Как выбрать?
Для ленточных шлифмашин
При выборе наждачки следует уделить внимание некоторым ключевым аспектам
- Размер. Не зная его, делать выбор бессмысленно. Ширина расходника должна совпадать с подошвой. В крайнем случае она может быть более узкой. Для отдельных модификаций выбрать оснащение будет непросто: не в любой торговой точке имеется наждачка, к примеру, габаритами 100×620 (100×610 – гораздо более «ходовой» вариант) либо 30х533. Поэтому об этом нужно позаботиться еще при покупке шлифмашины.
- Размер абразивных зерен. Он маркируется числом. Чем оно крупнее, тем «нежнее» наждачка. Нетрудно понять, что жесткий расходник предназначается для удаления слоя, а не для полирования. В идеале у вас должно иметься несколько лент с разными размерами абразива, так как процедура шлифования, как правило, осуществляется в несколько шагов: вначале происходит черновая обработка, а затем финальная (материалом с небольшим размером зерна).


Шов. От него зависит не только срок службы наждачки, но и качество шлифовки. Стык должен быть крепким, в противном случае может получиться так, что наждачка еще не износится, но уже утратит работоспособность по вине обрыва. Также необходимо проверять равномерность шва. Если он выше полотна, то у агрегата при эксплуатации будет вибрация. И это еще не самое плохое. Сожаление ожидает вас, когда, обработав плоскость некачественным материалом, вы рукой ощутите бесчисленные канавки, возникшие именно после толчков. Особенно грешат этим недорогие расходники, потому соблюдать экономию тоже нужно разумно
Важно смотреть на качество стыка: выступа быть не должно. Нужно лишь провести пальцем по задней части, положив наждачку на ровную плоскость, тогда все будет понятно.
Отдельно стоит сказать о внешнем облике кромок расходника
Добротное оснащение обладает ровными краями, без свисающих нитей.


- Центровка. Знающий пользователь перед работой «погоняет» шлифмашину без нагрузки, выяснит, имеются ли огрехи, аннулирует их, а уже потом начнет процесс.
- Жесткость. Образцовая наждачка обязана быть упругой и крепкой. Образцы с твердым полотном склонны к деформациям, которые не лучшим образом отражаются на ресурсе расходника, что может оставить след на качестве работы. Обозначения на наждачке и на коробке товара должны соответствовать друг другу, иначе вам в руки может попасть низкокачественное оснащение.
- Хранение. Идеальные условия: температура 18°С и уровень влажности 50-60%. Абразивы в этом вопросе довольно привередливы, за несколько месяцев они способны стать негодными.

Для плоских (вибрационных) шлифмашин
Поговорим о расходниках для плоских шлифмашин. В качестве оснащения для плоскошлифовальных агрегатов применяются листы с покрытием из абразива, иными словами – наждачкой. В качестве основания чаще используется уплотненная бумага, а в роли абразивного материала – алюминия оксид либо корунд. В листах присутствуют отверстия для отвода пыли. Их количество и местоположение могут различаться
Поэтому важно применять именно то оснащение, отверстия которого совпадают с отверстиями на подошве шлифовальной машинки
Временами используют стеариновое покрытие, призванное устранить прилипание наждачки к плоскости и сгладить обработку при работе с мягкой древесиной. Расходный материал на подошве фиксируют или зажимами, или посредством липкой ленты. «Липучка» является тканью с ворсинками и представляет собой скопление множества крюков. Это незамысловатый и быстрый способ поменять оснастку, могут лишь появиться трудности с поиском образцов подходящего размера.
К агрегатам с обыкновенными зажимами выбрать расходный материал легче. В торговле имеются готовые листы. Также можно купить обыкновенные отрезы абразивного материала и сделать шкурку своими силами. Сначала нужно вырезать лист подходящего размера. Затем следует сделать перфорацию или посредством самодельного устройства, к примеру, пустотелой трубкой требуемого диаметра с заточенным окончанием, или посредством заводского дырокола, который вы можете купить дополнительно. Имеются на рынке и такие шлифмашины, у которых имеется сменная шлифующая плита. За счет этого наждачку можно фиксировать разными методами.

