Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
- Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.
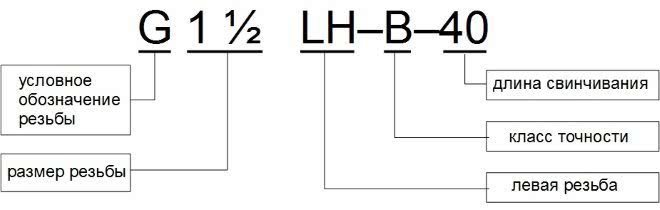
Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
В чем отличие метрической резьбы от дюймовой?
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм mm | Число витков на дюйм | Шаг, мм |
|---|---|---|---|---|---|
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Расчет объема воды в трубе и радиаторах
Выбор мощности, тока и сечения проводов и кабелей
В таблице сведены данные мощности, тока и сечения кабельно-проводниковых материалов, для расчетов и выбора защитных средств, кабельно-проводниковых материалов и электрооборудования.
Медные жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм |
|
Алюминиевые жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм |
|
Шаг резьбы (метрическая и дюймовая)
Шаг резьбы может быть крупным (или основным) и мелким. Под шагом резьбы понимается расстояние между витками резьбы от вершины витка до вершины следующего витка. Измерить его можно даже с помощью штангенциркуля (хотя есть и специальные измерители). Делается это следующим образом – измеряется расстояние между несколькими вершинами витков, а затем полученное число делится на их количество. Проверить точность измерения можно по таблице для соответствующего шага.
| Шаг для метрической резьбы, мм | |
| Обозначение | Шаг резьбы |
| М5 | 0,8 мм |
| М6 | 1,0 мм |
| Резьба трубная цилиндрическая по ГОСТУ 6357-52 | |||||
| Обозначение | Число ниток N на 1″ | Шаг резьбы S, мм | Наружный диаметр резьбы, мм | Средний диаметр резьбы, мм | Внутренний диаметр резьбы, мм |
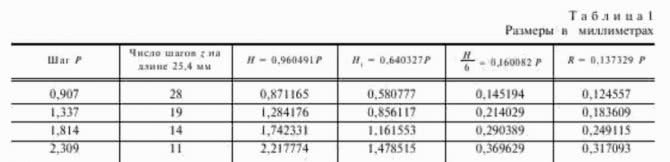
| G1/8″ | 28 | 0,907 | 9,729 | 9,148 | 8,567 |
| G1/4″ | 19 | 1,337 | 13,158 | 12,302 | 11,446 |
| G3/8″ | 19 | 1,337 | 16,663 | 15,807 | 14,951 |
| G1/2″ | 14 | 1,814 | 20,956 | 19,754 | 18,632 |
| G3/4″ | 14 | 1,814 | 26,442 | 25,281 | 24,119 |
| G7/8″ | 14 | 1,814 | 30,202 | 29,040 | 27,878 |
| G1″ | 11 | 2,309 | 33,250 | 31,771 | 30,292 |
Дюймовая резьба — таблица, размеры, виды
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века.
Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм.
Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.
Параметры
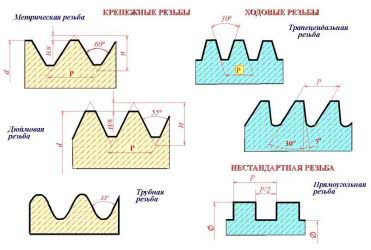
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено.
Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
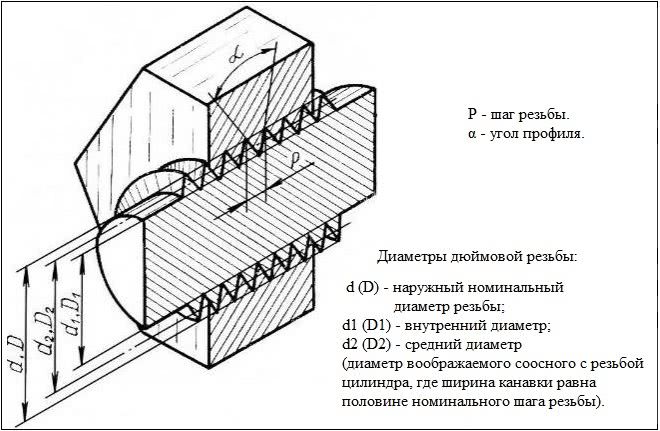
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
https://youtube.com/watch?v=NlQk9NnwDEU
Виды трубной резьбы
Итак, что же такое трубная резьба. Это та, которая имеет канавки особого профиля. В ее основе треугольник с вершиной 55° и скругленные вершины. Условное обозначение — G, после чего указывается условный проход трубы в дюймах. То есть, на чертежах ставят G 1 1/2″. Это и будет означать, что соединение резьбовое, резьба трубная с диаметром условного прохода 1 1/2 дюйма.
