Ленточная пила по дереву своими руками
Самостоятельно изготовить ленточную пилу сложно. Деревянный каркас для станка собирается из подручных материалов, необходимый инструмент для сборки найдется у любого мастера. Процесс работы над самодельной ленточной пилой по дереву можно разделить на основные этапы:
- Каркас для станка можно собрать из старой мебели, предварительный чертеж облегчит работу, и позволит собрать пилу по необходимым размерам.
- Самый простой ленточный самодельный станок держится на каркасе, собранном из штанги и двух опор. Расстояние между опорами следует продумать заранее, оно не должно быть меньше размера обрабатываемых бревен, лучше сделать его немного больше.
- Для рабочей поверхности можно использовать старый письменный стол, его тумбы могут служить контейнерами, в которых будут собираться опилки.
- В зависимости от параметров двигателя необходимо рассчитать диаметр шкивов для ременного привода.
- Для подъемного механизма, к которому крепится режущее полотно, подойдет массивная пружина, с помощью которой будет обеспечено необходимое давление станка.
- Направляющие необходимы для того, чтобы распил осуществлялся по ровной линии.
- Для того чтобы станок был безопасным, шкив лучше закрыть специальным кожухом.
- Обработка лаком для дерева или покраска станка увеличит срок его службы.
https://youtube.com/watch?v=s9j2jJ6O60A%250D
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.
Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Сварочные работы
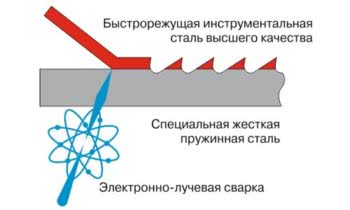
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
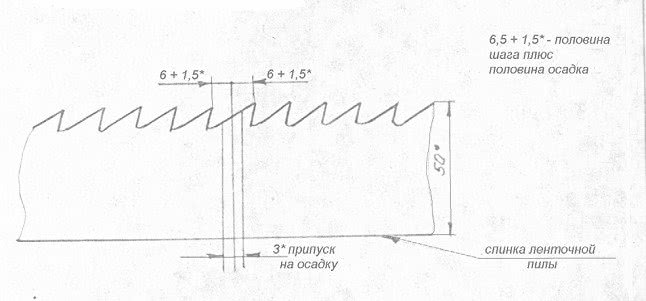 Чертеж соединения ленточных пил.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Принцип работы ленточного механизма
Ленточная пилорама — это станок, который выполняет продольную распиловку брёвен. Благодаря возможности точно отрегулировать положение режущей поверхности, можно изготовить пиломатериал различной толщины.

Конструкция пилорамы состоит из следующих основных элементов:
- Ленточной пилы.
- Зажимного механизма.
- Механизма передвижения рамы.
- Устройства регулировки высоты полотна.
На станок устанавливается электрический двигатель мощностью не менее 5 кВт. Может быть изготовлена пилорама с двигателем от мотоблока, но шумность такой установки будет значительно выше, чем при использовании электрического агрегата.

Во время работы установки крутящий момент передаётся с помощью ременной передачи на рабочие шкивы, на которые устанавливаются пильная лента. Пильный механизм обязательно должен иметь в своей конструкции пружинное или гидравлическое натяжное устройство для автоматической корректировки ширины выдвижения шкивов, чтобы компенсировать тепловое расширение металлической ленты во время работы.
Для обработки круглого леса, рама с установленной ленточной пилой и силовой установкой перемещается вдоль зафиксированного материала по рельсам установленным на бетонное основание. Регулировка высоты пильного полотна относительно нижней точки пилорамы осуществляется винтовым механизмом, который устроен таким образом, чтобы исключить вероятность образования перекосов во время работы установки.
Для надёжного удержания бревна во время работы пилорамы заготовку укладывают между направляющими и фиксируют специальными зацепами. После укладки и фиксации бревна оператор производит плавное перемещение подвижной части установки, в процессе которого и происходит срезание верней части бревна. После завершения одного цикла режущая поверхности приподнимается и рама перемещается в исходное положение.
Видео:
https://youtube.com/watch?v=JyHfXr50XNU
https://youtube.com/watch?v=cOqdUku-Jrs
Советы по эксплуатации пильного станка
Для того, чтобы собрать даже самый простой ленточный агрегат для мини пилорамы, например, такой, как описан в статье, придётся выложить определённую сумму денег на самые разные детали. Даже если у вас в хозяйстве найдётся электродвигатель с подходящими параметрами от старого оборудования, то всё равно вам нужно купить стальные профили, пиломатериалы, шкивы, ремни и полотно, а это тоже обойдётся недешево. Но если соблюдать все правила эксплуатации, то вы сможете очень быстро окупить все затраты, а также заработать определённый капитал.