Обобщив вышесказанное, можно сделать вывод, что наждачная бумага является идеальным материалом для выполнения шлифовальных работ. Однако чтобы обработка поверхности была качественной, стоит подбирать наиболее подходящие расходные материалы для каждого конкретного случая.
О том, как подобрать шлифовальную бумагу на шлифмашину, смотрите в следующем видео.
Тип нанесения состава
Следующая классификация относится к типу нанесения абразивного состава на основу. Первый из них механический. Частицы наносятся на полотно с помощью силы притяжения. Это обеспечивает не настолько сильную сопротивляемость к фактору трения. Абразив отлетает достаточно быстро и без особых усилий. Второй способ нанесения – электростатика. Частицы абразива достаточно глубоко впечатываются в клеевую основу, обеспечивая острый и устойчивый слой. Третий способ – использование смол с различными примесями. Результат получается водостойкий, эластичный, устойчивый к воздействию температур.
Формы выпуска и виды
Привычная нам форма выпуска — в рулонах или листах. Листовая может быть на основе картона, а может быть на плотной бумаге. Чаще всего она более жесткая, чем рулонная. Рулонную чаще применяют на ленточных шлифовальных машинах, да и при ручном использовании тоже. Кроме того, есть следующие виды абразивных материалов:
- Абразивные круги. Используются для установки на насадки для специальных машин. Это могут быть шлифовальные машинки, насадки на дрель, УШМ. Есть разного типа:
- Обычные круги разного диаметра и разной зернистости.
- С липучкой, приклеенной с тыльной стороны.
- Лепестковые — это когда на основу наклеены полоски наждачной бумаги. Могут быть разной зернистости. Применяются для черновой обработки металлов (обычно), для снятия краски (в том числе и с бетона).
Абразивная шлифовальная бумага выпускается в виде листов, рулонов, лент, кругов. Есть и другие формы — для насадок на инструменты
Ленты для ленточных шлифовальных машин. Они имеют определенную длину и ширину — под наиболее распространенные типоразмеры.
Сетка. Тонкая проволока, переплетенная в виде полотна. Абразивные частицы приклеиваются на проволоку. Такой материал удобен для шлифовки штукатурки, так как большая часть образующейся пыли просыпается сквозь ячейки сетки и абразив не забивается. Именно такой материал применяют для выравнивания гипсовой штукатурки под покраску.
Есть еще шлифовальные губки. Это абразив, который нанесен на вспененный полиуретан. Этот тип абразива применяют для доведения до гладкости поверхностей с пазами, резьбой, углублениями. Абразивные частицы могут наноситься на одну, две или четыре стороны губки. Могут быть одного размера или разного. Но обычно, это мелкое зерно, просто разной степени «мелкости». Губки более удобны, так как принимают любую форму, кроме того их можно промыть от пыли и высушить. Количество промывок не ограничено. От мытья они не страдают, можно применять пока зерно не осыпалось. А это зависит от качества.
https://youtube.com/watch?v=OJtRwhPWsfg
Формы выпуска и виды
Привычная нам форма выпуска — в рулонах или листах. Листовая может быть на основе картона, а может быть на плотной бумаге. Чаще всего она более жесткая, чем рулонная. Рулонную чаще применяют на ленточных шлифовальных машинах, да и при ручном использовании тоже. Кроме того, есть следующие виды абразивных материалов:
- Абразивные круги. Используются для установки на насадки для специальных машин. Это могут быть шлифовальные машинки, насадки на дрель, УШМ. Есть разного типа:
- Обычные круги разного диаметра и разной зернистости.
- С липучкой, приклеенной с тыльной стороны.
-
Лепестковые — это когда на основу наклеены полоски наждачной бумаги. Могут быть разной зернистости. Применяются для черновой обработки металлов (обычно), для снятия краски (в том числе и с бетона).
Абразивная шлифовальная бумага выпускается в виде листов, рулонов, лент, кругов. Есть и другие формы — для насадок на инструменты
- Ленты для ленточных шлифовальных машин. Они имеют определенную длину и ширину — под наиболее распространенные типоразмеры.
