Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
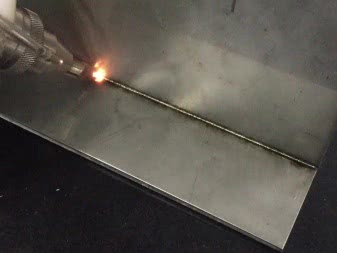
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка
Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится
Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Особенности пайки оловом
Припои на основе оловянно-свинцовых смесей отличаются высоким качеством соединения при доступной цене. Это является основной причиной популярности пайки нержавейки оловом в домашних условиях. Метод лучше всего зарекомендовал себя при заделке небольших трещин или соединении мелких деталей. Изделия, подверженные в процессе эксплуатации температурным нагрузкам, рекомендуют паять с использованием серебряных составов. Примером являются трубки дистиллятора, которые эксплуатируются при высокой температуре под давлением.
Использование олова в качестве присадочного материала при пайке нержавейки, не получило широкого распространения в промышленности, ввиду низкого температурного порога соединения.
Преимущества
Использование легкоплавких припоев обладает следующими преимуществами:
- легкая процедура пайки небольших деталей;
- подготовительные процедуры не отнимают много времени;
- низкая стоимость расходных материалов;
- можно использовать как бытовой электрический паяльник, так и газовую горелку.
Недостатки
Метод имеет следующие недостатки:
- низкий показатель прочности соединения;
- низкая температура плавления олова снижает сферу применения запаянных деталей;
- грамотное применение расплавленного олова требует от мастера определенных профессиональных навыков.
Режимы
Оловянно-свинцовые припои применяют при следующих параметрах:
- максимальная температура горелки составляет 240 Сº;
- минимальная мощность паяльного устройства – 40 Вт;
- интервал воздействия на поверхность – не более 10 секунд;
- толщина припоя, независимо от формы изготовления, не должна превышать 4 мм.
Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr< Ni, Mn хрома, никеля, марганца. Работать с ними приходится в защитной газовой атмосфере — аргона с добавлением трехфтористого бора. Как припой при пайке нержавейки используют чистую медь.
Значимость серебра в древние времена и сегодня
В давние времена серебро считалось сакральным металлом. Его использовали для создания оберегов, которые защищали людей от тёмных сил и нечисти. Постепенно этот металл начал получать популярность в качестве украшений. Помимо изготовления колец, серёжек, кулонов и цепочек, люди делали серебряную посуду.
Часто серебро называли лунным материалом и носить его могли только представители знати или люди, связанные с религиозными учениями. Обычным крестьянам этот материал не было доступен. Постепенно из серебра начали изготавливать деньги (монеты). Сейчас этот металл используется для изготовления украшений, а также в электротехнике (серебряное напыление, контакты).
Правила пайки
Провода, оборванные в результате неосторожности, микросхемы, почерневшие от перегрева, конденсаторы, вспухшие или пересохшие от длительной работы, — все они паяются одинаково. Перед началом пайки необходимо также залудить жало паяльника для обеспечения нормального расплавления припоя
Технология пайки подразумевает тщательную предварительную подготовку поверхности детали: обезжиривание и смачивание флюсом, достаточный разогрев припоя жалом и качественное его нанесение в нужное место.
Важно, чтобы после его растекания и остывания на поверхности не возникало микротрещин, так как они могут быть причиной различных неприятностей, и оборудование будет работать нестабильно
При пайке микросхем, обладающих большим количеством ножек, следует обращать внимание на то, не образовалось ли контакта между ними в результате недостаточного растекания флюса в месте монтажа
Особенности процесса
Наиболее частые поломки оборудования связаны с потерей или недостаточной силой контакта между его компонентами. Провода, потерявшие свои свойства под действием температур или механических повреждений, являются виновниками таких проблем чаще всего. Они должны выдерживать значительные механические нагрузки, а потому спаять их не так просто.
Виды скручивания проводки
Прежде всего, следует правильно скрутить соединяемую проводку. Различают такие виды скручивания:
- Простое — используется для соединения одно- и многожильных проводов с недавно снятой изоляцией.
- Прямое британское (британка) — используется для проводов, которые не подвержены продолжительным механическим воздействиям большой силы.
- Желобковое скручивание — применяется при использовании проводов из легкоплавящейся изоляции.
- Бандажное — используется при соединении толстых электрических кабелей, имеющих одну жилу. Оно позволяет поддерживать достаточный контакт даже при значительном окислении верхнего слоя или непропае.
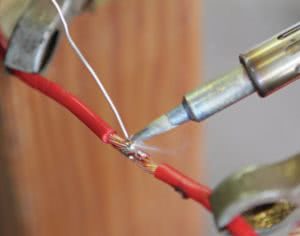
Для облегчения нанесения припоя концы проводов следует смочить достаточным количеством флюса. Чтобы спаять очень мелкие провода, можно использовать специальное приспособление. Оно позволяет зажать два конца в маленьких тисках и спокойно соединить их.
Оголённые участки спаянных проводов следует заизолировать. Можно использовать как простую изоленту, так и специальные термоусадочные трубки, которые уменьшаются в диаметре сечения под воздействием температуры (для этого пригодится даже обычная зажигалка) и плотно прилегают к поверхности кабеля.
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
- сурьма;
- мышьяк;
- медь;
- висмут.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Соединение с другими металлами
При спайке разнородных составов, например, пайке нержавейки с медью или бронзой, необходимо внимательно изучить свойства соединяемых металлов. Основная проблема заключается в подборе температурных параметров, поскольку заготовки обладают различными условиями плавления.
Независимо от типа металла, необходимо тщательно очистить контактную зону.
В качестве рабочего инструмента можно использовать паяльник или горелку.
В случае отсутствия серебряного припоя можно использовать составы на основе латуни. Это снизит качественные характеристики соединения, зато позволит сэкономить на расходных материалах, поскольку латунь дешевле серебра.
Особенности
Такой металл, как олово, известен человеку с древности, его свойства позволили применять его для изготовления оружия и инструментов. Благодаря олову появилась бронза, из которой стало возможным создавать самые разные бытовые принадлежности, а также ювелирные украшения.


Данный элемент обладает многими интересными характеристиками, среди которых:
- высокая степень ковкости, посредством давления, за счёт хорошей пластичности и устойчивости к деформации;
- лёгкая плавкость, температура плавления – 231,9 градуса, что даёт возможность делать сплавы с другими металлами;
- плотность элемента сходна с плотностью железа;
- металл способен закипать при существенно высоких температурах и долго находиться в жидком виде;
- в состоянии кристаллизации олово обладает серебристым цветом с характерным металлическим блеском;
- также изделия из этого химически чистого вещества при воздействии низких температур могут трансформироваться в порошок серого цвета.

Из всех свойств олова, пожалуй, самым важным является его плотность, поскольку она позволяет использовать металл для создания различных сплавов.
Не секрет, что олово применяется для припоя всевозможных частей и микросхем радиоэлектронных приборов, и оно, действительно, идеально для этого подходит, поскольку хорошо плавится, но из-за высокой стоимости состав, основой которого является это вещество, дополняется разными присадками.


Олово для пайки чаще всего включает свинец, но также для этого используются никель, кадмий, серебро, цинк, медь и сурьма. Добавки выбираются в зависимости от металла деталей, которые должны сохранять целостность. Поэтому вещество соединяют с элементами, дающими определённую температуру плавления.
Выпускается паяльное олово в виде специальной пасты, прутков, шариков и проволоки.

Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Выбор флюса
Наиболее простым флюсом для пайки нержавеющей стали является бура. Ее в виде пасты или порошка наносят на соединяемые детали. При нагреве металла бура расплавляется, обеспечивая удаление окислов, препятствующих качественному спаиванию. При пайке в домашней мастерской принято использовать составы в жидком виде. Они наносятся кистью, распределяются равномерно.
При самостоятельном приготовлении обычно применяют составы с содержанием 50% буры и такого же количества борной кислоты. Компоненты смешивают в сухом виде, разводят водой. Готовые флюсы более сложные по своему составу. Бура здесь занимает до 70% объема, остальная доля приходится на борную кислоту и фтористый кальций.


Как паять сталь обычным оловом
Пайка стали обычным оловом возможна с использованием ортофосфорной кислоты в качестве флюса. Обязательно после пайки следует смыть флюс водой. Это главное условие при использовании кислот в качестве активных флюсов при пайке металлов.
Перед тем как подвергать металл лужению, с его поверхности нужно полностью снять все загрязнения, в том числе ржавчину и следы масел. Для выполнения данной работы можно воспользоваться шлифовальной шкуркой, стальной щёткой или же напильником.

Для эффективности можно обработать места с ржавчиной, перед пайкой, специальным раствором-преобразователем ржавчины. Кстати такие растворы также есть и на основе ортофосфорной кислоты. Жирные пятна с заготовок лучше всего смываются посредством щелочного раствора или растворителя.
Только после тщательной подготовки стальных изделий на них можно наносить тонкий слой флюса. Перед соединением деталей из стали, если для пайки используется олово, то предварительно осуществляют лужение заготовок.
После выполнения лужения детали соединяются и надежно фиксируются в выбранном положении. Затем они тщательно прогреваются газовой горелкой до температуры, которая будет превышать температуру плавления припоя. Таким образом, происходит пайка стали.

При этом расплавленный припой сам затекает в зазор между заготовками и заполняет собой всё имеющееся пространство. При остывании он образует надежное и прочное соединение. Расплавление основного металла при этом не происходит.
Обязательно, как и было сказано выше, после пайки стали с оловом и ортофосфорной кислотой, нужно смыть все следы флюса в конце.
Источник
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
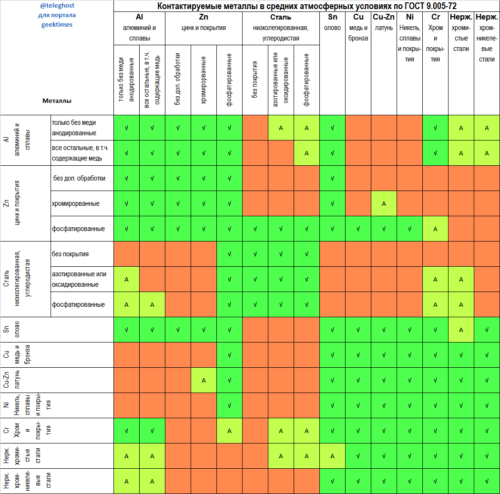
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Источник
Когда необходима помощь ювелира. Таблица: стоимость услуг в вашем городе
Если для починки ювелирного украшения из серебра срочно нужна помощь ювелира, то целесообразным будет обращение в мастерскую по ближайшему адресу. На каждый вид пайки предоставляется установленный прейскурант.
Цены на пайку варьируются от вида работ, региона.
Красноярск:
| Вид пайки | Стоимость |
| Паяльником | от 800 рублей |
| Газовой горелкой | от 1000 рублей |
Тюмень:
| Вид пайки | Стоимость |
| Паяльником | От 1000 рублей |
| Газовой горелкой | От 1100 рублей |
СПБ:
| Вид пайки | Стоимость |
| Паяльником | От 1000 рублей |
| Газовой горелкой | От 1100 рублей |
Москва:
| Вид пайки | Стоимость |
| Паяльником | От 600 рублей |
| Газовой горелкой | От 900 рублей |
Новосибирск:
| Вид пайки | Стоимость |
| Паяльником | От 700 рублей |
| Газовой горелкой | От 900 рублей |
Цена также определяется сложность украшения и объемом работ.
Особенности сплавов
Пайку нержавеющей стали относят к квалифицированным работампайки
Алюминий и магний слабо взаимодействуют с рассматриваемым сплавом, поэтому при подборе материала следует обращать внимание на состав изделия. С прочими сортами металлов нержавейка образует высокопрочное соединение
Высоколегированные составы с высоким содержанием хрома плохо переносят воздействие высокой температуры. При нагреве свыше 500 Сº активизируется процесс образования карбида хрома, негативно влияющий на параметры металла.
По этой причине опытные мастера стараются сократить период температурного воздействия на заготовку.
Техника безопасности
Пайка железа оловом – процесс небезопасный
Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов
И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура
И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало
Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
- мягкие;
- твердые.
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию
Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.

Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Распространенные ошибки
Процессу пайки нержавеющей стали могут помешать ошибки самого мастера, выполняющего работу. Можно выделить ряд часто встречающихся проблем.
- Низкое качество зачистки. Плохо обработанная перед началом пайки нержавеющая сталь приведет к тому, что припой просто будет скатываться с поверхности, не задерживаясь на ней. При появлении такого эффекта нужно заново выполнить механическую обработку, тщательно удаляя следы окисления с металла.
- Плохое обезжиривание. Оно также может негативно повлиять на то, как именно будет ложиться припой любого типа.
- Слабый прогрев. Если детали не удается раскалить достаточно интенсивно, паяльные составы останутся в твердой форме, не переходя в текучее состояние. Исправить ситуацию можно, увеличив силу прогрева.
- Выбор паяльника с обгораемым жалом. Его поверхность придется очищать — это помешает непрерывному прогреву металлических заготовок.
- Выбор канифоли в качестве флюса. При работе с нержавеющей сталью она совершенно бесполезна.
- Использование припоя с высоким содержанием свинца. Лучше отдать предпочтение вариантам, где выше процент олова.
- Преждевременная проверка соединения. Шов, в котором жидкий припой еще не успел схватиться, может утратить прочность. Пайку придется проводить повторно.
- Спаивание разнородных металлов без предварительного лужения. Соединить медь и нержавеющую сталь без дополнительной обработки не получится.
- Использование паяльника при соединении деталей с большой площадью соприкосновения. Флюс здесь будет слишком быстро окисляться. Нужно использовать газовую горелку, лучше с несколькими соплами.

Учитывая все эти моменты, можно произвести работы по пайке нержавеющей стали в домашних условиях без особенных затруднений.


В следующем видео рассказывается о пайке нержавеющей стали.
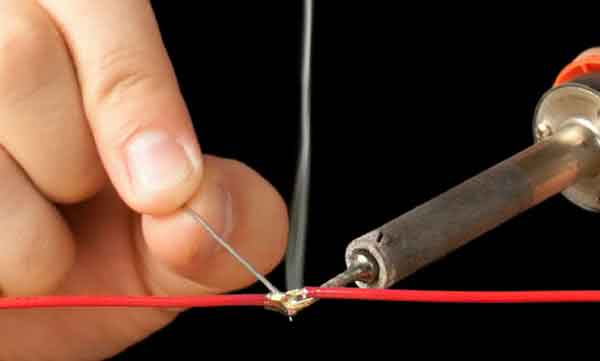
Как паять ручным паяльником проводники схем?
Паяльная процедура, направленная на соединение проводов, несколько отличается от пайки на дорожках электронных плат.
Следует отметить: пайке оловянным припоем с применением канифоли и подобных флюсов подлежат только медные проводники или построенные на сплавах с большим содержанием меди.
Как паять ручным паяльником провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводника Изначально требуется подготовить концы проводников под пайку – зачистить до характерного блеска и плотно скрутить (многожильные). Затем:
- Подготовленный конец проводника заводится вместе с жалом паяльника кратковременно в канифоль.
- Далее захватить жалом припой и нанести на зачищенный конец проводника, покрытый тонким слоем канифоли.
- Равномерно распределять жалом припой до полного захвата всей области конца проводника.
Выполняя последний пункт, следует контролировать процесс, чтобы не перегреть изоляцию провода.
Если изоляция начинает плавиться, следует отстранить паяльник на время и повторить лужение чуть позже. Проделать аналогичную процедуру с другим проводом. Затем наложить концы один на другой и залить припоем.
Также можно применить другой вариант:
- Зачистить концы проводников до блеска.
- Скрутить концы друг с другом.
- Обмакнуть коротко в расплавленную канифоль.
- Облудить и залить припоем.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.
При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
https://youtube.com/watch?v=ERx-NgZJ20w
https://youtube.com/watch?v=FNJt43jOEm0
https://youtube.com/watch?v=tMAOz5b1MX0
https://youtube.com/watch?v=BUUUSFADZ1E
Назначение
Чтобы подготовить детали к накладыванию припоя, необходимо очистить их от частиц посторонних материалов – пыли, песка, воды. Кроме этого нужно удалить с поверхности пленку окислов, которая присутствует практически на всех металлах.
И если с первым условием легко справиться механически, при помощи напильника, надфиля, наждачной шкурки, то второе условие выполнить без применения химических составов затруднительно – окисная пленка очень быстро появляется на поверхности металла.
Вещества, удаляющие пленку и препятствующие образованию новой, называются флюсами, и самый эффективный из них – паяльная кислота. Она является активным флюсом, то есть при пайке химически воздействует на состав поверхности металла.
У профессионалов никогда не возникает вопрос – зачем нужна паяльная кислота, они отлично знают, что очень часто без нее невозможно выполнить поставленные задачи.
 Паяльную кислоту применяют для следующих металлов:
Паяльную кислоту применяют для следующих металлов:
- медь и ее сплавы;
- никель;
- железо;
- конструкционная сталь;
- сплавы цветных металлов.
Если медные или латунные детали с успехом паяют бурой, то припаять друг к другу заготовки из алюминия или стали возможно зачастую только с использованием паяльной кислоты. По завершению работ активный флюс обязательно смывают водой с небольшим содержанием щелочи.
https://youtube.com/watch?v=OVQaK32aU1Y
Кислоту покупают в магазинах, или делают самостоятельно, используя химические реагенты. Хотя приобретение исходных материалов может обойтись и дороже, чем готовый к применению флюс.
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Пайка листов жести

Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Хитрости пайки: научитесь паять медь и сталь — это полезно!
Для того, чтобы соединить две детали можно использовать три способа: клеение , сварку и пайку . Пластик, дерево и картон проще склеить, сталь большой толщины — сварить, а вот для относительно тонких металлических деталей, особенно из меди и латуни, лучше всего применять пайку . В этой статье мы собрали для вас всё, что нужно знать о пайке — какой лучше взять паяльник, какие бывают припои и что такое флюс. Возьмите лист бумаги и ручку — это полезно запомнить !
Как работает пайка?
Так же, как предметы становятся мокрыми, то есть покрываются тонкой плёнкой воды, металлы могут » смачиваться » другими металлами, с низкой температурой плавления. Эти легкоплавкие металлы называются » припоями «. Обычный припой марки ПОС-61 состоит из свинца и олова и плавится при температуре 190 градусов.
Мы знаем, что поверхность, покрытая грязью и особенно жиром, не смачивается водой. Так же и детали из металла, если покрыты окислами или той же грязью, не смочатся припоем. Для быстрой очистки поверхности , которую нужно спаять, применяют особое вещество — флюс . Он разъедает вредную плёнку грязи и делает поверхность чистой : это обязательное условие для прочной пайки!
Что нужно для пайки — главные материалы
Для того, чтобы иметь запас материалов для пайки , много денег не потребуется. Приобретите:
- паяльник мощностью 40 Вт: это средняя и универсальная мощность;
- припой ПОС-61 в тонкой проволоке: толстый пруток лучше не брать, им неудобно пользоваться;
- сосновую канифоль ;
- спиртоканифольный флюс в пузырьке;
- паяльную кислоту ;
- подставку для паяльника.
Теперь вы сможете паять не только медные провода и проволоку, но и стальные детали, например оцинкованное ведро (для стали понадобится кислота)
Давайте разберёмся, как проще и безопаснее паять — для новичка это очень важно!
Процедура пайки — самый простой способ!
Откройте форточку — помещение должно хорошо проветриваться! Очистите жало паяльника — оно должно быть чистым и блестящим. Проще всего сделать это надфилем или мелким напильником. Включите паяльник и подождите, пока он не начнёт плавить канифоль, после чего опустите в неё жало — флюс не даст жалу окислиться раньше времени.
Нанесите кисточкой на поверхности, которые нужно спаять, флюс . Для меди и латуни это канифоль в спирте, а для стали — кислота. Затем, поднесите к детали проволоку припоя и, прогревая её поверхность, добейтесь растекания припоя по нужному месту: его слой должен быть блестящим.
Совместите обе детали и, поднеся припой, прогрейте их жалом паяльника, пока они не окажутся соединены блестящим и прочным швом из припоя . Главная хитрость — хорошо прогреть детали, чтобы припой к ним «приклеился», в противном случае он попросту отвалится после остывания.
Заключение
Теперь вы знаете достаточно , чтобы успешно паять провода, медные трубки, латунные пружины, стальную проволоку и так далее. Пайка достаточно обширная тема — существуют разные припои, десятки флюсов со своими тонкостями, но эта информация нужна только для ускорения пайки и спаивания очень специфичных металлов, которые плохо берутся обычным флюсом. В обычной практике такие случаи большая редкость.
Техника безопасности
Пайка железа оловом – процесс небезопасный
Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов
И сама процедура должна проводиться аккуратно.
https://youtube.com/watch?v=b9VjmyU0-fU
При кажущейся простоте паячной операции, на самом деле это серьезная процедура
И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало
Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа
Похожие записи:
 Инструкция, как повесить и прикрепить карниз для штор на стену
Инструкция, как повесить и прикрепить карниз для штор на стену
 Пластиковые панели для кухни
Пластиковые панели для кухни
 Как расположить дом на участке: по площади, по форме, по сторонам света
Как расположить дом на участке: по площади, по форме, по сторонам света
 Вагонка для бани
Вагонка для бани
 Как из старого дома сделать новый: план работ, советы
Как из старого дома сделать новый: план работ, советы
 Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров
Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров