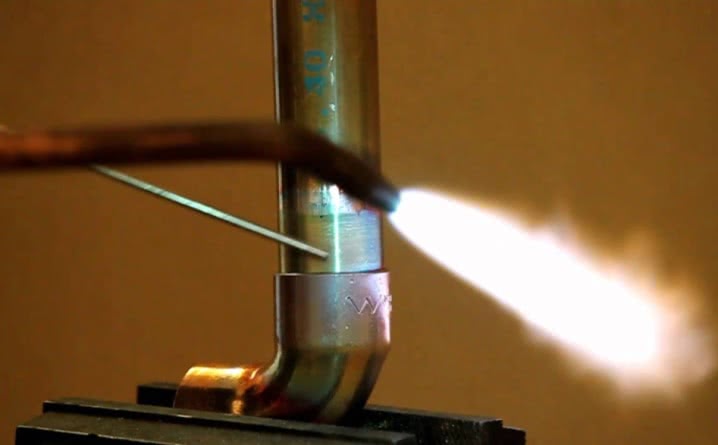
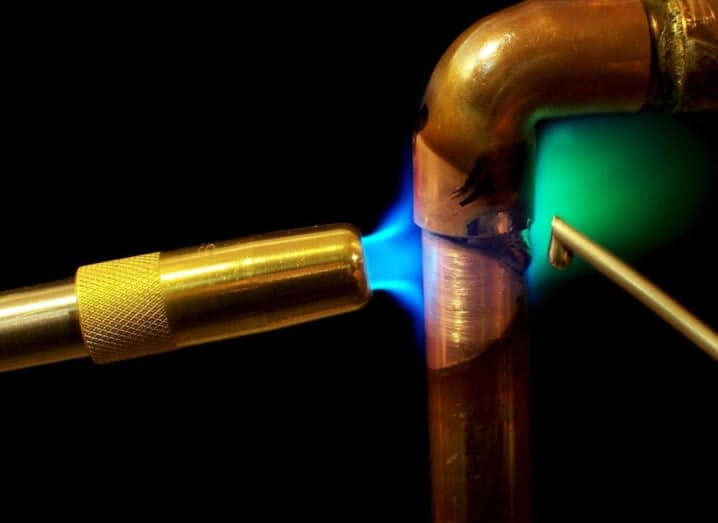
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.
Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Например, покупку припоя для алюминиевых изделий можно произвести тут: Перейти на сайт
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.
Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.
Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.
вернуться к меню
Способы
Для того чтобы пайка алюминия с медью прошла успешно, сначала нужно разобраться в том, какие именно соединения нужно создавать. Например, провода в холодильнике, где применяют такие жилы, опытные мастера скрепляют только припоем, рекомендованным производителями техники. На производстве и в быту также может потребоваться соединение трубчатых элементов именно в неразрывном, герметичном виде. Под это определение подходит только пайка
Можно выделить ряд актуальных способов ее выполнения.
- С применением стальной муфты. В этом случае между стыками алюминиевой и медной деталей устанавливается вставка из черного металла. Пайка осуществляется с каждой стороны отдельно, что позволяет сделать соединение более прочным, исключает возникновение проблем из-за разницы температур плавления. Со сталью и медь, и алюминий хорошо взаимодействуют.
- С применением специализированных припоев. Наиболее ярким примером является материал, выпускаемый брендом Castolin, к которому компания предлагает дополнительно целую линейку флюсов с нужными характеристиками. Стоят такие расходные материалы заметно дороже, встречаются редко. Именно их обычно используют в мастерских по ремонту сложной бытовой техники.
- Поверхностный способ. Он заключается в использовании особого соединения, при котором медная часть вставляется в алюминиевый раструб. По краю широкой части наносится припой, закрывающий зазор. Используются легкоплавкие составы, при работе мастеру нужно захватить как можно большую часть поверхности медной детали. Этот способ применим при работе с трубчатыми элементами.
- Скрутками. Этот метод позволяет использовать общий оловянно-свинцовый припой, но с использованием специальных флюсов для каждого металла. Таким образом исключается возможность окисления, устраняется потеря алюминиевой жилой ее прочности и первоначальных рабочих характеристик. Эта технология пайки проводов считается допустимой, но не рекомендована для применения под высокими сетевыми нагрузками.
- С меднением алюминия. В этом случае на поверхности металла создаются контактные площадки, позволяющие образовать надежное соединение с мало совместимой с ним медью. Кислотный состав не применяется.
Это основные способы, которые используют, чтобы получить соединение медных и алюминиевых элементов путем пайки.
Способы подготовки алюминия к пайке
Перед тем как паять алюминий паяльником, требуется подготовить металл. Для этого применяют один из основных способов:
- Обработка канифолью предварительно обезжиренного участка, где будет происходить спаивание. После нанесения смолистого вещества на него кладется шкурка и прижимается включенным мощным паяльником. После этого поверхность обтирается той самой шкуркой, попутно облаживая жалом место обработки. Далее ставится алюминиевая заплатка, после чего уже можно припаивать деталь обыкновенным способом. В качестве аналога канифоли можно использовать масло для швейных машин.
- На участок спаивания наносится канифоль с добавленными в нее стружками металла. После этого залуженным и хорошо разогретым жалом нужно натереть данную площадь, чтобы расплавилась стружка. В это время добавляется припой. Паяльник для алюминия, который растирает поверхность с опилками, снимает окись, так как острые края материалов попросту сдирают ее с поверхности. Припой добавляется и сразу попадает на поверхность металла, защищая ее от повторного образования.
- Сначала поверхность очищается за счет обработки медью, которая снимает оксидную пленку. Это очень сложный метод, для него требуется создавать ванночку, в которой будет проводиться реакция омеднения. По этой причине способ редко применяется.
Как выбрать припой
Качественная пайка алюминия паяльником требует тщательного подбора припоя, так как в ином случае сложно будет добиться хорошего результата. Им становятся легкосплавные вещества, в состав которых входят свинец, олово, кадмий, цинк, висмут и прочие элементы. Основной металл в них не растворяется. Исключение составляет только цинк. Это снижает надежность соединения.
Для серьезных соединений лучше применять припой, в основу которого входят свинец и олово. Это актуально для тех случаев, когда контакт не будет подвержен коррозии. В иной ситуации, есть серьезный риск появления ржавчины в местах пайки.
Более дорогим, но эффективным припоем является ЦОП-40, в который входит 40% цинка. Также подходит 34А, где основой выступает алюминий, и присутствуют добавки кремния и меди. Актуально использовать некоторые высокотемпературные припои, которые могут плавиться при 600 градусах Цельсия, например, Aluminium 13.
Советы по выбору флюса
Многие слышали, как паять алюминий паяльником без флюса, а также знают, что это практически невозможно. Действительно, для качественного соединения необходимо применять дополнительные материалы. Не каждый флюс будет активным по отношению к алюминию
Среди отечественных марок стоит обратить внимание на серии Ф-59А, -61А, 64. У них уникальный состав, в который входят фторбораты аммония
Как правило, специализированные флюсы обладают надписью «для пайки алюминия».
Чтобы проводить высокотемпературную пайку, стоит обратить внимание на флюс 34А. В его состав входят хлористый калий, фторид натрия, цинк и литий
Это специальная смесь, рассчитанная на работу с высокими температурами.
Особенности пайки
В домашних условиях можно выполнить мелкий ремонт предметов из алюминия газовой горелкой. При осуществлении паяльных работ на поверхности алюминия при контакте его с кислородом образуется окислительная пленка, которая ухудшает адгезию. Если начать выполнение паяния, предварительно не удалив оксидную пленку, то готовый шов не будет иметь прочность. Оксидная пленка не удаляется путем механической очистки – стоит только обработать изделие, как оксиды появляются вновь. Решить вопрос можно только с помощью специального вещества, называемого флюсом.


Паяние с использованием газовой горелки удобно тем, что в процессе работы силу пламени, а значит, и его температуру, можно регулировать. Если для паяния алюминия выбрать неправильный температурный режим, то расплавленный металл, а также припой, будут растекаться по рабочей поверхности, не заполняя собой место соединения или дыру
Чтобы процесс паяния был результативным, важно правильно выбрать присадочный припой



Достоинства такого паяния состоят в следующем:
- горелка, работающая на газе, универсальна – с ее помощью соединяют как тонкие алюминиевые провода, так и применяют для ремонта обширных поверхностей;
- горелка с газом имеет свойство корректировки силы ее пламени;
- пользуясь горелкой, можно не только прогревать поверхности деталей перед паянием, но и плавить флюс с припоем;
- горелка с газом может обеспечить медленное расплавление металла, предоставляя возможность выполнять процесс без спешки и качественно;
- горелка на газе сразу же при включении готова к работе, ей не нужно дополнительное время для разогревания до требуемой температуры.
Недостатки при работе с горелкой тоже имеются:
- подготовительный этап перед процессом паяния довольно длительный;
- стоимость выполнения работ с учетом расхода газа может оказаться высокой;
- работа с открытым пламенем вблизи газового баллона является опасной из-за угрозы взрыва;
- само оборудование стоит довольно дорого.
Процесс паяния алюминиевых изделий выполняют путем применения паяльника, газовой горелки, иногда может быть использована и сварка. При помощи паяльника спаять большие участки шва иногда просто невозможно, а сварочный метод не в каждом случае может быть обоснован, так как при сварке образуется дуга, которая очень быстро плавит металл. Поэтому применение газовой горелки является оптимальным вариантом из всех существующих.


Отличные результаты можно получить при варианте непрерывного паяния. Если же в процессе работы горелкой нужно остановиться, то для возобновления паяния потребуется основательно разогреть всю протяженность шва, чтобы равномерно распределить припой, не пропустив незапаянных участков. Стыковочные швы, сделанные с помощью газовой горелки, получаются прочными и аккуратными.
Подготовка к работе
Определение сплава изделия
 Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
 Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Функции, выполняемые флюсом
Чтобы алюминий или его сплав вступил во взаимодействие с припоем, нужно разрушить пленку на его поверхности в месте будущего соединения. Эту функцию выполняет флюс – вещество способное:
- удалять оксидные образования;
- нормализовать поверхностное натяжение металла;
- улучшать распределение припоя.
При выборе флюса необходимо внимательно изучить прилагаемую аннотацию. В ней указывается, для какого металла предназначено изделие и вид припоя, с которым оно взаимодействует наиболее эффективно.
Характеристики флюсов для пайки
Из активных флюсов отечественного производства при пайке алюминия своими руками рекомендуются марки:
- Ф 61 – при работе с алюминиевыми сплавами и в низкотемпературных режимах.
- Ф 64 – для крупных и массивных деталей.
- Ф 34А – при использовании тугоплавких припоев, требующих применения высокой температуры.
Зарубежным аналогом, пользующимся популярностью в нашей стране, является Castolin Alutin 51L. Наибольшая эффективность достигается при взаимодействии с припоями той же фирмы.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Как осуществляется пайка
Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.
Специальный припой для пайки
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.
Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.
Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Например, покупку припоя для алюминиевых изделий можно произвести тут: Перейти на сайт
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.

Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.

Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.

Как сделать кашпо для цветов своими руками: уличные, для дома, подвесные | Пошаговые схемы (120+ Оригинальных Фото-идей & Видео)
Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
временной интервал между очисткой и пайкой должен быть минимальным;
для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
пламя горелки всегда должно быть направлено в противоположную от себя сторону;
для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 45 для увеличения поверхности контакта;
после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.
При выборе припоя необходимо учитывать тип инструмента, используемого для расплавления. Для паяльника подойдут сплавы с низкой температурой плавления: оловянные сплавы с медью, цинком, висмутом. Чтобы создать тугоплавкое соединение, потребуется сложный сплав алюминия, меди, кремния.
https://youtube.com/watch?v=Jx8Astt2_vw
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.

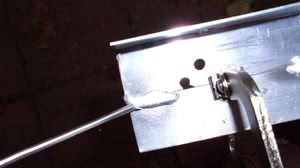
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
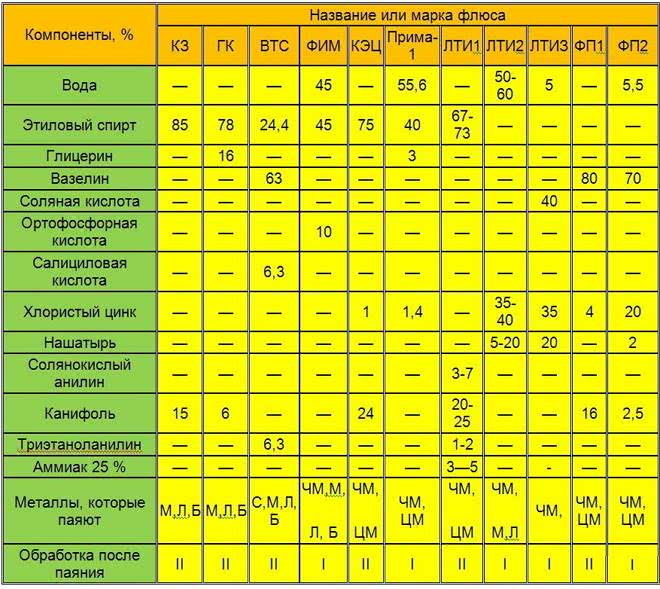
Характеристики флюсов для пайки мягкими припоями
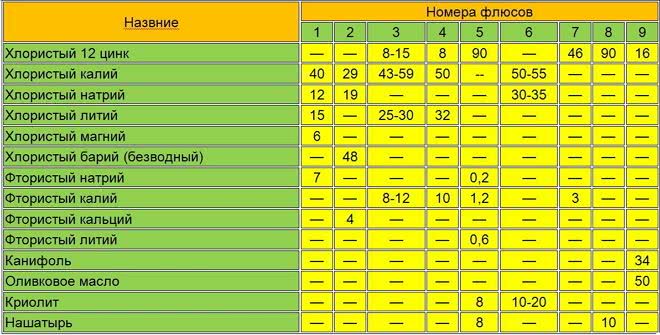
Состав флюсов, применяемых для пайки алюминия
https://youtube.com/watch?v=wSSyGIEgpxo
https://youtube.com/watch?v=FqsxsTcksJY
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
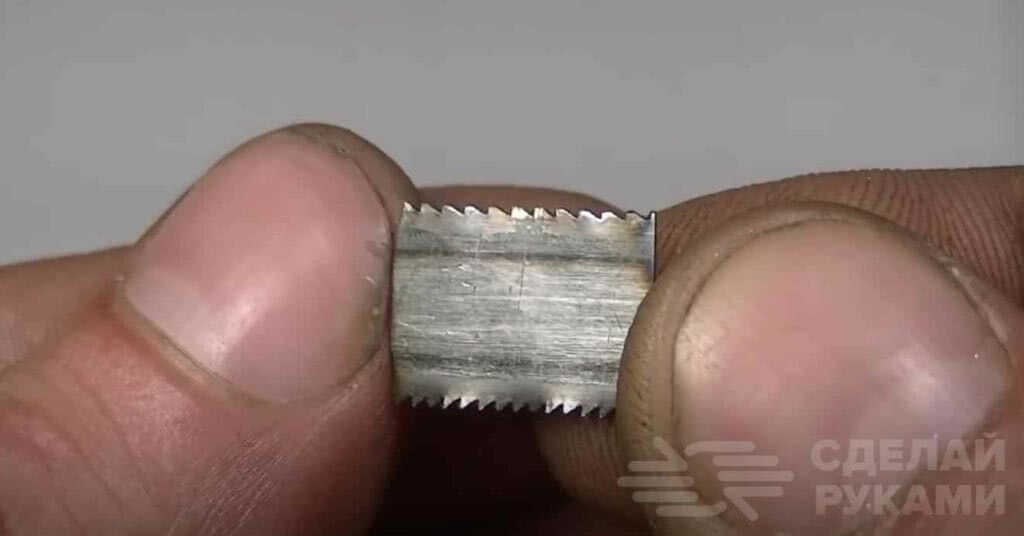
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
https://youtube.com/watch?v=Ue_FjZRPmpU
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Источник
Подготовка деталей
Пайке предшествует тщательная подготовка рабочей поверхности. Процедура заключается в очистке заготовок, удалении оксидной пленки с последующим обезжириванием.
Окисленный слой можно снять путем механической и ручной обработки, любым удобным способом:
- болгаркой со специальной насадкой;
- щеткой или ершиком по металлу;
- наждачной бумагой.
Кроме того, можно использовать сильнодействующие кислотные растворы
При этом следует соблюдать осторожность, не допуская попадания очистителя на открытые участки кожи
Следует помнить, что очистку проводят непосредственно перед пайкой. В противном случае на поверхности образуется новая пленка и процедуру придется повторять. В качестве альтернативы можно использовать активный флюс – он с легкостью справится с вновь образованным слоем оксида.
Похожие записи:
 Какую траву посеять чтобы был хороший газон?
Какую траву посеять чтобы был хороший газон?
 Ограждения лестниц, балконов и крыш стальные общие технические условия гост 25772-83
Ограждения лестниц, балконов и крыш стальные общие технические условия гост 25772-83
 Белые и черно-белые обои в гостиной: 55 фото в интерьере
Белые и черно-белые обои в гостиной: 55 фото в интерьере
 Из чего делают пеноплекс состав?
Из чего делают пеноплекс состав?
 Можно ли подложкой выровнять пол под ламинат
Можно ли подложкой выровнять пол под ламинат
 Как делают многоуровневые натяжные потолки: пошаговая инструкция
Как делают многоуровневые натяжные потолки: пошаговая инструкция