Проверка натяжения режущего полотна тензометром
Вот что рекомендуют специалисты:
Прежде всего, следует правильно натягивать пильную ленту – это зависит от её толщины и ширины, а также от марки стали. Но для того чтобы сделать натяжку наиболее оптимальной, нужно использовать специальный прибор, который называется «тензометр» (см. фото вверху). Скорее всего, что у вас его не окажется, но прибор можно одолжить или взять напрокат, чтобы провести хотя бы разовое тестирование, а потом уже можно будет делать это «на глаз».
Не надейтесь на то что полотно может пилить беспрерывно, например, с утра до обеда или даже до вечера – это не так. Станок лучше всего остановить через два-три часа эксплуатации, а затем, сняв пилу, подвесить её в свободном состоянии (без натяжки) на 10-12 часов. Это говорит о том, что не помешает иметь несколько полотен, особенно, если у вас много работы.
Если работать с сухими заготовками, то это не подразумевает каких-либо проблем, но вот при распиловке (роспуске) свежей древесины выделяются смолы, которые забивают зубья, лента быстро перегревается и даже может лопнуть. Чтобы как-то смягчить такой негативный фактор, используют импровизированную смазку: при плюсовой температуре это обычная вода с моющим средством, а при морозе дизтопливо с маслом.
По окончании работы нужно обязательно ослабить натяжение полотна для защиты от последствий тепловой деформации
Сталь при нагреве расширяется, следовательно, при остывании (читай сужении) в местах соприкосновения со шкивами будут оставаться отпечатки, что существенно снизит износостойкость пилы.
Соблюдайте нормы заточки, то есть, зубья всегда должны быть острыми и иметь одинаковый развод.
Не забывайте о том , что любой пилящий станок потенциально опасен для здоровья, так как неосторожное движение или потеря бдительности при усталости может привести к серьёзной травме и этому есть множество примеров. Поэтому будет гораздо безопаснее, если все подвижные детали (шкивы, полотно) будут закрыты защитным кожухом.
Для соблюдения безопасности большое значение имеет место установки станка
Ничто не должно мешать работе с длинными заготовками, так как это может привести к разрыву режущей ленты и даже к получению серьёзной травмы.
После получения травмы фраза «я не заметил» зачастую звучит в результате недостатка освещения рабочего места. Порой станки устанавливают на улице под навесом без должной мощности осветительных приборов (обходятся одной лампочкой на 60-80 Вт), следовательно, в таком случае можно работать только в светлое время суток. Но лучше всего установить какой-либо рефлектор, направив его на рабочий стол (если будет возможность регулировки, то это ещё лучше).
Позаботьтесь о заземлении электродвигателя и подключайте его через УЗО (устройство защитного отключения) или хотя бы через дифференциальный автомат – это может защитить от травмы. Дело в том, что при поражении электрическим током человек утрачивает контроль над телом и повышается вероятность попадания конечностей в зону действия пильной ленты.
Площадка для рабочего места должна быть сухой и жёсткой (бетонная стяжка, асфальт), а если агрегат находится на улице, то эту площадку следует поднять, как минимум, на 3 см выше уровня грунта, чтобы её не затапливали потоки при ливневом дожде;
При работе под ноги стелите диэлектрический резиновый коврик..
https://youtube.com/watch?v=yHG1j_b753Y
Самодельная ленточная пила – мастер объясняет устройство станка
Конструктивные особенности ленточных пил
- Ленточные приспособления, предназначенные для резки дерева, производят из легированной инструментальной стали , которая обладает твердостью от 40 до 46 HRC.
- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов . При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- Станок может пилить заготовки любого размера . При этом ленточный инструмент работает быстро и создает рез высокого качества.
- Отходов (стружка, опилки) при использовании такого типа пил очень мало .
Профиль, зубья и угол заточки
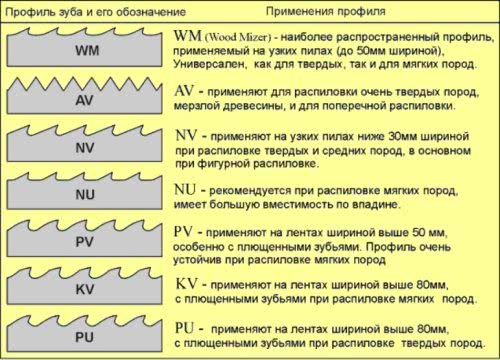
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
| Характеристики |
пилы
(1 профиль)
(4 профиль)
Что нужно знать о ленточной пиле
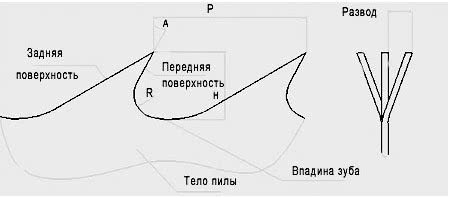
Каким будет распил дерева, зависит от того, какую форму имеет зубец оборудования. Именно зубец ленточной пилы показывает тип распила. Чему же отдать предпочтение? Пила с узкой лентой стоит недорого и ею очень просто пользоваться. Смысл заключается в том, что зуб не может быть высотой не больше 20% от ширины полотна, иначе сталь от сильной нагрузки разорвется, как бумажный лист. Какого шага и высоты зубья, определяет площадь впадины. Потому как если опилки не будут выноситься, а будут скапливаться в пропиле, то пила заклинит и засориться опилками. На практике есть определение высоты зуба, и она равняется не меньше 5 мм. И, соответственно, шириной полотно должно быть менее 25 миллиметров. Узкая пила, которая порвалась, встречается часто. Широкие пилы рвутся очень редко. На таких пилах могут появиться трещины, и связано это с неправильно подобранными размерами, регулированием. А вот чтобы разорвать такую пилу это еще надо потрудиться. Трещины могут быть:
- во впадинах зубьев;
- в центральной части пилы;
- на кромке в задней части.
Наиболее часто встречаются дефекты во впадинах зубцов ленточного оборудования. Возникают дефекты в процессе работы пилы. Из-за дефектов такая пила делает неровный пропил дерева. Как же не допустить образование дефектов? На узких пилах делают разгиб зубцов. Разводка проводится так: 1-ый зубец влево, 2-ой вправо, 3-ий прямо и опять: влево, вправо, прямо. В данном случае пил проводят левый и правый зубцы, а прямой занимается уборкой опилок.

Лучшим считается работа пилы с уборкой опила на 100%, а узкая пила убирает на 30%, потому как высота зубцов у такого типа пил невысокая. Из вышесказанного можно сделать вывод, что скорость работы узкой пилы ниже, так как вынос опила низкий, и замедляет пил. Кроме того, узкая пила не имеет тело стабилизации и поэтому застревает и расшатывается в пропиле, из-за чего происходит разрыв. И тут уже опять понадобится ремонтировать и варить. Вывод однозначен, широкая ленточная пила для дерева все-таки лучший вариант. Единственное, что можно предпринять — это увеличить ширину стального полотна. Отношение не должно превышать 20 к 80. Зубцы можно сплющить на кончике, тем самым создав уширение в пропиле. Также можно наплавить стеллит. После этого зубцы гарантированно будут работать на все сто. Если сделан стеллит, то разводку делать не надо.
Следует сказать и о том, что каков будет пил, влияет и качество древесины. Дерево должно быть чистым, с минимальным количеством сучков. Широкая пила отлично работает с любой шириной бревна. Большие скорости для нее не проблема. В широких ленточных пилах настройка зубцов может проводиться более тонко. Также может меняться ширина, угол, толщина пропила. Благодаря этому выход продукции можно повысить до 25 %. Узкая ленточная пила делается с более дешевым оборудованием, более просто собирается. Это своего рода относительный плюс в копилку узких пил.

Ручная пила
Узкая пила нагревается во время работы полностью, а у широкой пилы нагревается только часть лезвия, которая пилит, из-за этого порой может возникать волна в месте пропила.
Поэтому широкую пилу надо натягивать гораздо сильнее, чем узкую. Конструкция широкой пилы более сложная, что, естественно, отражается на стоимости. Кроме того, на широкой ленточной пиле очень непросто работать, надо иметь ряд определенных навыков и знаний. Хороший, налаженный станок с широкой ленточной пилой даст большие объемы выработки.
Для того чтобы пиление было продуктивным требуется:
- станочное оборудование с широкой ленточной пилой;
- опытный оператор;
- высокого качества подготовленное оборудование;
- человек ответственный за заточку;
- механизм для заточки;
- обслуживающий персонал.

Станок для ленточной пилы Ленточными пилами можно пилить оперативно и качественно. Однако надо соблюдать ряд правил. Перед использованием ознакомиться с оборудованием, ухаживать за оборудованием, чистить и смазывать, вовремя проверять и обслуживать. Если финансов нет, то станок можно сделать самостоятельно. Обладая навыками, деталями и специальным оборудованием, следуя схеме, можно попробовать собрать ленточную пилу своими руками. Конечно, самостоятельно собранный станок не будет обладать супер скоростью, но как говорится: не спеша, можно выполнить поставленные задачи по пилению очень даже хорошо и продуктивно.
Методика сваривания пилы ленточного типа
Техника сваривания такого распилочного инструмента при помощи специального станка не представляет особой сложности, но отдельные моменты технологической процедуры необходимо знать.
Предварительная подготовка ленточной пилы
- Соединяемые торцы инструмента подрезаются, стыковые плоскости должны располагаться относительно друг друга параллельно, а по отношению к режущей кромке – перпендикулярно. Резку можно выполнить молотком и зубилом или на гильотине.
- При поломке пилы на участке предварительной сварки этот стыковочный участок нужно удалить. Для этого в каждую сторону от точки соединения надо отступить на 0,5 см.
- Резка полотна должна осуществляться исключительно между зубьями.
- Обязательно удаляются загрязнения на торцах при помощи растворителя.
- Для удаления неровностей, заусениц на срезе, формирования шершавой плоскости торцы обрабатываются на точильном станке.
Установки для сварки пил ленточного типа
Современные технологии производства предоставляют возможность сегодня изготавливать разные модификации сварочного оборудования для распилочных инструментов, но условно они подразделяются на три категории.
- Первая категория предназначена для выполнения сварочных работ с сопротивлением. Преимущество таких агрегатов заключается в небольших размерах и относительно невысокой стоимости. Но они имеют небольшую производительность, рассчитаны на выпуск малых партий распилочных инструментов.
- Вторая категория – сварка ленточных пил с оплавлением. Оборудование данного типа отличается уже более высокой производительностью, соответственно, имеет большие размеры и стоимость. Применяется для любых полотен.
- Третья категория – автоматизированная сварка с оплавлением. Оборудование предназначено для крупных производственных цехов. Отличается максимально высокой производительностью, работы производятся автоматизировано.
Важный момент! Для наиболее эффективной работы ленточной пилы ее зубья должны иметь правильную форму.
Из истории
Известна ленточная пила довольно давно, с начала 19 столетия (первый патент — 1808 год). Сам принцип непрерывного движения пильного полотна (в отличие от возвратно-поступательного у ножовки) давно интересовал инженеров. Он более технологичен по многим причинам:
- Кольцевая пила охлаждается естественным путем — в контакте находится незначительная ее часть;
- Движение зубьев в одном направлении меньше повреждает область реза;
- Ленту легче затачивать;
- Механизм привода и натяжки максимально упрощен, как и механизм смазки.
Но на пути реализации возникли некоторые трудности, связанные с соединением пильной ленты в кольцо. Лента должна быть прочной, упругой и, в то же время, гибкой и достаточно эластичной. Сваривать такие металлы, чтобы не оставалось швов, которые мешали ее движению в теле материала и вызывали перегрев (в результате — разрыв в месте соединения).

Примерно так выглядели первые ленточные пилы
На ленточных станках по дереву эти сложности удавалось минимизировать, но на металлообрабатывающих станках все было иначе. Только к концу столетия во Франции удалось наладить производство приемлемых пильных полотен, которые сваривались контактной сваркой и затем швы тщательно шлифовались.
В настоящий момент производится несколько разновидностей пильных полотен кольцевого действия:
- зубчатые;
- пилы трения;
- электроискровые.
Самодельная ленточная пила по металлу, как правило, ориентируется на зубчатое полотно биметаллической конструкции. Это лента, изготовлена из прочной стали (пружинной или аналогичной по свойствам) с зубьями из особо прочной инструментальной стали твердостью М42-М71. Заточка зубьев различная для разных материалов.

Самое большое полотно для ленточной пилы
Например, для резки труб и швеллера потребуется лента с усиленными спинками зубьев, для нержавейки — с острой заточкой в 150 и увеличенным расстоянием между ними. Нержавейка образует при пилении вязкую стружку, мешающую движению пилы, застревая между рабочими кромками. Если приходится резать металл крупных размеров, то нужно полотно с периодической разводкой — узкая и широкая чередуются, для устранения угрозы застревания ленты в резу.
Из истории
Известна ленточная пила довольно давно, с начала 19 столетия (первый патент — 1808 год). Сам принцип непрерывного движения пильного полотна (в отличие от возвратно-поступательного у ножовки) давно интересовал инженеров. Он более технологичен по многим причинам:
- Кольцевая пила охлаждается естественным путем — в контакте находится незначительная ее часть;
- Движение зубьев в одном направлении меньше повреждает область реза;
- Ленту легче затачивать;
- Механизм привода и натяжки максимально упрощен, как и механизм смазки.
Но на пути реализации возникли некоторые трудности, связанные с соединением пильной ленты в кольцо. Лента должна быть прочной, упругой и, в то же время, гибкой и достаточно эластичной. Сваривать такие металлы, чтобы не оставалось швов, которые мешали ее движению в теле материала и вызывали перегрев (в результате — разрыв в месте соединения).

Примерно так выглядели первые ленточные пилы
На ленточных станках по дереву эти сложности удавалось минимизировать, но на металлообрабатывающих станках все было иначе. Только к концу столетия во Франции удалось наладить производство приемлемых пильных полотен, которые сваривались контактной сваркой и затем швы тщательно шлифовались.
В настоящий момент производится несколько разновидностей пильных полотен кольцевого действия:
- зубчатые;
- пилы трения;
- электроискровые.
Самодельная ленточная пила по металлу, как правило, ориентируется на зубчатое полотно биметаллической конструкции. Это лента, изготовлена из прочной стали (пружинной или аналогичной по свойствам) с зубьями из особо прочной инструментальной стали твердостью М42-М71. Заточка зубьев различная для разных материалов.

Самое большое полотно для ленточной пилы
Например, для резки труб и швеллера потребуется лента с усиленными спинками зубьев, для нержавейки — с острой заточкой в 150 и увеличенным расстоянием между ними. Нержавейка образует при пилении вязкую стружку, мешающую движению пилы, застревая между рабочими кромками. Если приходится резать металл крупных размеров, то нужно полотно с периодической разводкой — узкая и широкая чередуются, для устранения угрозы застревания ленты в резу.
Это интересно: Полезные самоделки из бензопилы — культиватор, мопед и другие
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.

Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков — это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
https://youtube.com/watch?v=c1ykPsgFu-8
https://youtube.com/watch?v=_Vl926KPjds
https://youtube.com/watch?v=p3DKBp8v4Uc
Ленточная пила по дереву – рейтинг
В столярных цехах такой инструмент нашел широкое применение. Выбор ленточной пилы по дереву лучше делать исходя из рейтинга лучших агрегатов, позволяющих экономить время, обладающих высокой производительностью и надежностью представлен ниже.
- JET JBS-12. Ленточная пила по дереву предназначена для работы с широкими досками и брусом, хорошо справляется с объемными заготовками, мощная и производительная, имеет устойчивую металлическую станину, которая не вибрирует при работе.

Way Train UE-330 V. Станок горизонтального типа хорошо справляется с древесиной любого размера, работает под углом, оснащен мощным двигателем и рабочим столом большого размера.

Корвет-35 Энкор. Ленточная пила по дереву обладает высокой мощностью и скоростью движения полотна. Высокая подставка на регулируемых ножках подстраивается под любого работника, а скошенная рама позволяет вырезать фигурные заготовки любой формы.