Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если пока нет опыта выполнения сварки полимерных коммуникаций, следует провести тренировочную пайку. Для этого нужно выбрать подходящее место. Участок должен быть просторным, поверхность – ровной. Можно работать на столе или полу
В обоих случаях следует проявить осторожность, т. к
есть риск испортить покрытие горячим пальником. Необходимо принять удобную позу. Любые задержки приведут к снижению качества шовного соединения, появлению дефектов, которые могут стать причиной сокращения периода службы трубопровода. Другие последствия промедлений во время сварки ПП-изделий:
- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.
 Некачественная пайка полипропиленовых труб
Некачественная пайка полипропиленовых труб
При нагреве коммуникаций, соединительных элементов важна синхронность действий. Это позволит одновременно нагревать и сразу соединять части трубопровода. Задержка тоже возможна, однако от уровня профессионализма мастера зависит, возникнут ли дефекты: наплывы, смешение шовного соединения. В дальнейшем на таких участках могут появиться трещины.
Аппараты и другие инструменты для пайки полипропиленовых труб
Для домашних коммуникаций применяют пластиковые трубы наружным диаметром 20-63 мм. Для их пайки выбирают малогабаритные приспособления. Это паяльник простой конструкции, его часто называют утюгом. Аппараты различаются по форме нагревательного элемента, бывают цилиндрические и мечевидные. На мечевидные надеваются насадки в виде дорна и гильзы. Они предназначены для торцевой пайки. В цилиндрическом нагревателе используют длинную круглую насадку обжимного типа.
Кроме аппарата для пайки понадобятся следующие инструменты:
- ножницы для нарезки;
- швейер для торцевания армированных изделий;
- рулетка или линейка;
- маркер;
- органический спирт дл обезжиривания;
- ветошь;
- перчатки.
Обеспечив себя необходимым инструментом, можно приступать к работе.
Последовательность и важные правила пайки полипропилена
Ремонт полипропиленовых труб, сборка новых контуров должны выполняться с соблюдением ряда правил:
- Паяльник должен быть установлен на ровной поверхности, не двигаться во время пайки.
- Температурный режим пайки — 260 градусов. На некоторых паяльниках устанавливается датчик нагрева до этой температуры. Перегрев приведет к растеканию пластика.
- Нагреваться детали из полипропилена должны равномерно. Время нагрева указывается индивидуально для разных элементов трубопровода, зависит от их диаметра, толщины стенок.
Последовательность действий при монтаже:
- Обрезать трубки с помощью специальных ножниц.
- Проверить торцы на наличие неровностей. Очистить их от пыли, обезжирить соединяемые поверхности.
- Нагреть паяльник до 260 градусов. Одновременно надеть два фитинга на разогретые насадки. Выждать 4–5 секунд.
- Когда нагрев будет окончен, фитинги снимаются с паяльника, одновременно вставляются друг в друга. Детали нельзя поворачивать.
- Дождаться остывания соединения, приступить к спайке других стыков.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.

На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.

Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.

Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.
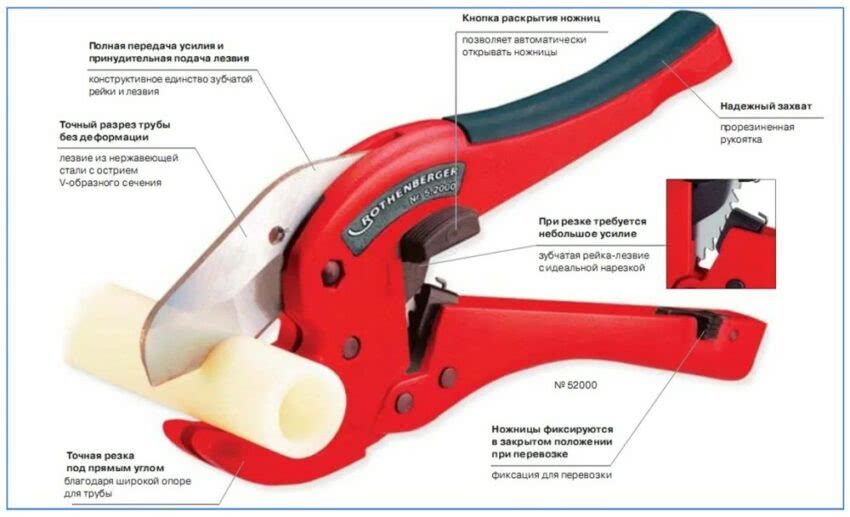
Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.

Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
https://youtube.com/watch?v=gRBGO-I8hFo
https://youtube.com/watch?v=mCdD4_X4sm0
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.

Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.

Рекомендуемые расстояния до риски в зависимости от диаметра трубы:

Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.

Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.

Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.

Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
 На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ — точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
- оболочки свариваемых труб недостаточно прогреются, в результате не произойдет диффузионное соединение и в процессе эксплуатации трубы расстыкуются – возникнет утечка воды и затопление помещения.
- Трубные оболочки перегреются и в месте стыка торцов образуется наплыв — это сузит проходной канал, увеличит гидравлическое сопротивление линии, приведет к финансовым потерям в индивидуальном водоснабжении или отоплении из-за плохой проводимости магистрали.
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.
Рис. 8 Таблица пайки полипропиленовых труб
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.
При проведении работ по пайке полезно знать, при какой температуре паять пластиковые трубы, ведь состояние окружающей среды существенно влияет на скорость остывания соединяемых деталей, и если воздух слишком холоден, табличные данные будут указывать некорректные значения. При проведении монтажных работ допустимой нижней температурной границей является показатель -10 °С, а оптимальной считается температура окружающей среды в помещении или на улице от 0 до +25 °С.
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Типы медный труб для систем водоснабжения
Сейчас выпускаются следующие типы медных труб:
- неотожжённые твёрдые диаметров от 108 до 10 мм:
- полутвёрдые с диаметром от 159 до 6 мм;
- отожжённые мягкие трубы диаметром от 22 до 6 мм:
Отожжённые трубы бывают также в полиэтиленовой оболочке.
Полутвёрдые и твёрдые медные трубы выпускаются в виде «штанг» – прямых отрезков от 3 до 5 м. Отожжённые медные трубы обычно продаются в бухтах длиной от 25 м.
И отожжённые и неотожжённые медные трубы одинаково применяются в системах водоснабжения. Различие лишь в некоторых особенностях работы с теми или иными трубами. С мягкими трубами проще работать – их можно сгибать. Неотожжённые же трубы при наличии поворотов трубопровода нужно будет соединять с помощью фитингов, пайки либо резьбовых соединений.
Фитинги для медных труб есть двух видов:
- для пайки
- и цанговые (для разъёмных соединений):
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
- Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.

У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Выбирать или не выбирать медные трубы для водоснабжения своего дома?
Делать ли водопровод из медных труб, зависит от ответов на следующие вопросы: могу ли я позволить себе такой дорогой материал? буду ли я делать всё своими руками или нанимать специалистов? если хочу сделать всё сам, то обладаю ли нужными навыками? если навыков нет, то хочу ли я их приобрести, есть ли для этого ресурсы (время – ведь у новичка всё поначалу дольше, чем у профессионалов; деньги – ведь, возможно, косяки придётся переделывать и взамен испорченных материалов покупать новые)? есть ли инструменты? и т. д.
Однозначно можно сказать, что главный недостаток медных труб – это высокая цена.
Второй существенный недостаток – необходимость пайки, и пайка здесь сложнее, чем полипропиленовых труб.
Вывод: если не уверены, не обладаете достаточными навыками и стеснены в средствах, то лучше обратить внимание на другие виды труб. Лучше всего при отсутствии опыта выбрать полипропиленовые трубы
Они и не дорогие сами по себе. И инструмент недорогой, его можно вообще взять в аренду.
Зато достоинства медной трубы неоспоримы, водопровод из неё будет служить верой и правдой долго
И если деньги для вас не проблема, то обратить внимание на медные трубы для водоснабжения стоит
Ошибки, которые могут подстерегать неопытного сварщика
Когда берешься за работу в первый раз, нужно быть готовым к тому, что что-то пойдет вне штатного графика. Перекос, если он незначительный, в принципе можно допустить, но есть такие моменты, оставлять которые попросту не получится.
Самая главная ошибка – это перегрев. Передержав трубы в насадках паяльника, можно размягчить не только нагреваемую (внутреннюю или наружную) поверхность, но и всю стенку трубы. В этом случае деформация будет очень сильной, а сам стык станет вероятной причиной аварии.
Сильное сдавливание труб во время спаивания – это тоже грубейшее нарушение технологии. В результате этого часть растворенного полипропилена будет выдавлена внутрь муфты. После застывания она значительно снизит пропускную способность трубы, что приведет к избыточному давлению в системе.
https://youtube.com/watch?v=LhnDmiVBHxU
Еще одна ошибка, которая не приведет к аварии, но заставит понервничать даже самого спокойного человека. Речь идет о неправильном порядке сварки. Не обязательно идти от края и до края. Наоборот, лучше продумать весь процесс пайки так, чтобы самые сложные элементы, например, если они будут стоять в труднодоступных местах, сваривались предварительно.
Например, на трубе будет стоять счетчик, фильтры, вентили, а сама труба будет располагаться в углу, где каждый элемент приваривать будет весьма неудобно. Поэтому нужно изначально сварить весь этот узел на полу, а потом приварить его к заранее подготовленной муфте. Тогда и стыки будут красивее и нервы крепче.
Подготовка и монтаж водопровода
Приступая к монтажу водопровода необходимо составить схему расположения труб с учетом всех потребителей. Продумать где будет производиться установка ванны, располагаться вывод фитингов для установки смесителя воды на ванну, выводы для кранов смесителей на раковину, к унитазу, а так же к стиральной машине (если предполагается её установка).
Выбрать оптимальную трассу прокладки трубопроводов с наименьшим количеством пересечений. Рассчитать необходимое количество труб для горячего и холодного водоснабжения, необходимое количество фитингов, переходов, и запорных кранов.
Крепеж трубы для холодной воды необходимо производить через каждые 40-60 см. Для трубопровода горячего водоснабжения чаще, в результате большего линейного расширения при нагревании трубы.
При монтаже трубопровода для отопления и горячего водоснабжения на поворотах необходимо учитывать линейное расширение трубы при нагревании (приблизительно 5 мм на 1 погонный метр трубопровода).
Сварка самого трубопровода производиться при помощи аппарата для сварки пластиковых труб. Как сваривать пластиковые трубы я писал в статье «Сварка пластиковых труб — волшебная технология создания водопровода»;
Вкратце этот процесс происходит в 2 этапа – нагрев пластиковой трубы и фитинга и их соединение методом сжатия.
Поэтому, при проведении сварочных работ следует планировать места стыков таким образом, чтобы было удобно делать следующий стык. Самый последний, завершающий стык, необходимо спланировать таким образом, чтобы в месте стыка можно было развести трубу и свариваемый фитинг минимум на 10 см. для удобства ввода паяльника к месту стыка.
Соблюдая все эти не очень сложные правила можно с легкостью произвести монтаж водопровода горячей и холодной воды из пластиковых труб в ванной комнате и на кухне своими руками, сделать разводку труб для капельной системы полива на огороде и многое другое.
Удачи Вам в ваших начинаниях и поменьше хлопотных ремонтов.
Способы соединения полипропиленовых труб
Существует три самых распространенных способа спайки полипропиленовых трубопроводов:
- муфтовая сварка;
- торцевая сварка;
- холодное сваривание с использованием агрессивного клея.
Первые два способа используются чаще, а холодная сварка применяется крайне редко, так как данный вариант имеет массу отрицательных моментов.
Что касается самого принципа сваривания, то он основан на диффузии двух спаиваемых участков. То есть, во время остывания нагретый полимер диффундирует, обеспечивая крепкое сваривание. По сути, в конечном итоге мы получаем не две детали, а одну цельную поверхность.
https://youtube.com/watch?v=fUJLd3OSuJ0
Холодное сваривание
Рассмотрим самый нераспространенный способ соединения полипропиленовых элементов. Здесь нет никакого секрета, все наоборот очень просто. На поверхность одной трубы наносится химически активный растворитель для полипропилена. Он размягчает поверхность точно так же, как и при нагреве. После этого две детали соединяются, а повторное застывание полимера происходит за счет того, что летучие элементы растворителя быстро испаряются.
Главным недостатком является то, что нет возможности четко и точно контролировать степень размягчения поверхности. Соответственно, надежность такого соединения может стоять под большим вопросом. Купить специальный растворитель можно в специализированных магазинах
Важно, перед тем как начать работу, тщательно прочесть инструкцию

Торцевая сварка полипропиленовых труб
Данный способ соединения тоже можно считать менее распространенным, так как он применяется больше в промышленных масштабах, нежели в домашних условиях. Здесь есть ряд моментов, которые в обязательном порядке нужно предусмотреть:
- торцы должны быть идеально ровными;
- прогрев должен производиться равномерно;
- необходимо обеспечить высокое усилие при соединении двух участков трубопровода.
Вывод: для обеспечения правильного сваривания труб торцевым способом необходимо иметь специальное оборудование – станок. Он состоит из мощной станины, а также специальных хомутов-зажимов. Два участка трубы устанавливаются в станок и фиксируются соосно друг другу. Даже незначительное смещение может привести к тому, что стык получится плохим, что приведет в будущем к аварийной ситуации.
После этого между торцами устанавливается специальный шлифовальный круг, который обтачивает края, обеспечивая ровность и параллельность граней (при работе в домашних условиях специалисты чаще всего используют электрическую шлифовальную машинку). Затем вместо него устанавливается нагревательный элемент, который подогревает спаиваемые стыки. Следующим этапом является стыковка двух поверхностей под достаточно высоким давлением. Опять же, вручную такое не провернуть, к тому же, нам постоянно нужно следить за тем, чтобы поверхности были параллельными, и не было перекосов.
Муфтовая сварка полипропиленовых труб
Согласно рейтингам – это самый распространенный способ соединения пластиковых труб. Принцип заключается в том, что сваривание происходит с использованием вспомогательных приспособлений – муфт. Они имеют небольшую длину, ровно столько, сколько надо для выполнения соединения с одной и со второй стороны.
Наружный диаметр трубы совпадает с внутренним диаметром муфты. При нагреве этих поверхностей с использованием паяльника, они размягчаются, обеспечивая диффузионное сваривание после соединения под небольшим давлением.

Такой способ изготовления разводки холодной или горячей воды, отопления или любых других коммуникаций является самым простым. Его можно выполнять самостоятельно без навыков работы и опыта. Главное это исключить ошибки, вникнув в суть процесса, а также не нарушать правил и режимов нагрева до определенной температуры.
Более подробно о режиме нагрева и остывания труб разного диаметра написано в таблице:
| Диаметр трубы, мм | Расстояние от конца трубы до метки (глубина сварки), мм | Время нагрева, сек | Время охлаждения, сек |
|---|---|---|---|
| 20 | 14-17 | 6 | 2 |
| 25 | 15-19 | 7 | 2 |
| 32 | 16-22 | 8 | 4 |
| 40 | 18-24 | 12 | 4 |
| 50 | 20-27 | 18 | 4 |
| 63 | 24-30 | 24 | 6 |
| 75 | 26-32 | 30 | 6 |
| 90 | 29-35 | 40 | 8 |
В этом случае стоимость проведения работ будет низкой, так как вам нудно будет только оплатить материалы и аренду сварочного аппарата (паяльника). Стоит отметить, что в качестве муфты можно также использовать краны, уголки, тройники, переходники и так далее.
Инструменты для пайки труб из полипропилена
Процесс соединения полипропиленовых труб в обиходе называют пайкой. Научное название процесса с применением высоких температур — диффузионная сварка. Ее проводят при помощи специального сварочного аппарата, который в обиходе называется паяльником, а проще утюгом.

Для качественной пайки пропиленовых труб их следует предварительно подготовить. Процесс строго регламентирован по времени.
Для пайки труб из полипропилена нужны следующие инструменты:
- Сварочный аппарат. Существуют разные модели таких инструментов для пайки пластика. Это профессиональные инструменты («говорящие» утюги), которые автоматически выставляют нужную температуру в зависимости от диаметра трубы, и руководят работой мастера посредством звукового оповещения об окончании процесса пайки, о времени первого затвердения соединения. Есть недорогие паяльники для любителей, которыми пользуются в ручном режиме. Существует услуга проката профессионального инструмента, которой удобно пользоваться для проведения разовых работ.
- Ножницы или труборез для резки пластиковых труб. Эти инструменты несколько отличаются, но каждый режет пластиковую трубу ровно, без заусениц. Лезвия для ножниц и ролики у труборезов сменяемы и продаются отдельно. Вместо ножниц трубы можно резать ножовкой по металлу или болгаркой. Ножовка бывает даже предпочтительнее, например, если нужно отрезать небольшой кусок в 1 см. (ножницы в этом случае могут деформировать трубу небольшого диаметра).
- Торцеватель или шейвер. Эти инструменты нужны для работы с армированными алюминием полипропиленовыми трубами. Перед пайкой алюминиевый слой удаляют. Торцеватель особенно важен при соединении труб технологией стыковой сварки.
- Нож или напильник для зачистки торцов трубы, которую разрезали ножовкой или отрезным диском для болгарки. При работе этим инструментом срез полипропиленовой трубы получается с зазубринами. Исключение составляют трубы, армированные стекловолокном.
- Линейка или рулетка для проведения измерений.
- Маркер, карандаш для нанесения рисок глубины вхождения трубы в паяльник.
Где применять?
Полипропиленовые трубы – многофункциональная вещь в хозяйстве.
Вот что можно из них сделать:
- Систему водопровода. Для холодного водоснабжения подойдет неармированная тонкостенная или толстостенная труба. Она дёшево стоит, легко монтируется, отлично справляется с транспортировкой воды температурой до 45 градусов.
- Систему горячего водоснабжения. По трубам с маркировкой NP20 или NP25 можно смело подавать воду температуры кипения. Пропилен начинает плавиться лишь при 170 градусах.
- Систему централизованного отопления в коттедже, доме или на даче. Для этого нужно выбрать трубы большого диаметра со стекловолокном. Они надежные и не требуют сложной зачистки. Пайка таких труб проходит на ура. Теплопроводное удлинение труб со стекловолокном в 10 раз меньше, чем без него – всего 1,5 см. За счёт этого трубы не провисают и не деформируются.
- Водяной тёплый пол. Если тепла от трубопроводов с горячей водой не хватает, монтируют систему тёплого пола. Минус такого пола в том, что невозможно свернуть трубу с маленьким шагом. Плюс – в экономичности обслуживания системы и ее сроке службы. Срок службы водяного тёплого пола – около 50 лет. При этом систему можно монтировать прямо в стяжку пола.
- Предметы быта. Из обрезков труб можно сделать полезные вещи для прихожей, балкона, гаража, мастерской, детской комнаты. При помощи тройников, муфт и фрагментов трубы собирается любой предмет геометричной формы – полка для обуви, подставка для цветов, вешалка для одежды, сушилка или мусорная корзина. Все, на что хватит фантазии и остатков материала. Удобно собирать для маленьких детей игровые площадки, качели, домики. Если добавить сетку, получатся отличные ворота для детского футбола.
- Элементы декора. Используя уголки и переходники, можно собрать книжную полку в лофт-стиле. Короткие обрезки разного диаметра пойдут для создания рамки для фото или зеркала, светильников, цветочных горшков и ваз.
Похожие записи:
 Инструкция, как повесить и прикрепить карниз для штор на стену
Инструкция, как повесить и прикрепить карниз для штор на стену
 Пластиковые панели для кухни
Пластиковые панели для кухни
 Как расположить дом на участке: по площади, по форме, по сторонам света
Как расположить дом на участке: по площади, по форме, по сторонам света
 Какую декоративную штукатурку выбрать для балкона
Какую декоративную штукатурку выбрать для балкона
 Как из старого дома сделать новый: план работ, советы
Как из старого дома сделать новый: план работ, советы
 Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров
Пробковые панели для стен: эстетика натуральности для современного дома и 85 избранных интерьеров