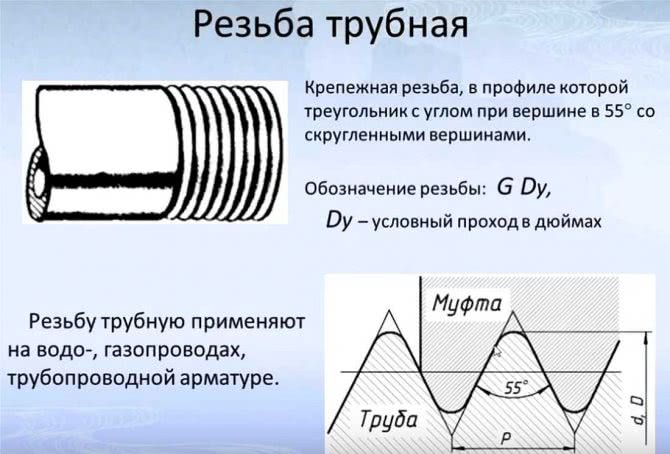
Как обозначается трубная резьба на чертежах? Буквой G и цифрами. Цифра — диаметр условного прохода трубы
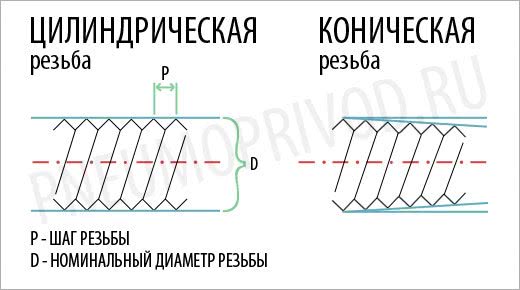
Цилиндрическая трубная резьба: особенности, обозначение, размеры
Цилиндрическая трубная резьба описана в ГОСТ 6357-81. Она наносится на наружную или внутреннюю часть трубы. Стандарт также допускает соединение наружной конической и внутренней цилиндрической. Вообще, резьба должна быть выполнена с закруглениями, радиус которых тоже прописан. Однако под соединение цилиндрических деталей допускается прямой срез вершин треугольника (но не для соединения с конической резьбой).
Профиль цилиндрической трубной резьбы
Далее размеры. Цилиндрическая трубная резьба может быть наружной и внутренней. Характеризуются они тремя диаметрами: наружным, внутренним и средним. А еще рабочей высотой профиля, диаметром скругления и шагом. Диаметры и количество витков приведены в таблице.
| Размера резьбы в дюймах | Шаг витков, мм | Количество витков на дюйм, шт | Диаметр трубной цилиндрической резьбы, мм | ||
| Ряд 1 | Ряд 2 | D = d | D1 = d1 | D2 = d2 | |
| 1/16 « | 0,907 | 28 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 9.728 | 9.147 | 8,566 | ||
| 1/4″ | 1,337 | 19 | 13,15 | 12,301 | 11,445 |
| 3/8″ | 16,662 | 15,806 | 14,950 | ||
| 1/2″ | 1,814 | 14 | 20,955 | 19,793 | 18,631 |
| 3/4″ | 22,911 | 21,749 | 20,587 | ||
| 5/8″ | 26,441 | 25,279 | 24,117 | ||
| 7/8″ | 30,201 | 29,039 | 27,877 | ||
| 1″ | 2,309 | 11 | 33,249 | 31,770 | 30,291 |
| 1 1/8″ | 37,897 | 36,418 | 34,939 | ||
| 1 1/4″ | 41,910 | 40,431 | 38,952 | ||
| 1 3/8″ | 44,323 | 42,844 | 41,365 | ||
| 1 1/2 | 47,803 | 46,324 | 44,845 | ||
| 1 3/4″ | 53,746 | 52,267 | 50,788 | ||
| 2″ | 59,614 | 58,135 | 56,656 | ||
| 2 1/4″ | 65,710 | 64,231 | 62,752 | ||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | ||
| 2 3/4″ | 81,534 | 80,055 | 78,576 | ||
| 3″ | 87,884 | 85,405 | 84,926 | ||
| 3 1/4″ | 93,980 | 92,501 | 91,022 | ||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | ||
| 3 3/4″ | 106.680 | 105,201 | 103,722 | ||
| 4″ | 113.030 | 111.551 | 110.072 | ||
| 4 1/2″ | 125,730 | 124,251 | 122,772 | ||
| 5″ | 138,430 | 136,951 | 135,472 | ||
| 5 1/2″ | 151,130 | 149,561 | 148,172 | ||
| 6″ | 163,830 | 162,351 | 160,872 |
По таблице, вроде вопросов быть не должно. Стоит только упомянуть, что при наличии выбора, стоит выбирать размеры из ряда 1. Шаг резьбы и количество витков — одинаковые для нескольких диаметров труб. Недостающие параметры — рабочую высоту профиля и диаметры скругления, берем из второй таблицы.