- Сетка. Тонкая проволока, переплетенная в виде полотна. Абразивные частицы приклеиваются на проволоку. Такой материал удобен для шлифовки штукатурки, так как большая часть образующейся пыли просыпается сквозь ячейки сетки и абразив не забивается. Именно такой материал применяют для выравнивания гипсовой штукатурки под покраску.
Есть еще шлифовальные губки. Это абразив, который нанесен на вспененный полиуретан. Этот тип абразива применяют для доведения до гладкости поверхностей с пазами, резьбой, углублениями. Абразивные частицы могут наноситься на одну, две или четыре стороны губки. Могут быть одного размера или разного. Но обычно, это мелкое зерно, просто разной степени «мелкости». Губки более удобны, так как принимают любую форму, кроме того их можно промыть от пыли и высушить. Количество промывок не ограничено. От мытья они не страдают, можно применять пока зерно не осыпалось. А это зависит от качества.
Советы по применению
Приведем некоторые советы, которые помогут облегчить работу и продлить жизнь абразива.
Обрабатывают древесину с учетом ее волокнистого строения. То есть, если нужно шкурить бревно или брус, двигаются строго по направлению волокон (шлифовка поперек волокон может серьезно повредить материал).
При шлифовке вертикальных поверхностей начинают работать сверху, чтобы избежать запыления уже отшлифованных поверхностей. Так, шлифуя стену из бревен, то сначала обрабатывают самое верхнее бревно вдоль его волокон, затем – второе сверху и так далее.
Шлифуемую поверхность необходимо регулярно очищать от пыли (лучше всего пылесосом).
Шлифуют только сухую древесину – не более 20-22% влажности. При обработке более влажной древесины есть большой риск, что она покоробится при высыхании, кроме того – абразив очень будет быстро забиваться смолой и влажной стружкой
Шлифовку сруба желательно проводить после угасания усадки.
Перед работой желательно провести обессмоливание поверхности.
Важно шлифовать дерево плавно, обеспечивая равномерный нажим, чтобы избежать волн и вмятин (особенно актуально для машинной шлифовки). Работать болгаркой лучше на небольших оборотах – это поможет не только лучше сохранить структуру дерева, но снизить износ абразива (при работе на высоких оборотах он сильнее нагревается и быстрее выйдет из строя).
Хранить абразив нужно в теплом (15-25°С) и достаточно сухом (относительная влажность не более 35-50%) помещении
В холоде или при повышенной влажности он быстро придет в негодность.
Шлифовку производят при положительной температуре воздуха.
Наждачная бумага для дерева: виды и качественные характеристики

Процесс отделки поверхностей включает выполнение шлифовки и полировки. Наждачная бумага для дерева позволяет произвести необходимую обработку, обеспечивая декоративность и завершенный вид материала.
Характеристики и виды наждачной бумаги
Наждачная бумага
Правильный выбор шкурки должен учитывать оптимальные параметры по назначению, виду абразива, способу нанесения, зернистости и водостойкости, маркировке. Ранее, шлифовальный наждак производился из органических составляющих, и представлял собой смесь корунда с магнетитом. На сегодняшний день материалом изготовления выступает оксид алюминия, гранат, или алмаз синтетического происхождения.
Наждачная бумага для дерева имеет множество разновидностей, которые применяются в процессе отделочных работ
Важно с особым вниманием отнестись к выбору параметров материала для достижения желаемого результата ошкуривания. Видовой ассортимент представлен в форме листов, рулонов, открытых, закрытых вариантов, коммерческого, или промышленного назначения
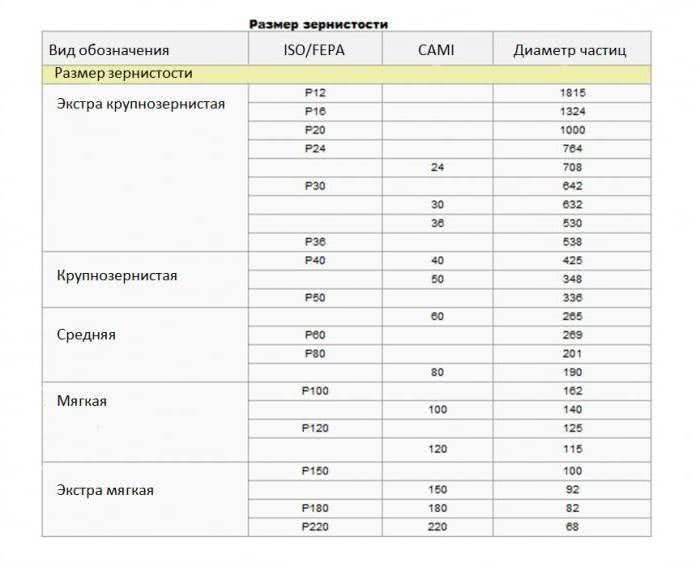
Зернистость наждачной бумаги для дерева
Грубозернистая наждачная бумага
Материал применяют, основываясь на типах зернистости. Уровень данного показателя обуславливает вид производимой обработки поверхности. Зернистость наждачной бумаги:
- 40-60 (грубые, черновые работы);
- 80-120 (устраняет неровности);
- 150-180 (финишный этап обработки);
- 220-240 (процесс затирки);
- 280-320 (избавляет от пятен перед покраской);
- 360-600 (отшлифовывать поверхность).
Выбор материала зависит от вида необходимой обработки. Слишком мелкую зернистость шкурки не стоит использовать для выполнения обработки дерева.
Стандарты маркировки
Виды наждачной бумаги для дерева, их характеристики, во многом зависят от страны производителя. Маркировка позволяет ориентироваться, какую наждачную бумагу лучше использовать. Выделяют несколько основных зарубежных групп: США, Канада, Япония и Китай. Стандарт FEPA является общепринятым и соответствует российской системе.
Показатель зернистости обозначает соотношение количества абразива на полотне. Чем крупнее зерна, тем их меньше на полотне. Вариант с низким количеством зерен предназначен для черновой обработки. Высокий показатель зернистости говорит о мелкой природе частиц, что позволяет выполнить процесс полировки, или шлифовки дерева наждачной бумагой.
Наждачная бумага для шлифовальных машин
Наждачная бумага для шлифовальных машин
Выяснить, какой наждачной бумагой шлифовать дерево, или использовать специальное оборудование, помогут рекомендации специалистов. Шлифовальные машинки бывают разных видов, для ошкуривания деревянных поверхностей можно использовать ленточный электроинструмент.
Выполнение работ при помощи оборудования требует правильного подбора шкурки. Наждачная бумага для шлифовальных машин представлена в виде треугольников, лент различной ширины, круглых шкурок с поверхностью «липучка», рулонная, или листовая для механизмов.
https://youtube.com/watch?v=7DiUB1ixRVU
Зернистость подбирается в зависимости от вида производимых работ. Наждачный материал «нулевка» предназначен для заключительной полировки поверхности
Важно помнить о мерах безопасности, какой бы степени зернистости не была наждачная бумага. Шлифуйте всегда в защитных очках, респираторе и рукавицах
Что может понадобиться для шлифования?
- Абразивная сетка нескольких видов и наждачная бумага.
- Брус для шлифования.
- Шлифовальная губка.
- Лампа или прожектор.
- Стремянка или подмости.
- Небольшой шпатель.
- Головной убор, защитные очки, респиратор.
Абразивная сетка
Преимущество абразивной сетки в ее структуре. При работе пыль проходит сквозь отверстия и не забивается на ней, как это происходит с наждачной бумагой. Меняют сетку по мере износа, который легко определить по ее внешнему состоянию: она может начать рваться либо если процесс шлифования стал менее эффективным.
Чаще всего размеры сетки соответствуют размеру бруса для шлифования, поэтому вы можете просто установить на него сетку и приступать к работе. Шкурка для стартовой шпаклевки должна быть с типоразмером 80-100, а для финишной – 220-240. Стоимость сетки немного выше, чем цена наждачки.
По типу абразива
Чаще всего в качестве абразива для шлифовальной сетки используется карбид кремния. Однако помимо этого в качестве абразива используют и другие твердые природные элементы. Например, абразив может быть:
корундовым;
наждачным;
кремневым;
пемзовым;
алмазным.
По зернистости
Зернистость – основная техническая характеристика сетки для затирки штукатурки. Она показывает размер частиц нанесенного абразива. Параметр указывается на упаковке либо на обратной стороне листового материала. Обычно он варьирует в пределах от 80 до 400 и 600. Наиболее востребованными параметрами являются размеры 120, 150, 180, 220.
Чем выше показатель абразивности, тем мягче должен быть обрабатываемый материал. Например, параметры 40 и 80 покупают для обработки стартовой поверхности с грубой структурой. Зерна 100 и 120, соответственно, уже имеют меньший размер фракции. Такие сетки берут для подготовки основания под покраску либо поклейку обоев.
Полотно с номером 180 и выше покупают для доводки основания с дальнейшим нанесением глянцевой краски. Эти сетки помогают добиться идеальной поверхности, они устраняют все недочеты, оставшиеся после работы с грубыми шкурками. 280 и 320 – полотна с мелким абразивом. Самая мелкая разновидность – сетка под номером 600. На ощупь это практически гладкое полотно.
В современной продукции зернистость сетки, согласно ГОСТ, указывается маркировкой «Р» (например, Р 150). Отдельные производители пользуются старой маркировкой. При этом буква «Н» означает, что размер фракции указывается в десятках микрон (8-Н, 6-Н). «М» значит, что размер указан в микронах. Сетки с маркировкой «М» называют нулевками.
Размеры
Стандартные размеры абразивного полотна составляют 115х280 мм. Материал продается в упаковках по 5 и 10 штук одинаковой абразивности. Кроме того, в продаже встречаются полотна с размером 106х280 мм. Они подходят для более узких шпательных терок. Такие сетки пакуют по 25 штук в пачку. Есть и варианты с шириной 110 мм.
С учетом абразива, толщины, длины материал маркируют, например, так: Р 80, 106х280, Р 600, 115х280 мм. Узкие сетки нередко приобретают под заказ. Иные производители предлагают покупателям товар в рулоне, отличающийся различным размером зерен.
Наждачная бумага
Наждачная бумага постоянно забивается в процессе работы пылью и ее нужно менять чаще, чем сетку. В строительных магазинах наждачку продают рулонами, большими кусками и маленькими роликами. Если вы решили остановить свой выбор именно на ней, следует сразу определиться, как нарезать наждачку с минимумом отходов, чтобы прикрепить ее на брусок. Можно приобрести готовые раскроенные куски наждачки, но такая покупка обойдется дороже.
Рекомендуется использовать наждачную бумагу с зернистостью 60-100. Поскольку та наждачка, у которой зернистость меньше 60, грубая, а с зернистостью выше 100 будет быстро забиваться строительным мусором.
Спецодежда и средства защиты
Так как процесс шлифования шпаклеванной поверхности достаточно пыльный, надо запастись средствами защиты. Обязательно должны иметься:
- респиратор, чтобы пыль не попадала в легкие;
- защитные очки;
- головной убор;
- одежду лучше всего надеть ту, которую потом легко можно вытрусить, чтобы лишний мусор не попал впоследствии в стиральную машину;
- также надо надеть перчатки: можно использовать резиновые или х/б. Плюс резиновых перчаток в том, что они не пропускают пыль, от которой ваши руки могут стать грубее.
Зернистость
Важнейшая характеристика наждачки, отвечающая за режущие свойства, – зернистость. Показатель указывает на размер абразивного зерна. Например, для предварительных операций используется фракция 0.8~1 мм. Финишная отделка, показатели не превышают 3~6 мкм.
Объёмная величина абразивного материала регламентируется по мировому стандарту ICO 6344. В РФ действует ГОСТ 52381-2005. Согласно требований, номера наждачной бумаги обозначаются литерой Р с цифровым сопровождением 12–2500. Показатель соответствует количеству проволочек, приходящихся на 25.4 мм (английский дюйм). То есть, чем больше ячеек на одном дюйме, тем меньший размер зерна на выходе при калибровке.
На территории страны встречается старое обозначение, со времён СССР, по ГОСТ 3647-80. Размер зерна указывается в микронах. Принимается самое минимальное значение для группы, например, 16-Н, 8-Н. В мелкозернистой категории используется буква М. «Нулёвка», – это одна из самых мелких наждачных бумаг (М40), популярная у автомобилистов.
Применение и зернистость:
| Виды работ | ГОСТ 3647-80 | ICO 6344 ГОСТ 52381-2005 | Величина зерна, мкм |
| Крупнофракционный абразив | |||
| Первичный (обдирочный) этап резания | 80-Н | Р22 | 800~1000 |
| 63-Н | Р24 | 630~800 | |
| 50-Н | Р36 | 500~630 | |
| Предварительные операции обработки | 40-Н | Р40 | 400~500 |
| 32-Н | Р46 | 315~400 | |
| 25-Н | Р60 | 250~315 | |
| Начальный этап резания | 20-Н | Р80 | 200~250 |
| 16-Н | Р90 | 160~200 | |
| 12-Н | Р100 | 125~160 | |
| 10-Н | Р120 | 100~125 | |
| Обработка непрочной древесины, обдирка старой ЛКМ | 8-Н | Р150 | 80~100 |
| 6-Н | Р180 (Р220) | 63~80 | |
| Мелкофракционный абразив | |||
| Шлифовка твёрдой древесины, по смежным поверхностям | 5-Н (М63) | Р240 | 50~63 |
| 4-Н (М50) | Р280 | 40~50 | |
| Полировка, обработка перед покраской | Н-3 (М40) | Р400 | 28~40 |
| Н-2 (М28) | Р600 | 20~28 | |
| Обработка металлических, пластиковых, керамических заготовок, мокрая обработка | Н-1 (М20) | Р1000 | 14~20 |
| Чистовой (финишный) этап тонкой шлифовки, полировальные операции | М14 | Р1200 | 10~14 |
| Н-0 (М10) | Р1500 | 7~10 | |
| Н-01 (М7) | Р2000 | 5~7 | |
| Н-00 (М5) | Р2500 | 3~5 |
Наждачная бумага классифицируется по зернистости. Это необходимо для правильного составления технологического процесса и составления этапов операций.
Абразив
Издревле, в качестве шлифовального материала применялся кварцевый песок и природное стекло, – вулканический обсидиан. Мелкие частицы приклеивались к коже. Отсюда, другое народное название, – шлифовальная шкурка.

Современный абразив:
- Электрокорунд. Искусственный материал, в основе которого лежит Al2O3 (оксид алюминия). Имеет острые и твёрдые края. Обладает высокой режущей способностью. Для повышения технологических показателей вещество легируют различными добавками, узнать о которых можно по цвету:
- Белый, – содержание оксида алюминия в пределах 99%.
- Рубиновый оттенок, – введён оксид хрома.
- Серо-синяя гамма, – насыщение оксидом титана.
- Оттенки коричневого, – нормальный электрокорунд с содержанием Al2O3 91~96%.
- Кирпично-красный, – свидетельствует о присутствии добавок циркона.
- Карбид кремния. Вещество чёрного цвета. Химическая формула SiC. Обладает повышенной твёрдостью, по сравнению с оксидом алюминия. Но, более хрупок. В процессе воздействия механическими нагрузками раскалывается. Создаются новые абразивные частицы. Этот процесс способствует «самоочищению» структуры абразивного инструмента от шлама. Применяется по стеклу, керамике, пластику и для финишной ошлифовки метала.
Менее распространённые вещества, – алмаз, эльбор, гранат и остальные реже находят применение в силу высокой стоимости и малой доступности.
Маркировка разных типов наждачной бумаги
Международная стандартизация и система классификаций подразумевает следующую маркировку типов и градацию наждачной бумаги:
- Р22/24/36, 80-/63-/50-Н для первоначальной обработки изделия.
- Р40/46/60, 40-/32-/25-Н — менее жесткая обработка и шлифовка.
- Р80/90/100/120, 20-/16-/12-/10-Н для шлифовки изделий или детали на первичном этапе.
- Р150/180 и 8-/6-Н для завершения этапа шлифовки.
- Р240/280 и 5-Н, М63 применяют для работ по дереву.
- 400/600, М28/40 и 2/3-Н — полировка и удаление пыли перед окрашивающим слоем.
- Р1000, М20 и 1-Н обрабатывают металл, пластиковые предметы и керамику.
- Полировка без особых требований материала – Р1200/1500, М14/10/7/5.
- Щадящая полировка или завершающий этап работ — Р2000/2500, Н-0/00/01.
Особенности изготовления наждачки
Наноситься абразив, который является рабочей частью нулёвки, могут на разную по своему составу основу. Например, на бумагу или ткань. История производства любой наждачной бумаги восходит к древним истокам, которые датируются ещё тринадцатым веком. При этом первые упоминания о таком материале появились в Китае. Раньше специалисты по изготовлению разных по зернистости наждачных бумаг добавляли измельчённый ракушечник, семена разных растений, клеевой состав, а также агар-агар или крахмал для эффекта склеивания.
Изготовление наждачкиИсточник kak-sdelano.ru
Бумажная основа наждачки даёт низкий показатель износостойкости и водостойкости, и маркируется так: П1, П2, П3 и так далее (приведён пример ГОСТ-овской маркировки изделия). Тканевая основа наждачной бумаги (наждачка на тканевой основе) гарантирует увеличенную стойкость и не позволяет изделию рассыпаться после первых же серьёзных обработок различных негладких поверхностей. Тут помогает не только более прочная основа из натурального хлопка или искусственного полиэстера, но и наличие специальной смоляной пропитки. Влагопрочная бумага обозначается для наждачки разных абразивных способностей как литера «Л».
Также важен для наждачки нулёвки с зернистостью номер 400-2500 (по международной методике определения абразивности этого затирочного материала) способ нанесения действующей поверхности на основу. Это может быть открытый или закрытый метод. В первом случае пользователь получает бумагу для ошкуривания с наполовину закрытой основой, во втором – базисная подкладка покрыта абразив-материалом полностью.
Про виды наждачки и её использование – в этом видео:
https://youtube.com/watch?v=bkm-4LzOWWs
Ещё одним важным типом наждачной основы является комбинированное основание. Оно изготавливается при помощи соединения тканевой и бумажной части основного, держащего абразивные частички вместе материала. Последним этапом шлифования любой поверхности всегда является именно тонкое шлифование, которое может исправить только самые мелкие огрехи и неровности обрабатываемой поверхности.
Общие правила применения наждачной бумаги
Наждачка для шлифования, то есть нулёвка (как и другие по абразивности варианты наждачной шлифовальной бумаги) применяется с разной по технике обработке основой. Так, при маркировке с буквой «J» становится ясно, что такая наждачка должна применяться для шлифовки края либо профиля. Тяжёлые работы с высокой степенью загрязнения осуществляются с помощью материала с буквой «Х».
Что касается таких букв как «W» и «Y», которые применяются для маркирования, они подают сигнал пользователю о том, что данный товар обладает повышенным уровнем прочности и годится для более сильного воздействия.
О том, ка чистить наждак после применения, смотрите в этом видео:
https://youtube.com/watch?v=QKZ490xADGY
Коротко о главном
Наждачка нулёвка является одной из многочисленных разновидностей наждачной или шлифовальной отделочной бумаги.
Нулёвка применяется в строительно-отделочных работах, а также при изготовлении штучных (единичных) или потоковых (фабричных) изделий разного тиража.
Наждачная бумага (кроме зернистости) может быть тканевой, бумажной или комбинированной (в зависимости от основы, на которую наносится абразивный материал).
Согласно государственным российским и международным стандартам, различная наждачная бумага изготавливается под разной (соответствующей типу) маркировкой, в которой могут присутствовать как цифры, так и буквенные обозначения.
Определить, какая наждачка перед вами, можно, взглянув на маркировочные обозначения на упаковке или потрогав рабочую поверхность материала.