Рабочая высота профиля и диаметры скруглений для трубной цилиндрической резьбы
Обозначается цилиндрическая трубная резьба латинской буквой G, за которой проставлен диаметр условного прохода трубы в дюймах. Например: G 1/2″, G 2″ и т.д. Далее указывается:
- Если резьба левая, проставляются буквы LH, если правая ничего не ставят.
- Класс точности — A или B (у А меньше допустимые отклонения) ставят через дефис. Например, G 1 1/8″ — A или G 2″ LH — B. Второе — левая резьба с классом точности B.
- Затем прописывают длину свинчивания (длина участка в миллиметрах, на который наносится резьба). G 5/8″ — A — 40.
Если описывается соединение — труба/муфта, например, — класс точности указывается для обеих деталей. Например, G 2 3/4″ — A/A или G 1″ — B/A. Сперва указывается класс точности резьбы трубы, затем муфты или устанавливаемого устройства.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Условные обозначения дюймовой резьбы в международных стандартах
Практически во всех странах для маркировки резьбовых подключений трубопроводов и присоединительных фитингов пользуются универсальной дюймовой системой измерения.
В регламентирующих ГОСТах, справочных таблицах размеров и диаметров труб , расчетных формулах принято единое условное обозначение дюйма в виде цифры с установленным справа одним или двумя штрихами. Такой значок понятен специалистам всех стран и позволяет быстрее ориентироваться в технической документации и схемам. Например, если нужна нарезка с размером три дюйма, в задании на изготовлении будет маркировка 3″
Что собой представляет трубная резьба
Внешний вид металлической водопроводной или газовой трубы представляет полый стержень с ровной поверхностью с гладкими краями окончаний. Чтобы во время прокладки линий трубопровода и подключения домашнего сантехнического оборудования исключить сложные сварочные работы необходимые соединения выполняют резьбовым профилем.
В учебниках по машиностроению и слесарному делу подробно объясняется значение технического термина «трубная резьба»- это спиралевидная канавка, которую нарезают на металлическую поверхность трубы.
За счет чередующихся выступов и впадин на поверхности создается винтовой «рисунок» различного рельефа с разным расстоянием между витками. Нарезку витков канавок выполнят по внешней или внутренней стороне трубной поверхности.
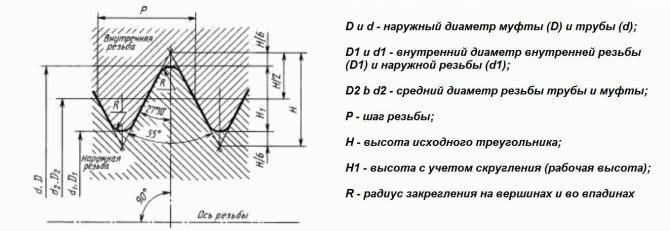
Любой вид резьбы обладает следующими показателями:
- Диаметр нарезки. Если рассмотреть конструктивное устройство трубы как полость линейной формы ограниченной внутренними стенками, становится понятным три единицы измерения нарезки профиля: наружный диаметр d, внутренний d1, средний d2.
- Диаметр соединительной муфты. В отдельных соединениях для стыковки двух труб применяется соединительная муфта. Единицы измерения профиля резьбы аналогичны измерительным параметрам диаметра нарезки трубы: наружный D1, внутренний D2, средний D2.
- Шаг рельефа Р. Этот показатель определяет расстояние между боковыми повторяющими канавками профильной нарезки.
- Радиус закругления. Величина показывает степень округлости вершин и впадин резьбового профиля.
- Форма профиля. Показатель обозначает высота треугольника Н и высота рабочего профиля Н1.
Кроме перечисленных единиц измерения важны показатели направления витков, число заходов и, самое главное, назначения.
Похожие записи:
 Инструкция, как повесить и прикрепить карниз для штор на стену
Инструкция, как повесить и прикрепить карниз для штор на стену
 Пластиковые панели для кухни
Пластиковые панели для кухни
 Как расположить дом на участке: по площади, по форме, по сторонам света
Как расположить дом на участке: по площади, по форме, по сторонам света
 Какую декоративную штукатурку выбрать для балкона
Какую декоративную штукатурку выбрать для балкона
 Как из старого дома сделать новый: план работ, советы
Как из старого дома сделать новый: план работ, советы
 Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров
Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров